









відэа
Профіль

Жолаб:Металічныя рынвы звычайна выкарыстоўваюцца для дрэнажу па краях дахаў будынкаў, у асноўным для збору і адводу дажджавой вады. Распаўсюджаныя тыпы ўключаюцьhальф-круглытыпі К.-стыльтыпЗвычайна яны вырабляюцца з металічных матэрыялаў таўшчынёй ад 0,3 да 0,8 мм, такіх як алюміній, папярэдне пафарбаваная сталь або ацынкаваная сталь.
Канькавая вечка:Хрыбеткепкаёсцьнабордзе два бакідвадахпанэлісустрэча, таксама вядомая як дахверхЗвычайна гэтавыкарыстаннеd для паляпшэння герметычнасці і эстэтыкі даху. Каньковыя вечкі звычайна вырабляюцца з папярэдне афарбаванай або ацынкаванай сталі таўшчынёй ад 0,3 да 0,8 мм.
Рэальны выпадак - асноўныя тэхнічныя параметры
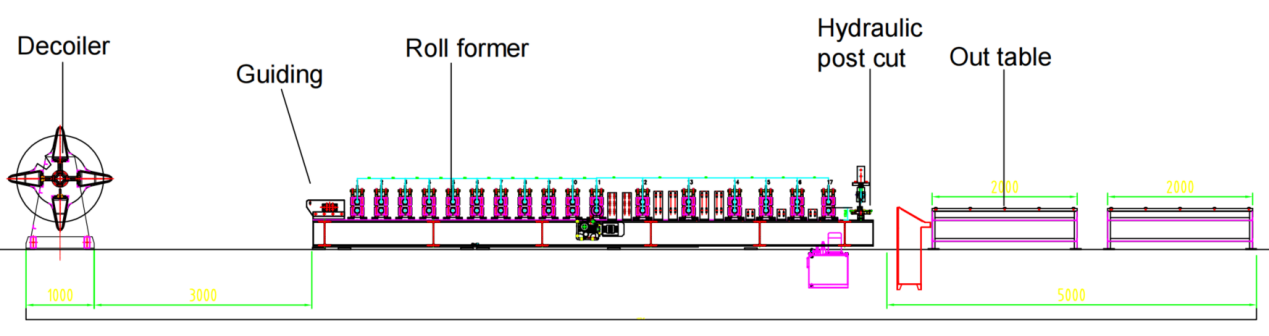
Блок-схема: размотчык — накіроўвалы — прафілявальна-прафілявальна-гідраўлічны выраз — стол
- 1. Рэбрыдж-хуткасць лініі: 0–12 м/мін, рэгуляваная
- 2. Хуткасць рынвы: 0-4 м/мін, рэгуляваная
- 3.Суйматэрыял стала: ацынкаваная сталь, папярэдне пафарбаваная сталь, алюміній
- 4. Таўшчыня матэрыялу: 0,3-0,8 мм
- 5. Машына для фармавання ролікаў: канструкцыя сценных панэляў і сістэма ланцуговага прывада
- 6. Сістэма рэзкі: Спыняецца для рэзкі пасля ролікавага станка, ролікавы фарміравальнік спыняецца падчас рэзкі.
- 7. Шафа ПЛК: сістэма Siemens.
Сапраўдны спіс рэчаў
- 1. Гідраўлічны размотчык*2
- 2. Двухрадковая ролікавая машына*1
- 3. Двухрадковы гідраўлічны рэжучы станок*1
- 4. Выхадны стол*2
- 5. Шафа кіравання ПЛК*1
- 6. Гідраўлічная станцыя*1
- 7. Каробка запасных частак (бясплатна)
Апісанне рэальнага выпадку
- Размотчык

Для канькавай накладкі і рынвы канфігурацыя размотчыка практычна ідэнтычная, выкарыстоўваюцца гідраўлічныя размотчыкі грузападымальнасцю 3 тоны кожны. Улічваючы розную шырыню сталёвых рулонаў, якія выкарыстоўваюцца для канькавай накладкі і рынвы, лепш вылучыць спецыяльны размотчык для кожнай вытворчай лініі. Гэты падыход мінімізуе час прастою падчас замены рулонаў і павышае эфектыўнасць працы кожнай вытворчай лініі.
Кіраўніцтва

Гэтынакіроўвалыя ролікі забяспечваюць выраўноўванне паміж сталёвай шпулькай і пракаткавае фармаваннемашына, што прадухіляе дэфармацыю падчас працэсу фармавання.
Машына для фармавання ролікаў

Гэты профільны станок выкарыстоўвае канструкцыю сценных панэляў і сістэму ланцуговага прывада. У адрозненне ад звычайных двухрадных установак, якія маюць два розныя памеры аднаго і таго ж профілю, гэты станок апрацоўвае цалкам розныя профілі ў кожным радзе.
Важна адзначыць, што два рады не могуць працаваць адначасова. Мы рэкамендуем вылучыць асобную вытворчую лінію для кожнага профілю, калі ў вас больш высокія патрабаванні да вытворчасці.
Акрамя таго, на ланцугі былі ўсталяваныя металічныя накрыўкі, каб абараніць работнікаў ад выпадковага кантакту з круцячыміся ланцугамі і абараніць іх ад пашкоджанняў пылам і смеццем.
Гідраўлічны разрэз

Рэжучыя машыны замацаваны на гэтай вытворчай лініі, што спыняе рух сталёвага рулона падчас рэзкі. Для кліентаў, якім патрабуецца больш высокая хуткасць вытворчасці, мы прапануем лятаючую рэжучую машыну, падстава якой можа плаўна перамяшчацца наперад і назад па рэйках з той жа хуткасцю, што і ролікавая фармавальная машына. Гэтая інавацыйная канструкцыя дазваляе сталёваму рулону праходзіць праз фармавальную машыну без перапынкаў падчас рэзкі, тым самым значна павышаючы агульную эфектыўнасць вытворчай лініі.
У канцы абодвух радоў рэжучыя ляза старанна выраблены, каб дакладна адпавядаць контурам адпаведных профіляў. Гэта гарантуе, што краю профіляў не будуць дэфармаванымі, захоўваючы найвышэйшыя стандарты дакладнасці і якасці.
Гідраўлічная станцыя
Пачынае харчаванне рэзака праз закрыты алейны бак. Ён адключаецца без адключэння, што дазваляе эканоміць энергію.
Гідраўлічная станцыя абсталявана вентылятарам астуджэння, які спрыяе эфектыўнаму адводу цяпла для забеспячэння працяглай і аптымальнай працы. Дзякуючы нізкай частаце паломак і выключнай даўгавечнасці, гідраўлічная станцыя гарантуе надзейную працу на працягу доўгага часу.
Шафа кіравання ПЛК і энкодэр

Лінія прафілявання абсталявана энкодэрам японскай маркі KOYO. Энкодэр пераўтварае выяўленыя даўжыні сталёвых рулонаў у электрычныя сігналы і перадае іх у шафу кіравання ПЛК. Аператары могуць рэгуляваць хуткасць вытворчасці, колькасць і даўжыню рэзкі. Рэзальны станок дасягае выдатнай дакладнасці дзякуючы дакладным вымярэнням і зваротнай сувязі энкодэра, падтрымліваючы памылкі рэзкі ў межах ±1 мм.
1. Размотчык

2. Кармленне

3. Штампоўка

4. Станды для прафілявання

5. Сістэма кіравання

6. Сістэма рэзкі

Іншыя

Аўт-стол





