









ວິດີໂອ
ໂປຣໄຟລ໌

Gutter:ທໍ່ໂລຫະແມ່ນໃຊ້ທົ່ວໄປສໍາລັບການລະບາຍນ້ໍາຕາມແຄມຂອງຫລັງຄາອາຄານ, ຕົ້ນຕໍເພື່ອເກັບນ້ໍາຝົນ. ຮູບແບບທົ່ວໄປປະກອບມີhalf-ຮອບປະເພດແລະ K-ແບບປະເພດ. ປົກກະຕິແລ້ວພວກມັນແມ່ນເຮັດດ້ວຍວັດສະດຸໂລຫະຕັ້ງແຕ່ 0.3-0.8 ມມ, ເຊັ່ນອາລູມິນຽມ, ເຫຼັກທາສີກ່ອນ, ຫຼືເຫຼັກກ້າສັງກະສີ.
ຫມວກກັນກະທົບ:ສັນໝວກແມ່ນຕັ້ງບ່ອນທີ່ທັງສອງດ້ານຂອງສອງຫລັງຄາແຜງຕອບສະຫນອງ, ເອີ້ນກັນວ່າມຸງຂອງເທິງ. ມັນເປັນປົກກະຕິໃຊ້d ເພື່ອເພີ່ມການປະທັບຕາແລະຄວາມງາມຂອງມຸງ. ຫມວກ Ridge ປົກກະຕິແລ້ວແມ່ນຫັດຖະກໍາຈາກເຫຼັກ prepainted ຫຼືເຫຼັກ galvanized ຕັ້ງແຕ່ 0.3-0.8mm.
ກໍລະນີທີ່ແທ້ຈິງ - ຕົວກໍານົດການດ້ານວິຊາການຕົ້ນຕໍ
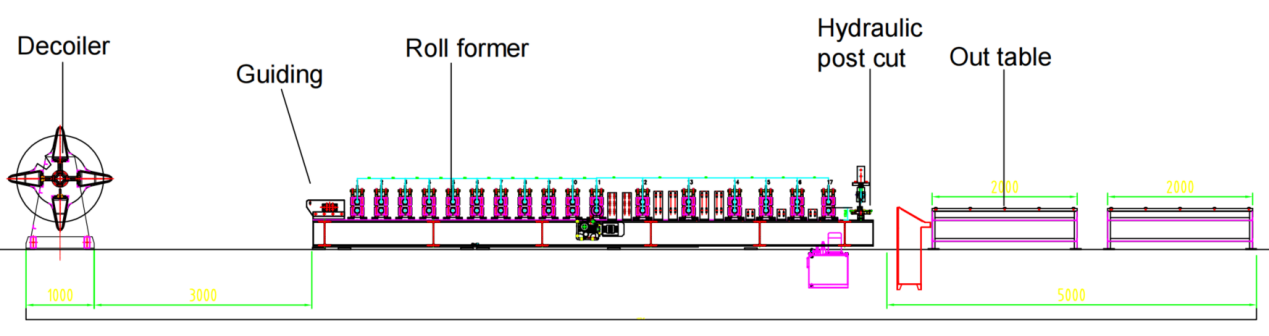
ຕາຕະລາງການໄຫຼ: Decoiler--Guiding--Roll forming machine--Hydraulic cut--Out table
- 1.Ridge cap-Line speed: 0-12m/min, ປັບໄດ້
- 2.Gutter-Line speed: 0-4m/min, ປັບໄດ້
- 3.ສຸຍອຸປະກອນການຕາຕະລາງ: ເຫຼັກ Galvanized, ເຫຼັກ pre-painted, ອາລູມິນຽມ
- 4.Material thickness: 0.3-0.8mm
- 5.Roll ກອບເປັນຈໍານວນເຄື່ອງ: ໂຄງສ້າງກໍາແພງຫີນແລະລະບົບຕ່ອງໂສ້ການຂັບລົດ
- 6.Cutting ລະບົບ: ຢຸດເຊົາການຕັດຫຼັງຈາກມ້ວນກອບເປັນຈໍານວນເຄື່ອງ, ມ້ວນອະດີດຢຸດໃນເວລາທີ່ການຕັດ.
- 7.PLC ຕູ້: ລະບົບ Siemens.
ບັນຊີລາຍຊື່ການຫຸ້ມຫໍ່ທີ່ແທ້ຈິງ
- 1.ໄຮໂດຼລິກ decoiler*2
- 2.ເຄື່ອງກອບເປັນຈໍານວນມ້ວນສອງແຖວ*1
- 3.ເຄື່ອງຕັດໄຮໂດຼລິກສອງແຖວ*1
- 4.ຕາຕະລາງອອກ*2
- 5.PLC ຕູ້ຄວບຄຸມ *1
- 6.ສະຖານີໄຮໂດຼລິກ*1
- 7. ກ່ອງອາໄຫຼ່ (ຟຣີ)
ກໍລະນີທີ່ແທ້ຈິງ - ຄໍາອະທິບາຍ
- ເຄື່ອງຊັກຜ້າ

ສໍາລັບຝາປິດແລະ gutter, ການຕັ້ງຄ່າຂອງ decoiler ແມ່ນເກືອບຄືກັນ, ການນໍາໃຊ້ decoilers ບົບໄຮໂດຼລິກທີ່ມີຄວາມສາມາດບັນຈຸ 3 ໂຕນແຕ່ລະຄົນ. ເນື່ອງຈາກຄວາມກວ້າງທີ່ແຕກຕ່າງກັນຂອງທໍ່ເຫລໍກທີ່ໃຊ້ສໍາລັບຝາປິດແລະທໍ່ລະບາຍນ້ໍາ, ມັນດີກວ່າທີ່ຈະຈັດສັນ decoiler ທີ່ອຸທິດຕົນສໍາລັບແຕ່ລະສາຍການຜະລິດ. ວິທີການນີ້ຊ່ວຍຫຼຸດຜ່ອນເວລາຢຸດເຮັດວຽກໃນລະຫວ່າງການປ່ຽນທໍ່ ແລະ ເພີ່ມປະສິດທິພາບການເຮັດວຽກຂອງແຕ່ລະສາຍການຜະລິດ.
ແນະນຳ

ໄດ້rollers guiding ຮັບປະກັນຄວາມສອດຄ່ອງລະຫວ່າງເຫຼັກ coil ແລະ ມ້ວນກອບເປັນຈໍານວນເຄື່ອງ, ປ້ອງກັນການບິດເບືອນໃນລະຫວ່າງການຂະບວນການກອບເປັນຈໍານວນ.
ມ້ວນເຄື່ອງກອບເປັນຈໍານວນ

ເຄື່ອງກອບເປັນຈໍານວນມ້ວນນີ້ໃຊ້ໂຄງສ້າງກໍາແພງແລະລະບົບຕ່ອງໂສ້ການຂັບລົດ. ບໍ່ຄືກັບການຕັ້ງຄ່າສອງແຖວແບບທຳມະດາທີ່ມີສອງຂະໜາດທີ່ແຕກຕ່າງກັນຂອງໂປຣໄຟລ໌ດຽວກັນ, ເຄື່ອງຈັກນີ້ຈັດການໂປຣໄຟລ໌ທີ່ແຕກຕ່າງທັງໝົດໃນແຕ່ລະແຖວ.
ມັນເປັນສິ່ງສໍາຄັນທີ່ຈະສັງເກດວ່າສອງແຖວບໍ່ສາມາດດໍາເນີນການພ້ອມກັນໄດ້. ພວກເຮົາແນະນໍາໃຫ້ອຸທິດສາຍການຜະລິດແຍກຕ່າງຫາກສໍາລັບແຕ່ລະໂປຣໄຟລ໌ຖ້າທ່ານມີຄວາມຕ້ອງການການຜະລິດທີ່ສູງຂຶ້ນ.
ນອກຈາກນັ້ນ, ການປົກຫຸ້ມຂອງໂລຫະໄດ້ຖືກຕິດຕັ້ງຢູ່ເທິງຕ່ອງໂສ້ເພື່ອປົກປ້ອງພະນັກງານຈາກການຕິດຕໍ່ໂດຍບັງເອີນກັບຕ່ອງໂສ້ການຫມຸນແລະປົກປ້ອງຕ່ອງໂສ້ຈາກຄວາມເສຍຫາຍຈາກຝຸ່ນແລະສິ່ງເສດເຫຼືອ.
ໄຮໂດລິກຕັດ

ເຄື່ອງຕັດແມ່ນສ້ອມແຊມໃນສາຍການຜະລິດນີ້, ຢຸດການເຄື່ອນໄຫວຂອງທໍ່ເຫຼັກໃນລະຫວ່າງການຕັດ. ສໍາລັບລູກຄ້າຕ້ອງການຄວາມໄວການຜະລິດທີ່ສູງຂຶ້ນ, ພວກເຮົາສະເຫນີເຄື່ອງຕັດບິນທີ່ພື້ນຖານສາມາດຜ່ານໄປຂ້າງຫນ້າແລະຖອຍຫລັງໃນລາງລົດໄຟດ້ວຍຄວາມໄວດຽວກັນຂອງເຄື່ອງກອບເປັນຈໍານວນມ້ວນ. ການອອກແບບນະວັດຕະກໍານີ້ເຮັດໃຫ້ທໍ່ເຫຼັກມີຄວາມຄືບຫນ້າໂດຍຜ່ານເຄື່ອງກອບເປັນຈໍານວນໂດຍບໍ່ມີການຂັດຂວາງໃນລະຫວ່າງການຕັດ, ດັ່ງນັ້ນການເພີ່ມປະສິດທິພາບໂດຍລວມຂອງສາຍການຜະລິດຢ່າງຫຼວງຫຼາຍ.
ໃນຕອນທ້າຍຂອງທັງສອງແຖວ, ແຜ່ນໃບຕັດໄດ້ຖືກອອກແບບຢ່າງລະມັດລະວັງເພື່ອໃຫ້ກົງກັບຮູບຊົງຂອງໂຄງສ້າງທີ່ກ່ຽວຂ້ອງ. ນີ້ຮັບປະກັນວ່າແຄມຂອງໂປຣໄຟລ໌ແມ່ນບໍ່ບິດເບືອນ, ຮັກສາມາດຕະຖານທີ່ສູງທີ່ສຸດຂອງຄວາມແມ່ນຍໍາແລະຄຸນນະພາບ.
ສະຖານີໄຮໂດຼລິກ
ສະຫນອງພະລັງງານເບື້ອງຕົ້ນໃຫ້ກັບເຄື່ອງຕັດຜ່ານຖັງນ້ໍາມັນປິດ. ມັນຖືກປິດໂດຍບໍ່ມີການຕັດ, ເຊິ່ງສາມາດປະຫຍັດພະລັງງານໄດ້.
ສະຖານີໄຮໂດຼລິກມີພັດລົມເຢັນ, ອໍານວຍຄວາມສະດວກໃນການລະບາຍຄວາມຮ້ອນທີ່ມີປະສິດທິພາບເພື່ອຮັບປະກັນການເຮັດວຽກທີ່ຍາວນານແລະດີທີ່ສຸດ. ດ້ວຍອັດຕາການລົ້ມເຫຼວຕ່ໍາແລະຄວາມທົນທານພິເສດ, ສະຖານີໄຮໂດຼລິກຮັບປະກັນການປະຕິບັດທີ່ຫນ້າເຊື່ອຖືໃນໄລຍະຍາວ.
ຕູ້ຄວບຄຸມ PLC & ຕົວເຂົ້າລະຫັດ

ສາຍການຜະລິດມ້ວນກອບເປັນຈໍານວນ quipped ກັບຮູບແບບ encoder ຍີ່ຫໍ້ຍີ່ປຸ່ນ KOYO. ຕົວເຂົ້າລະຫັດຮັກສາການແປຄວາມຍາວຂອງທໍ່ເຫລໍກທີ່ກວດພົບເປັນສັນຍານໄຟຟ້າ, ສົ່ງພວກມັນໄປຫາຕູ້ຄວບຄຸມ PLC. ຜູ້ປະກອບການສາມາດປັບຄວາມໄວການຜະລິດ, ປະລິມານ, ແລະຄວາມຍາວຂອງການຕັດ. ເຄື່ອງຕັດບັນລຸຄວາມຖືກຕ້ອງທີ່ໂດດເດັ່ນຍ້ອນການວັດແທກແລະຄໍາຕິຊົມທີ່ຊັດເຈນຂອງຕົວເຂົ້າລະຫັດ, ຮັກສາຄວາມຜິດພາດຂອງການຕັດພາຍໃນ ± 1 ມມ.
1. ເຄື່ອງຊັກຜ້າ

2. ການໃຫ້ອາຫານ

3. ເຈາະ

4. ມ້ວນກອບເປັນຈໍານວນຢືນ

5. ລະບົບຂັບລົດ

6. ລະບົບຕັດ

ອື່ນໆ

ອອກຕາຕະລາງ





