










PROFILA
Toldoen hodi biribilak ezinbesteko osagaiak dira toldoetarako, normalean aluminiozko edo altzairu galbanizatuzkoak. Diametro estandarrak 60/63/70/78/80/85 mm-koak dira, eta normalean 4, 5, 6 edo 7 metroko luzeretan daude eskuragarri.
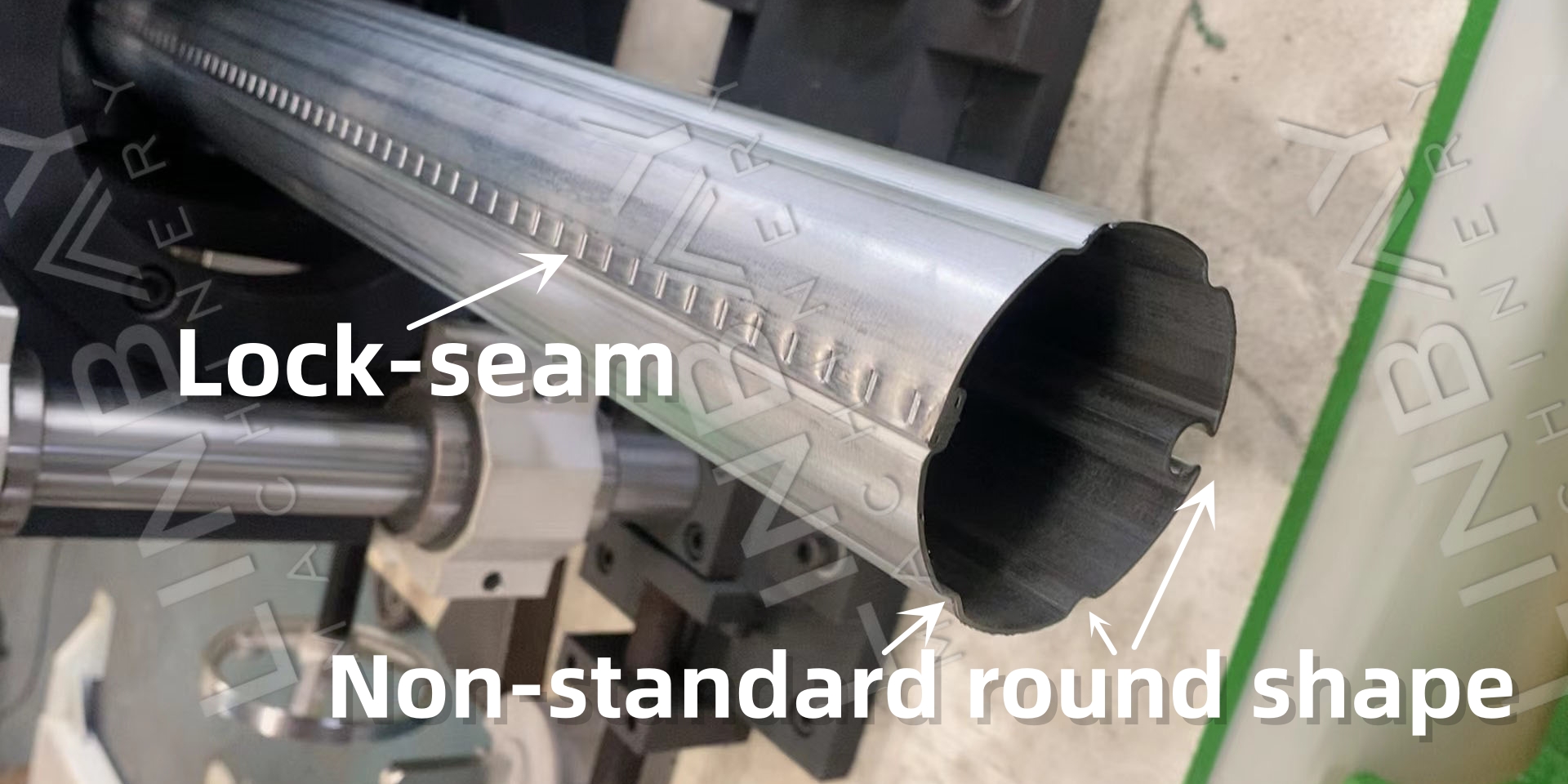
Ohiko ekoizpen-metodoa: Altzairuzko bobinak molde zilindriko baten inguruan bildu eta gero konprimitu egiten dira hodi biribil bat osatzeko. Ikuspegi honek indarraren banaketa irregularra, eraginkortasun txikia eta hodiaren luzeran eta diametro minimoan mugak eragiten ditu. Gainera, zaila da ertz biribilduen diseinu ez-estandarrak dituzten hodiak sortzea, beheko irudian ikusten den bezala.
Ikuspegi berria: erroilu bidezko forma emateko makina.Moldeatze-prozesuak materiala pixkanaka moldatzen du arrabol bakoitzarekin, pixkanaka tolestuz hodi biribil eta junturadun bihurtu arte. Indar-banaketa uniforme honek atzera-elikadura minimizatzen du. Altzairuzko bobinak etengabe elikatu daitezke eskuzko aurre-mozketarik gabe, eta hodi-luzerak zehatz-mehatz moztu daitezke ±1 mm-ko zehaztasunarekin. Metodo hau aproposa da diametro txikiagoko hodiak eta ertz-diseinu pertsonalizatuak ekoizteko. Bezeroentzat irtenbide eraginkorra eta ekonomikoa da.
ERREAL KASUA - PARAMETRO TEKNIKO NAGUSIAK
Fluxu-diagrama: Deskoilaratzailea -- Gidaria -- Errodadura-makina -- Zerra hegalaria ebakitzeko makina -- Kanpoko mahaia
ERREAL KASUA - PARAMETRO TEKNIKO NAGUSIAK
1. Lerroaren abiadura: 0-10m/min, erregulagarria
2. Material egokia: altzairu galbanizatua, aluminioa
3. Materialaren lodiera: 0,8-1 mm
4. Erroilu formako makina: Burdinurtuzko egitura
5. Gidatze sistema: Engranaje-kaxa gidatzeko sistema, ardatz kardan juntura unibertsalarekin.
6. Ebaketa sistema: Zerra hegalariaren bidezko ebaketa, erroilu-formatzailea ez da gelditzen ebaketa egiten duenean.
7.PLC kabinetea: Siemens sistema.
BENETAKO KASU-MAKINERIA
1. Eskuzko dekoilaratzailea * 1
2. Erroiluak eratzeko makina * 1
3. Zerra hegalaria ebakitzeko makina * 1 (Zerra-xafla barne * 1)
4. Irteerako mahaia*2
5.PLC kontrol-kabinete * 1
6. Estazio hidraulikoa * 1
7. Ordezko piezen kutxa (doan) * 1
KASU ERREALAREN DESKRIPZIOA
Eskuzko dekoilaratzailea

· Marko sendoa:Markoa sendo eta egonkorra izateko eraikita dago, altzairuzko bobinak segurtasunez eusteko bereziki diseinatua.
· Mandrilaren hedapena:Mandrila edo ardatza eskuz doi daiteke 490-510 mm-ko barne-diametroa duten altzairuzko bobinak zabaldu eta egokitzeko. Horri esker, bobina ondo eusten da, leunki desbobinatzeko.
· Bobinaren euskarria:Osagai hau altzairuzko bobina mandrinetik irristatzea saihesteko diseinatuta dago. Erraza da jartzea eta kentzea.
· Eskuragarri dauden aukerak:Potentzia eta automatizazio hobetua lortzeko, nukleoaren hedapen-gailuaren bertsio elektrikoak edo hidraulikoak daude eskuragarri. Hala ere, eskuzko bertsioa nahiago da toldoen hodi biribiletarako, altzairuzko bobina meheagoak eta estuagoak direlako.
Gidatzea

· Rol NagusiaAltzairuzko bobinaren lerrokadura zehatza mantentzen du makinaren erdigunearekin, bihurdura, tolestura eta bizarra sortzea bezalako arazoak saihestuz. Lerrokadura zehatza ezinbestekoa da toldoaren hodi biribilen junturak estu eta seguru daudela ziurtatzeko.
· Gida Sistema AnitzakEz bakarrik elikatze-puntuan kokatuta, baita formatzeko makina osoan ere, hodia ekoizpenean zehar zuzen mantentzen dela ziurtatzeko.
· Ohiko kalibrazioaGida-sistemen kalibrazioa aldizka beharrezkoa da, batez ere garraioaren edo erabilera luzearen ondoren.
· Bidalketa aurreko dokumentazioaLinbay taldeak gidatze-zabalera arretaz neurtzen eta erregistratzen du bidali aurretik, xehetasun horiek erabiltzailearen eskuliburuan emanez bezeroak jasotzen duenean kalibrazio zehatza errazteko.
Erroilu-formatzailea
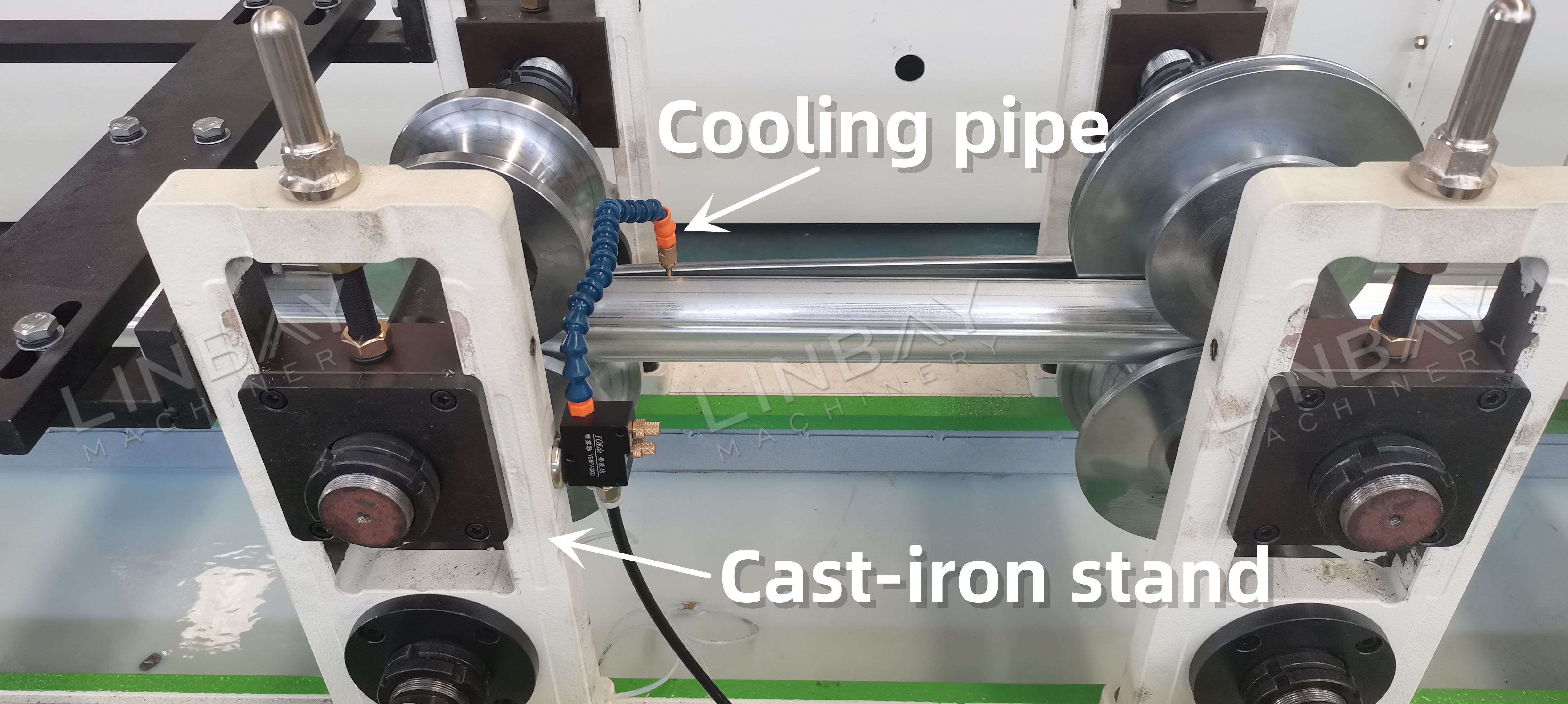
· Eraikuntza sendoa: Iraunkortasun handiagoa lortzeko burdinurtuzko euskarria du.
· Gidatze sistema indartsuaEngranaje-kaxa eta juntura unibertsal batez hornituta, arrabolei indar handia ematen dietenak, altzairuzko bobinen forma leun eta koherentea bermatuz.
· Ekoizpen MalguaMoldeatzeko makina bakar batek kasete desberdinak hartzen ditu, bakoitza hodi biribilaren diametro espezifikoetara egokituta. Kaseteak aldatu besterik ez dago tamaina desberdineko hodiak ekoizteko.
· Kostu-eraginkortasunaHodi diametro desberdinetarako ekoizpen-lerro bereizien beharra ezabatuz, irtenbide ekonomikoagoa eskaintzen du.
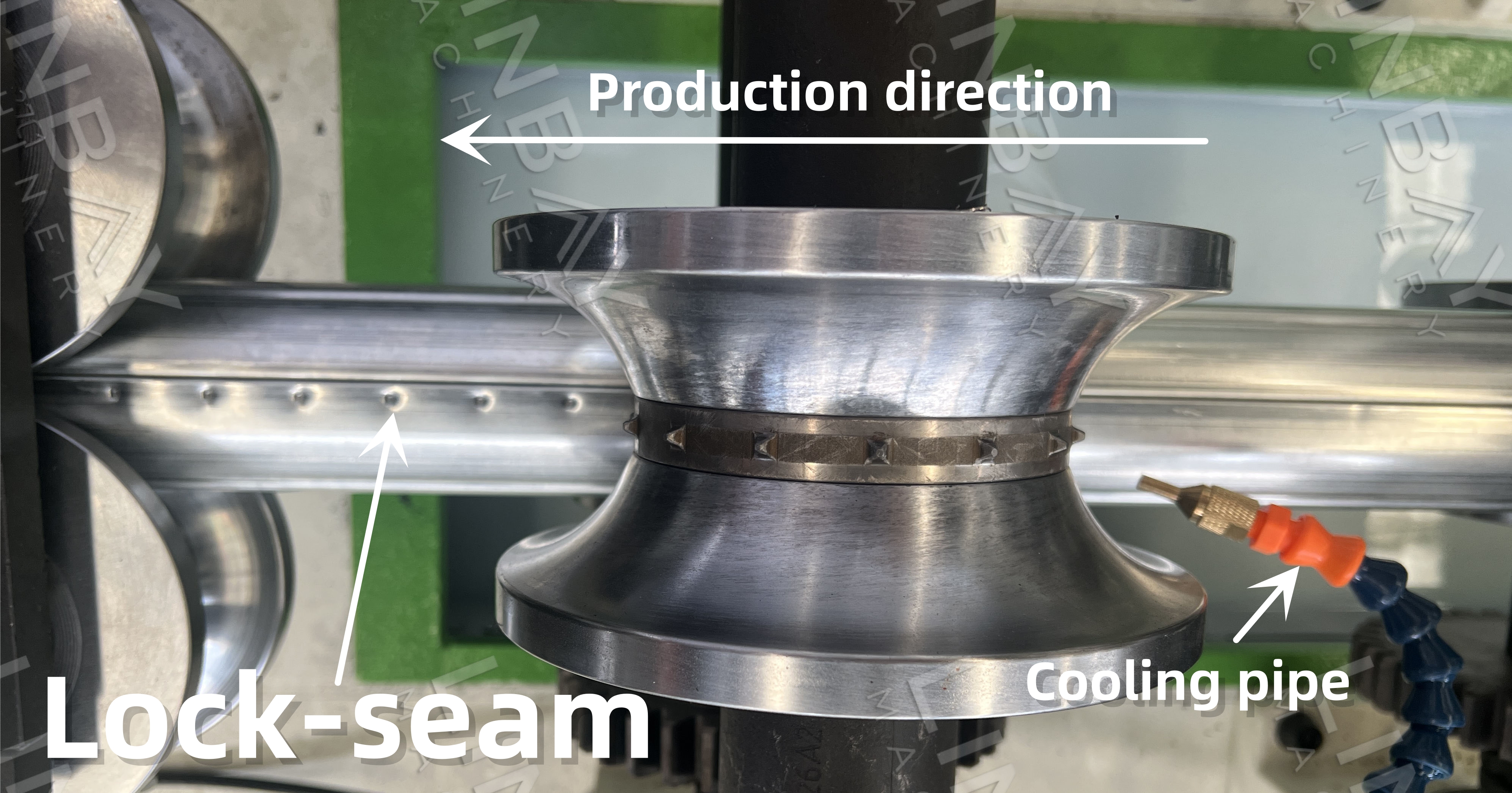
· Jostura seguruaJostura estua bermatzen du, osorik mantentzen dena, jostura-akats posibleak saihestuz.
· Hozte Sistema Jasangarria: Birzirkulazioko hozgarri sistema bat erabiltzen du arrabolen tenperaturak baxuak mantentzeko, konformazioaren kalitatea hobetuz eta arrabolen bizitza luzatuz.
Hegan egindako zerra moztea
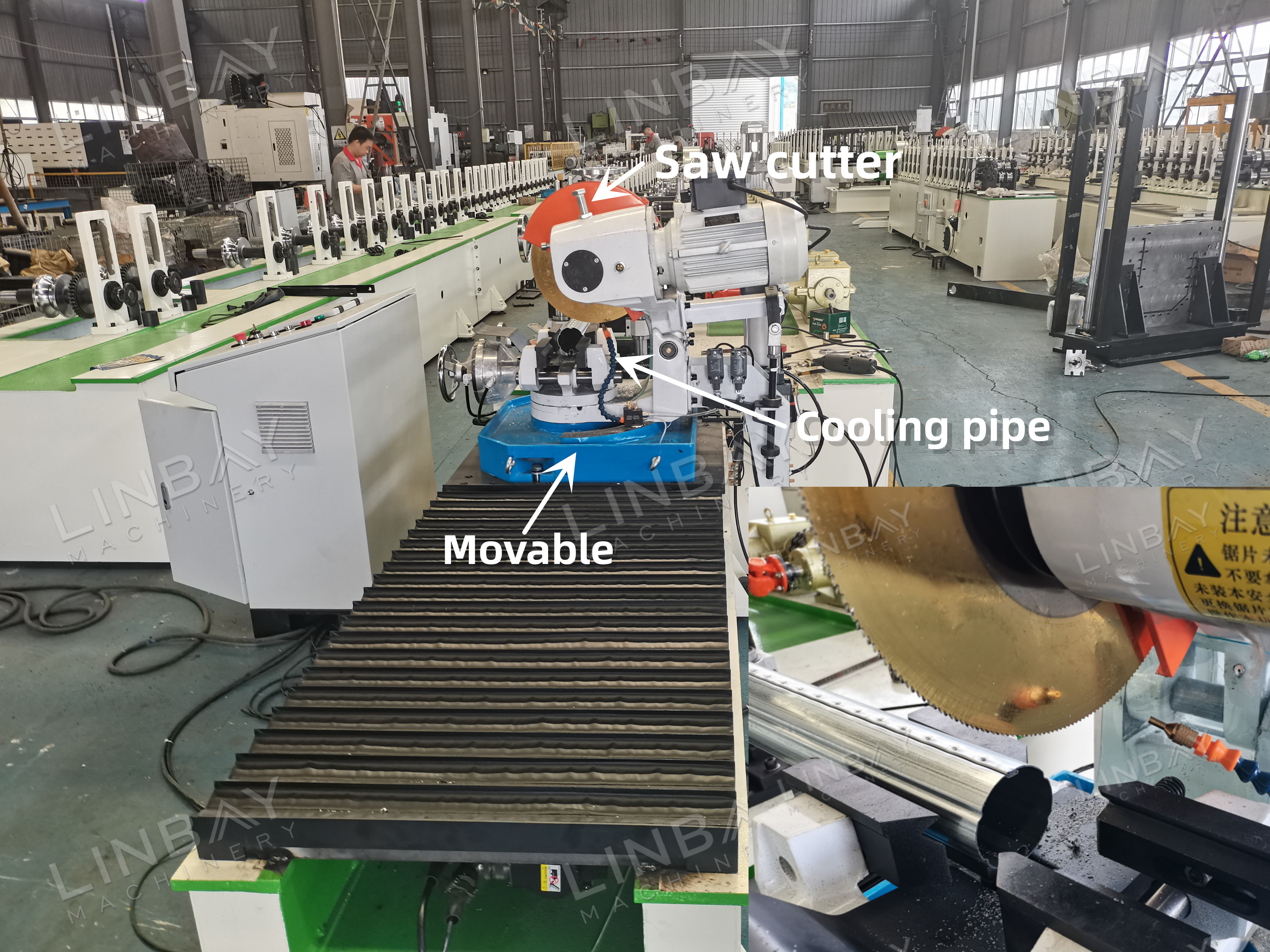
· Diametro anitzeko zerraHodi biribil tamaina desberdinetara egokitzeko diseinatua, palak ordezkatzeko kostuak minimizatzen laguntzeko.
· Zehaztasun handiko ebaketa: Ebaki garbiak eta deformaziorik gabekoak bermatzen ditu, ertz leun eta bizarrik gabekoak barne.
· Materialen eraginkortasunaHondakinak ezabatzen ditu ebaketa bakoitzean, altzairuzko bobinaren erabilera optimizatuz eta kostuak murriztuz.
· Ekoizpen-abiadura hobetuaEbakitzaile-unitatea konformazio-prozesuaren abiadura berean mugitzen da pista batetik, etenik gabeko funtzionamendua ahalbidetuz.
· Zehaztasun handiaSerbo motor eta mugimendu kontrolatzaile batekin integratuta, ebaketa zehaztasuna ±1 mm-ko tolerantziaren barruan mantenduz.
· Hozte-sistema eraginkorra: Hozgarria birzirkulatzen du zerra-xafla hotz mantentzeko, etengabeko erabileran ebaketa-kalitate koherentea bermatuz eta xaflaren bizitza luzatuz.
1. Desenrolagailua

2. Elikadura

3. Ukabilkadak

4. Erroilu-formako euskarriak

5. Gidatzeko sistema

6. Ebaketa sistema

Beste batzuk

Mahaitik kanpo






