










ПРОФІЛЬ
Круглыя трубы для тэнтаў з'яўляюцца неабходнымі кампанентамі для тэнтаў, звычайна вырабляюцца з алюмінія або ацынкаванай сталі. Стандартныя дыяметры ўключаюць 60/63/70/78/80/85 мм, і яны звычайна даступныя даўжынёй 4, 5, 6 або 7 метраў.
Традыцыйны метад вытворчасці: сталёвыя рулоны намотваюцца на цыліндрычную форму, а затым сціскаюцца, утвараючы круглую трубу. Такі падыход прыводзіць да нераўнамернага размеркавання сілы, нізкай эфектыўнасці і абмежаванняў як на даўжыню трубы, так і на мінімальны дыяметр. Акрамя таго, цяжка ствараць трубы з нестандартнай канструкцыяй закругленых краёў, як паказана на малюнку ніжэй.
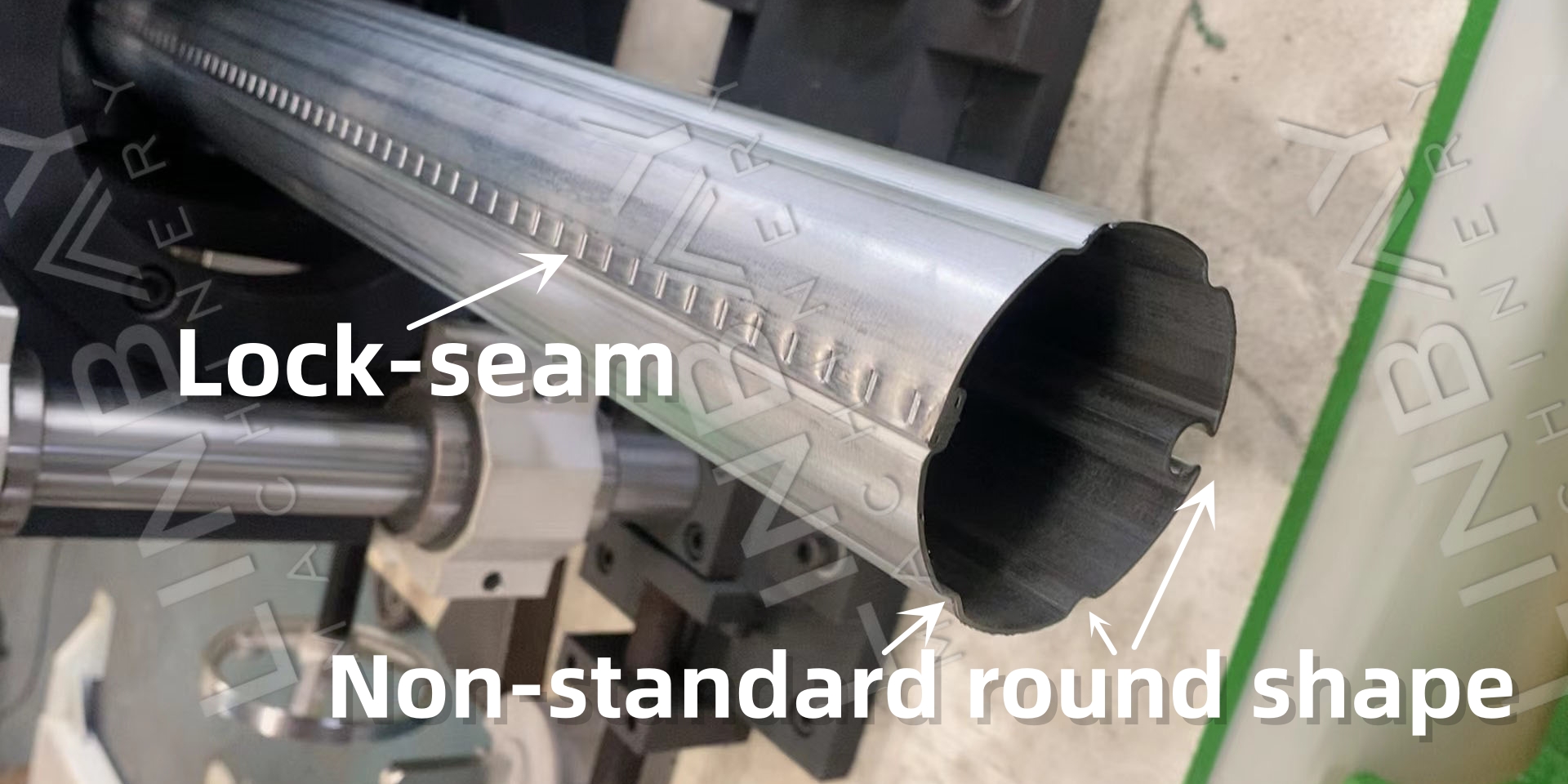
Новы падыход: машына для гнуткага пракату.Працэс вальцавання паступова надае матэрыялу форму з дапамогай кожнага роліка, паступова згінаючы яго, пакуль ён не стане круглай трубкай з замкавым швом. Гэта раўнамернае размеркаванне сілы мінімізуе спружыністае вяртанне. Сталёвыя рулоны можна бесперапынна падаваць без неабходнасці папярэдняй ручной рэзкі, а трубы можна дакладна рэзаць з дакладнасцю ±1 мм. Гэты метад ідэальна падыходзіць для вырабу труб меншага дыяметра і нестандартных дызайнаў краёў. Гэта эфектыўнае і эканамічнае рашэнне для кліентаў.
РЭАЛЬНЫ ВЫПАДАК - АСНОЎНЫЯ ТЭХНІЧНЫЯ ПАРАМЕТРЫ
Блок-схема: размотчык — накіроўвалы — валковы фарміравальнік — лятучая піла — выемны стол
РЭАЛЬНЫ ВЫПАДАК - АСНОЎНЫЯ ТЭХНІЧНЫЯ ПАРАМЕТРЫ
1. Хуткасць лініі: 0-10 м/мін, рэгуляваная
2. Падыходны матэрыял: ацынкаваная сталь, алюміній
3. Таўшчыня матэрыялу: 0,8-1 мм
4. Машына для фармавання ролікаў: чыгунная канструкцыя
5. Сістэма прывада: Сістэма прывада каробкі перадач з універсальным карданным валам.
6. Сістэма рэзкі: лятаючая піла, рулонны фармавальнік не спыняецца падчас рэзкі.
7. Шафа ПЛК: сістэма Siemens.
САПРАЎДНЫЯ КАПСУЛЫ-МАШЫНЫ
1. Ручны размотчык*1
2. Машына для фармавання ролікаў*1
3. Лятучая піла для рэзкі*1 (у тым ліку піла*1)
4. Выхадны стол*2
5. Шафа кіравання ПЛК*1
6. Гідраўлічная станцыя*1
7. Каробка запасных частак (бясплатна) * 1
Апісанне рэальнага выпадку
Ручны размотчык

· Трывалая рама:Рама пабудавана трывалай і ўстойлівай, спецыяльна распрацаванай для надзейнай падтрымкі сталёвых рулонаў.
· Пашырэнне апраўкі:Апраўку або апраўку можна рэгуляваць уручную для пашырэння і размяшчэння сталёвых рулонаў з унутраным дыяметрам ад 490 да 510 мм. Гэта забяспечвае трывалае ўтрыманне рулона для плаўнага размотвання.
· Фіксатар шпулькі:Гэты кампанент прызначаны для прадухілення саслізгвання сталёвай шпулькі з апраўкі. Яго лёгка мацаваць і здымаць.
· Даступныя варыянты:Для павышэння магутнасці і аўтаматызацыі даступныя электрычныя або гідраўлічныя версіі прылады пашырэння стрыжня. Аднак для круглых труб тэнта пераважней выкарыстоўваць ручную версію з-за больш тонкіх і вузкіх сталёвых рулонаў.
Кіраўніцтва

· Асноўная роляЗабяспечвае дакладнае выраўноўванне сталёвай шпулькі адносна цэнтральнай лініі машыны, прадухіляючы такія праблемы, як скручванне, выгіб і ўтварэнне задзірын. Дакладнае выраўноўванне мае вырашальнае значэнне для забеспячэння герметычнасці і надзейнасці швоў круглых труб тэнта.
· Некалькі накіроўвалых сістэмРазмешчаны не толькі ў кропцы падачы, але і па ўсёй фармавальнай машыне, каб забяспечыць прамую форму трубы падчас вытворчасці.
· Звычайная каліброўкаРэгулярная каліброўка накіроўвалых сістэм неабходная, асабліва пасля транспарціроўкі або працяглага выкарыстання.
· Перадтранспартная дакументацыяКаманда Linbay старанна вымярае і фіксуе шырыню накіроўвалай перад адпраўкай, падаючы гэтую інфармацыю ў кіраўніцтве карыстальніка, каб палегчыць дакладную каліброўку пасля атрымання кліентам.
Валочны фарміравальнік
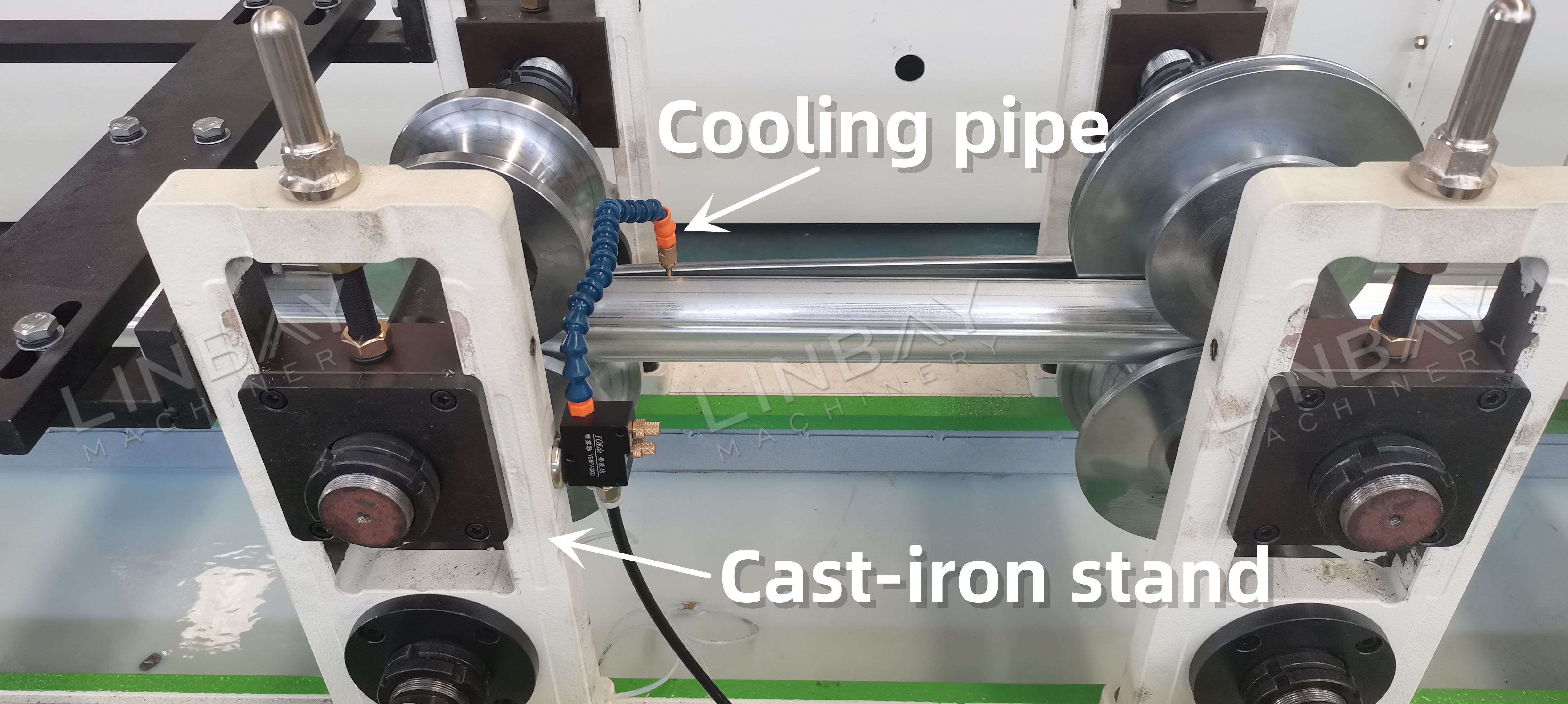
· Трывалая канструкцыя: Мае чыгунную падстаўку для павышанай трываласці.
· Магутная сістэма прывадаАбсталяваны рэдуктарам і універсальным шарнірам, якія забяспечваюць моцную рухаючую сілу на ролікі, што забяспечвае плаўнае і паслядоўнае фармаванне сталёвых рулонаў.
· Гнуткая вытворчасцьАдна база ролікавага фармавальнага станка змяшчае розныя касеты, кожная з якіх прызначана для пэўных дыяметраў круглых труб. Проста мяняйце касеты, каб вырабляць трубы рознага памеру.
· Эфектыўнасць выдаткаўПрапануе больш эканамічнае рашэнне, бо не патрабуецца асобных вытворчых ліній для труб рознага дыяметра.
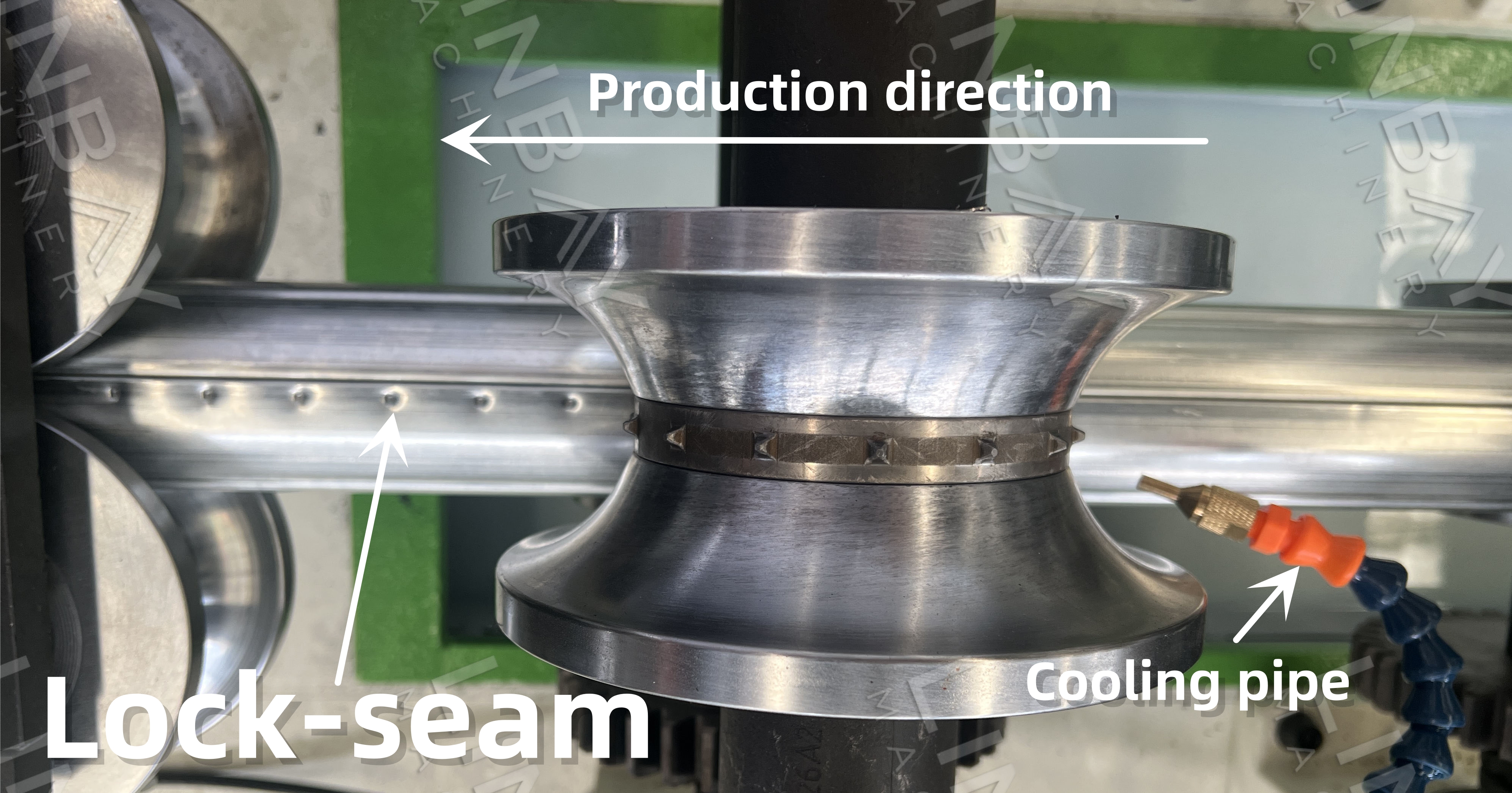
· Бяспечны шовГарантуе шчыльны замкавы шво, які застаецца непашкоджаным, прадухіляючы любыя магчымыя разрывы шва.
· Устойлівая сістэма астуджэнняВыкарыстоўвае сістэму рэцыркуляцыі астуджальнай вадкасці для падтрымання нізкай тэмпературы ролікаў, паляпшаючы якасць фармавання і падаўжаючы тэрмін службы ролікаў.
Лятучая піла
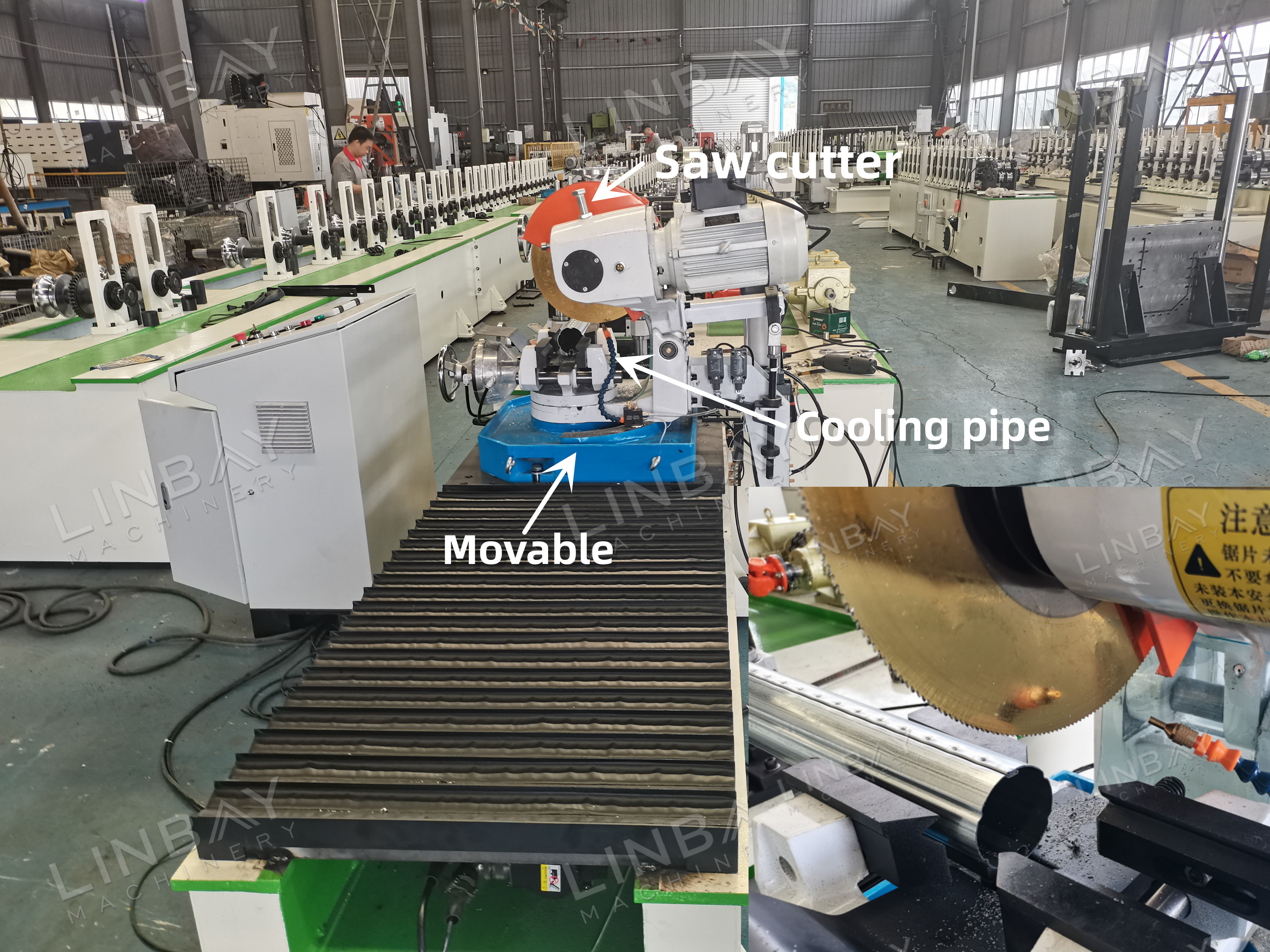
· Піла розных дыяметраўРаспрацавана для розных памераў круглых труб, што дапамагае мінімізаваць выдаткі на замену ляза.
· Дакладная рэзкаЗабяспечвае чыстыя, без дэфармацый разрэзы з гладкімі краямі без задзірын.
· Эфектыўнасць выкарыстання матэрыялаўЛіквідуе адходы пры кожным разразанні, аптымізуючы выкарыстанне сталёвага рулона і зніжаючы выдаткі.
· Павышаная хуткасць вытворчасціРэзак рухаецца па рэйцы з той жа хуткасцю, што і працэс фармавання, што забяспечвае бесперапынную працу.
· Высокая дакладнасцьІнтэграваны з серварухавіком і кантролерам руху, што дазваляе падтрымліваць дакладнасць рэзкі ў межах дапушчальнага адхілення ±1 мм.
· Эфектыўная сістэма астуджэнняРэцыркулюе астуджальную вадкасць для астуджэння пільнага дыска, забяспечваючы стабільную якасць рэзкі пры бесперапынным выкарыстанні і падаўжаючы тэрмін службы дыска.
1. Размотчык

2. Кармленне

3. Штампоўка

4. Станды для прафілявання

5. Сістэма кіравання

6. Сістэма рэзкі

Іншыя

Аўт-стол






