







vîdyo
Tengal

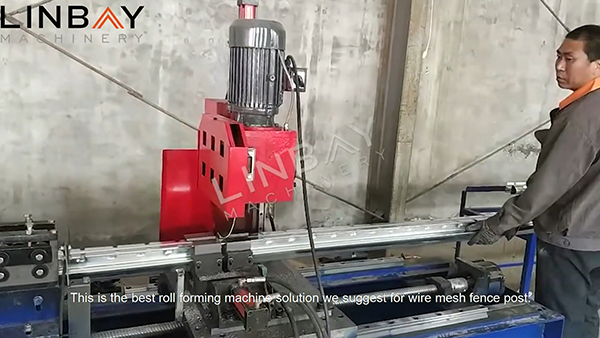
Stûna têlî ya ji tora têlî, ku pir caran wekî stûna şeftaliyê tê binavkirin, navê xwe ji şiklê xwe yê derve yê ku dişibihe şeftaliyê digire. Bi gelemperî ji pêçên pola yên kêm-karbon an jî yên germ-gêrkirî tê çêkirin, stûna şeftaliyê ji bo bidestxistina şiklê xwe yê cihêreng sar-gêrkirî derbas dibe.
Qiraxên pêça pola ber bi derve ve têne tewandin da ku çengelekî bi şiklê U çêbikin, ku dema ku tora têl tê girêdan aramiyê baştir dike. Çalên notê li her du aliyên stûna şeftaliyê bi stratejîkî hatine danîn da ku sazkirina tora têl a metalî hêsantir bikin, û pîvanên çalên notê li gorî mezinahiya torê têne xwerû kirin.
Xeta hilberînê ya tevahî pêvajoyên qulkirina noqan û çêkirina rulan dihewîne. Rulokên şekildanê û qalibên qulkirinê ji bo misogerkirina şekildana rast û bicihkirina rast a noqan têne çêkirin.
Doza rastîn - Parametreyên Teknîkî yên Sereke
Nexşeya herikînê
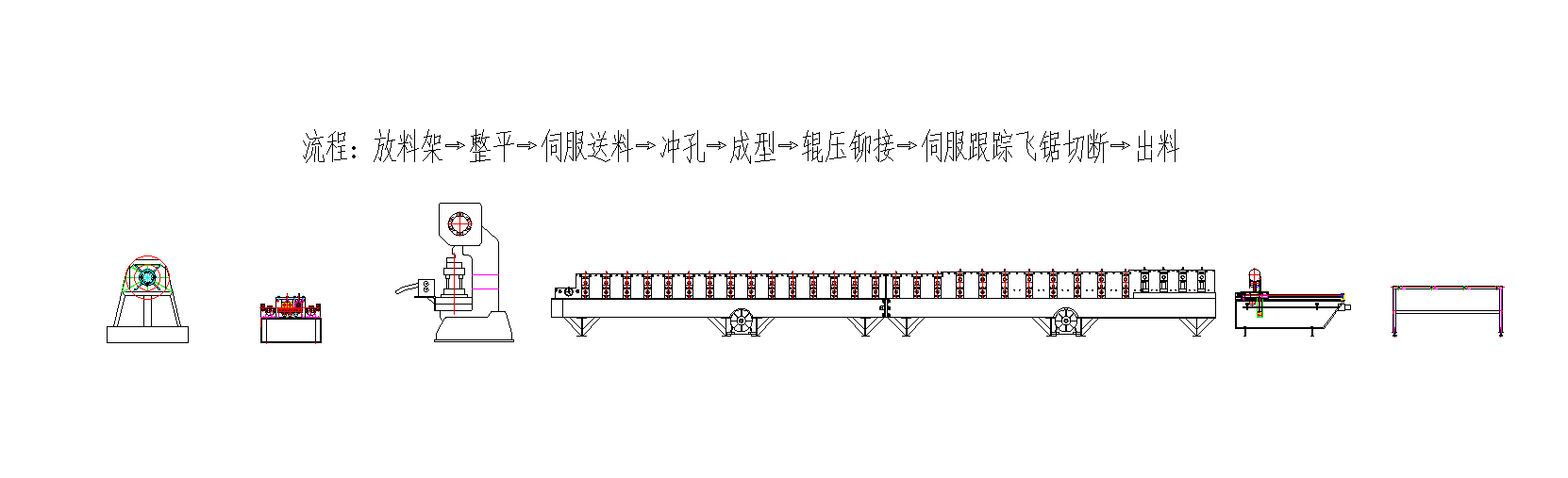
Decoiler-Leveler-Servo feeder-Punch press-Pit-Roll-Flying draft cut-Out table
Parametreyên Teknîkî yên Sereke:
1. Leza xetê: Ji 0 heta 6 m/min tê verastkirin
2. Profîl: Mezinahiya yekane ya stûna çêperê ya torê
3. Qalindahiya materyalê: 0.8-1.2mm (ji bo vê serîlêdanê)
4. Materyalên guncaw: Pola germ-gêrkirî, pola sar-gêrkirî
5. Makîneya çêkirina rolê: Avahiya panela dîwar bi pergala ajotina zincîrî
6. Hejmara îstasyonên avakirinê: 26
7. Sîstema pêçandinê: Cureyê rollerê; makîneya pêçandinê di dema pêçandinê de jî dixebite.
8. Sîstema birrînê: Birrîna bi kêrê; çerxa berê di dema birrînê de dixebite.
9. Kabîneya PLC: Bi pergala Siemens ve hatîye çêkirin
Doza Rastîn - Danasîn
Dekoîlera hîdrolîk
Decoiler bi vebijarkên ji bo xebitandina destî, elektrîkî û hîdrolîk pirrengî peyda dike. Hilbijartina celebê bi giranî û stûriya bobînê ve girêdayî ye da ku vekirina nerm û bênavber misoger bike.
Ev decoiler-a hîdrolîk xwedî kapasîteya barkirinê ya bihêz a 5 tonî ye û bi parêzvanên bobînê yên derve ve hatî çêkirin da ku pêşî li şemitînê bigire. Motor amûrê berfirehkirinê dimeşîne, dihêle ku berfirehkirin û tengbûn ji bo bicîhanîna cûrbecûr qûtrasên hundurîn ên bobînê ji 460 mm heta 520 mm be.
Levelker

Amûra hevsengkirinê bi bandor bobînê duqat dike, zext û stresa navxweyî sivik dike, bi vî rengî pêvajoyên qulkirin û şekildanê baştir dike.
Xwaringeha Servo û çapemeniya Punch
Servo feeder-a me, ku bi derengketinên destpêk-rawestandinê yên kêmtirîn tête diyar kirin, kontrola rast li ser feeder-ê pêşkêş dike. Ev dirêjahiya xwarina bobînê û pozîsyonên punchê yên rast peyda dike, rastbûna hilberînê û karîgeriya giştî zêde dike.

Stûnên çêperê yên ji tora têlî yên qedandî bi gelek noqên ku ji bo girêdanên tora têlî hatine çêkirin ve têne stendine.
Makîneya çêkirina rolê
Ev makîneya çêkirina rulan bi avahiyek panel-dîwar hatiye çêkirin û bi karanîna pergala ajotina zincîrî dixebite. Di tevahiya pêvajoya çêkirinê de, pêç di bin hêzê de hêdî hêdî diguhere, li gorî "şiklê şeftaliyê" yê diyarkirî ku di nexşeyên hatine dayîn de hatî destnîşan kirin disekine.

Ji bo pêşîgirtina li veqetîna bobînê li girêka postê di dema karanîna dirêj de, tedbîrên pêşîlêgirtinê têne bicîh kirin. Piştî çêkirina rolê, rolên perçînê li ser hevgirêdana bobînê zext dikin, û şaxên perçînê diafirînin ku aramiya postê xurt dikin û temenê jiyanê dirêj dikin.
Herwiha, ji ber sêwirana dorhêlî ya tekerên perçandinê, makîneya çêkirina rolê dikare bi awayekî bêkêmasî xebata xwe bidomîne dema ku bobîn di dema perçandinê de pêşve diçe, û hewcedariya danîna bingehek din a tevgerbar ji bo cîhaza perçandinê ji holê radike.
Birînkirina bi kêra firîner
Ji ber şiklê girtî yê stûna şeftaliyê, birîna bi birrînê wekî rêbaza herî guncaw derdikeve holê, ji ber ku rê li ber deformasyona pêçan li qiraxên birînê digire. Wekî din, pêvajoya birînê bermayiyan çênake. Ji bo baştirkirina kapasîteya xeta hilberînê, bingeha makîneya birînê dikare paş û pêş were verast kirin da ku bi leza makîneya çêkirina rolê re hevdeng be, û xebata bênavber misoger bike.
1. Dekoiler

2. Xwarindan

3. Lêdan

4. Standên çêkirina rolê

5. Sîstema ajotinê

6. Sîstema birrînê

Yên din

Maseya derve






