







વિડિઓ
પર્ફિલ

Esta máquina está diseñada para fabricar caballetes para galvateja, con un grosor que oscila entre 0,3 y 0,5 mm y una longitud estándar de 3,05 metros. તાલ કોમો સે એપ્રેસીયા એન લા ઇમેજ, લાસ તેજસ ડી કમ્બ્રેરા સુલેન ઇન્સ્ટોલર્સ એન એલ ટેકો જુન્ટો કોન લાસ ગેલ્વાટેજસ (ટીપો તેજા).
ફ્લુજો
ડેસ્બોબિનાડોર-એલિમેન્ટાડોર-કોન્ફોર્માડોરા-પ્રેન્સા હાઇડ્રૌલિકા-કોર્ટે હાઇડ્રાઉલીકો-મેસા ડી સલિડા
કામગીરીની ગતિ:૩ અને ૪ મીટર/મિનિટની ઝડપે ગોઠવી શકાય તેવું
ડેસબોબીનાડોર:મેન્યુઅલ, કેપેસિડેડ ડી 1 ટોનેલાડા
કન્ફોર્માડોરા:consta de 16 estaciones, con estructura de panel y transmisión por cadena
પ્રેન્સા હાઇડ્રાઉલિકા:integrada en la conformadora, con un ciclo de prensado de 3 segundos
હાઇડ્રાઉલિકો કોર્ટ:también integrado en la formadora, con un tiempo de corte de 3 segundos por operación
ગ્રુપો હાઇડ્રાઉલિકો:5,5 kW, suministra energía tanto para el corte como para el prensado
નિયંત્રણ પીએલસી:interfaz bilingüe chino-español, de facil manejo
મેસા ડી સલિડા:diseñada para recibir y colocar los perfiles formados
પેરામેટ્રોસ
| Conformadora para caballete para galvateje con prensa | ||
| વસ્તુ | વૈકલ્પિક રૂપરેખાંકન | |
| મુખ્ય સામગ્રી: | Acero galvanizado, galvalume, y pintado polyester | Espesor(MM): 0.3-0.5mm ( કેલિબર 24-30) |
| ફ્લુએન્સિયા: | ≤300 એમપીએ | |
| લીટીનો વેલોસિડાડ: | ૩-૪ મી/મિનિટ | એડજસ્ટેબલ |
| અનુરૂપ ગતિ: | ૦-૫ મી/મિનિટ | એડજસ્ટેબલ |
| ડેસબોબીનાડોર: | મેન્યુઅલ | |
| કેપેસિડેડ ડી કાર્ગા ડી ડેસબોબીનાડોર: | ૧ ટી | |
| કન્ફોર્મર માટે મોટરની ક્ષમતા: | ૫.૫ કિ.વો. | ગેરંટીના 5 વર્ષ |
| ટ્રાન્સમિશન સિસ્ટમ: | ૧.૨ ઇંચની કેડેના | |
| ફોર્મેટના પાસાં: | ૧૬ પાસા | * સેગન સસ ફાઇલ્સ |
| મશીનની રચના: | ૧૮ મીમી મજબૂત પેનલ | |
| લોસ રોડીલોસ સામગ્રી: | જીસીઆર૧૫ | ગેરંટીના 5 વર્ષ |
| બાહ્ય ડાયમેટ્રો: | φ૭૫ મીમી | |
| છાપ ફોર્મેટ: | હાઇડ્રાઉલિકા | |
| સુંદર ફોર્મેટ: | હાઇડ્રાઉલિકા | મશીનરી પરાડા |
| ગોળાકાર ગતિ: | 3s cada કોર્ટ y 3s cada prensa | |
| પ્રાથમિક સામગ્રી: | Cr12Mov | ૧ રમત |
| મટિરિયા પ્રાઈમ ડી કુચિલાસ: | Cr12Mov | ૧ રમત |
| મોટરની શક્તિ: | ૫.૫ કિ.વો. | ઓફરેસીડો પોર અલ ગ્રુપો હાઇડ્રાઉલિકો |
| એન્કોડર બ્રાન્ડ: | ઓમરોન | |
| લંબાઈ સહનશીલતા: | ≤+/- ૧ મીમી | |
| રેખાંશ દે લા મેસા ડી સાલિડા: | ૪ મી | |
| હાઇડ્રોલિક ગ્રુપ બ્રાન્ડ: | Wuxi Wansheng | સીઈ ધોરણ |
| ઇન્વર્સર : | માર્કા યાસ્કાવા | |
| પીએલસી: | માર્કા સિમેન્સ | |
| એચએમઆઈ: | માર્કા એમસીજીએસ | |
| ભાષા : | સ્પેનિશ | |
| વીજળી : | ૪૪૦વો ૬૦હર્ટ્ઝ ૩પીએચ | * ઓ સેગુન સુ રિક્વિસિટો |
| મશીનનો રંગ: | વર્ડે | * ઓ સેગુન સુ રિક્વિસિટો |
| એન્ટ્રીગા: | ૯૦ દિવસ | |
| કન્ટેનર: | ૧*૪૦ જીપી | |
| કુલ પેસો: | ૯.૬ ટન | |
| પરિમાણો: | ૧૭ મી (લી)*૧.૭ મી (પ)*૧.૩ મી (ક) | |
ડેસબોબીનાડોર

Una vez que la máquina llega a la fábrica, se debe organizar la línea de producción de acuerdo con el diagrama de flujo. Coloque la bobina de acero en el desenrollador; en est caso, se utiliza un desenrollador manual con capacidad para 1 tonelada. ડ્યુરાન્ટે લા કાર્ગા, લોસ ઓપરેડોર્સ મેનેજન મેન્યુઅલમેન્ટે લા એક્સ્પાન્સિઓન વાય ટેન્સિઓન ડેલ ડિસેનરોલડોર પેરા એસેગુરાર લા બોબીના. A continuación, introduzca un extremo de la bobina de acero en la formadora, que se encargará de avanzar el material a través del proceso.
એલિમેન્ટાડોર

Aquí se presenta la sección de entrada de alimentación. Al recibir la máquina, el cliente puede verificarla utilizando los parámetros de ancho de alimentación y la posición de guía que proporcionamos. En caso de que sea necesario ajustar el ancho de alimentación, simplemente debe aflojar los tornillos correspondientes.
કન્ફોર્માડોરા

La perfiladora es el componente Central de la línea de producción y cuenta con una estructura de panel con transmisión por cadena. અલ મોટર પ્રિન્સિપલ સે encuentra en uno de los lados de la cadena. La máquina tiene 16 estaciones de conformado, con un juego de rodillos por cada paso. Para garantizar la seguridad de los operadores durante el funcionamiento, la cadena está protegida por una cubierta. Al recibir la máquina, el cliente notará que la cubierta no está instalada. Se recomienda que los trabajadores apliquen grasa sólida a la cadena para lubricarla antes de proceder con la instalación de la cubierta.
પ્રેન્સા હાઇડ્રાઉલિકા
Una vez conformado, el perfil necesita ser prensado. La prensa hidráulica está equipada con un molde superior e inferior. El molde inferior se eleva para crear un relieve en el perfil. Tras el prensado, la máquina mantiene un tiempo de retención para asegurar la forma. La distancia entre cada prensado es ajustable desde el panel de control.
Gracias a diferentes válvulas electromagnéticas que aceleran el proceso, se puede alcanzar una velocidad de producción de 3-4 m/min en modo de corte con la máquina detenida. Además, nuestros moldes están cuidadosamente diseñados para evitar que el prensado deje arañazos o marcas en la superficie del perfil.
કોર્ટે હાઇડ્રાઉલિકો

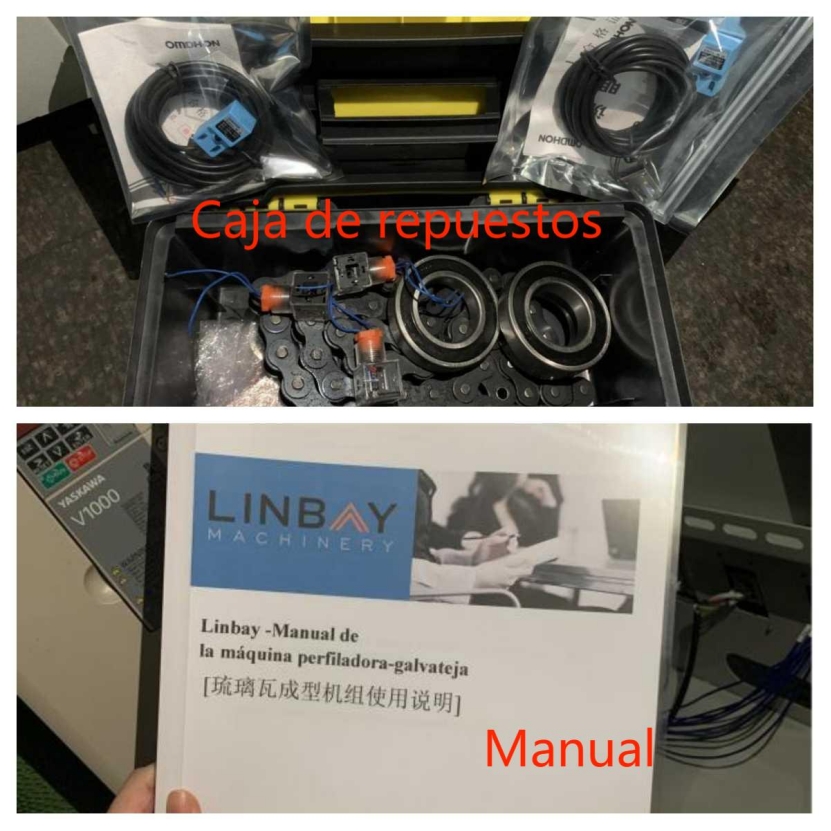
Después del prensado, el perfil avanza a la sección de corte. Se instala un codificador en la formadora para medir con precisión la longitud del perfil, lo que asegura un estampado y corte exactos. La longitud de corte es ajustable a través del panel de control según las necesidades del cliente. Todas las operaciones necesarias para la configuración de la producción estarán detalladas en el manual. Proporcionamos un manual de usuario y un video de instalación para facilitar el uso y la operación de la máquina. El sistema PLC de la formadora está en español, aunque puede personalizarse según las preferencias del cliente. Además, se entregará una caja de accesorios con piezas esenciales.
1. ડેકોઇલર

2. ખોરાક આપવો

૩. પંચિંગ

4. રોલ ફોર્મિંગ સ્ટેન્ડ

5. ડ્રાઇવિંગ સિસ્ટમ

6. કટીંગ સિસ્ટમ

અન્ય

બહારનું ટેબલ





