








vaizdo įrašas
Profilis

Skersiniai sutvirtinimai atlieka gyvybiškai svarbų vaidmenį stelažų sistemose, nes jie sustiprina atramą ir stabilumą tarp dviejų vertikalių rėmų. Pagaminti iš patvaraus juodo plieno, kurio storis paprastai svyruoja nuo 1,5 iki 2,5 mm, o po formavimo užtepami dažai padidina atsparumą korozijai ir rūdims, užtikrindami ilgaamžiškumą ir patikimumą.
Tikrasis atvejis – pagrindiniai techniniai parametrai
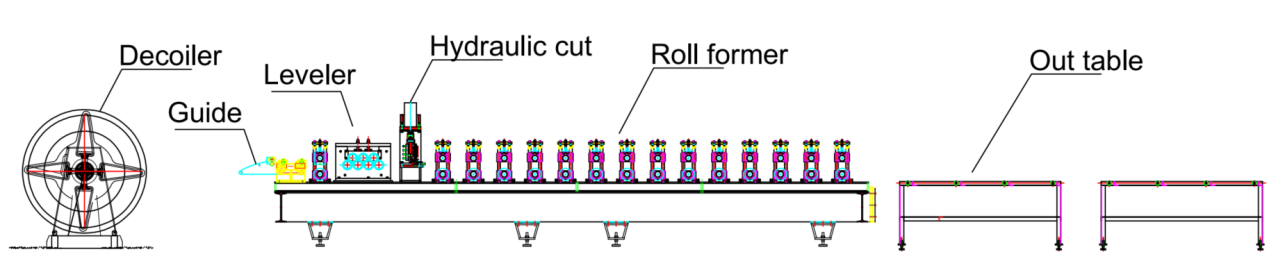
Srauto diagrama: Dekoilo--Kreipiamasis--Lygintuvas--Išankstinis pjovimas--Ritininė formaimo mašina--Išorinis stalas
- 1. Linijos greitis: 0–15 m/min., reguliuojamas
- 2. Matmenys realiu atveju: kelių pločių 80–300 mm, fiksuoto aukščio 50 mm
- 3.Tinkama medžiaga: cinkuotas plienas
- 4. Medžiagos storis: 1,5–2 mm
- 5. Ritininio formavimo mašina: ketusn konstrukcija ir grandininė pavaros sistema
- 6. Pjovimo sistema: Pjaustymas prieš valcavimo formavimo mašiną, naudojant hidraulinę galią.
- 7. PLC spintelė: „Siemens“ sistema.
Tikras korpusas-mašinos
1. Decoiler * 1
2. Lygintuvas (įrengtas ant ritininio formavimo mašinos) * 1
3.Hidraulinė išankstinio pjovimo mašina * 1
4.Ritininio formavimo mašina * 1
5. Išorinis stalas * 2
6.PLC valdymo spintelė * 1
7.Hidraulinė stotis * 2
8. Atsarginių dalių dėžutė (nemokama) * 1
Tikras atvejis – aprašymas
- Devyniotuvas
Paprastai vyniotuvas yra pirmasis gamybos linijos komponentas. Jo presavimo svirtis gali pritvirtinti plieno ritinį, apsaugodama jį nuo sužalojimų dėl atatrankos keičiant ritinį. Išoriniai ritinio fiksavimo įtaisai dar labiau neleidžia ritiniui nuslysti nuo įtvaro.
Vedantis
Kreipiamųjų ritinėlių pagalba plieno ritinys tinkamai įstumiamas į formavimo ritinėlius, kad būtų išlaikytas plieno ritinio ir valcavimo formavimo mašinos sulygiavimas, taip sumažinant galimą lenkimą ar nuokrypį.
Lygintuvas

Skersinės sutvirtinimo storis siekia 2,5 mm, ir tik tada, kai ji yra idealiai tiesi ir nesusukta, ji gali užtikrinti geriausią stelažo rėmo stabilumą. Lyginimo staklės gali išlyginti plieno ritinį, sumažinti vidinį slėgį, todėl jį lengviau formuoti ir tiesiai formuoti. Šioje gamybos linijoje lyginimo staklės statomos ant valcavimo formavimo staklės pagrindo, o tai gali sutaupyti grindų ploto ir sumažinti žemės sąnaudas.
Iš anksto supjaustyta mašina
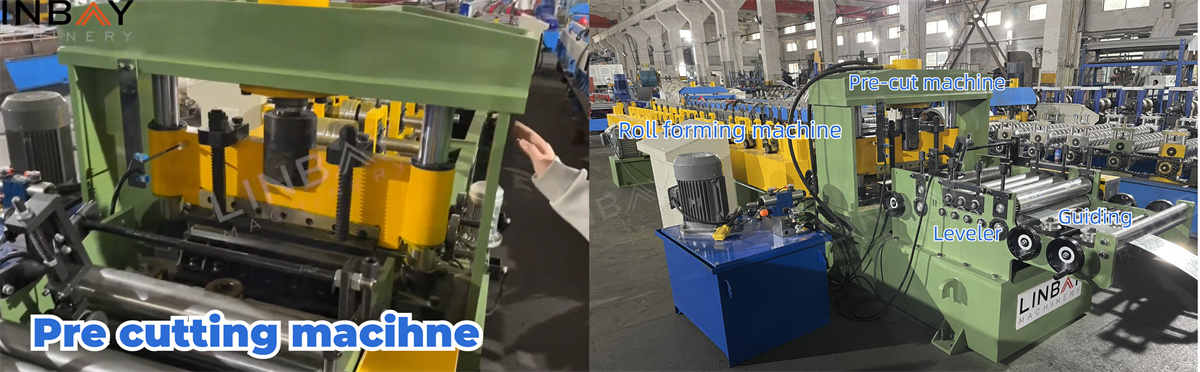
Lyginant su vėlesniu pjovimu, išankstinis pjovimas prieš formavimą nesukelia jokių atliekų. Šis sprendimas leidžia lengviau pakeisti įvairaus pločio plieno ritinius, kad būtų galima gaminti kelis dydžius toje pačioje gamybos linijoje, nesukeliant jokių atliekų.
Ritininė formaimo mašina

Ritininio formavimo mašina yra svarbiausias visos gamybos linijos komponentas. Jo formavimo stoties konstrukcija pagaminta iš tvirto ketaus, pagaminto iš vientiso plieno gabalo. Formavimo volelių sukimąsi varo grandininė sistema.
Formavimo volelių medžiaga yra Gcr15 – daug anglies turintis chromo turintis plienas, žinomas dėl puikaus kietumo ir atsparumo dilimui. Voleliai yra chromuoti, kad pailgintų jų tarnavimo laiką. Velenai pagaminti iš 40Cr medžiagos ir yra termiškai apdoroti.
Profilio apačioje įterpti sutvirtinimai, siekiant padidinti jo tvirtumą. Ši valcavimo staklės gali pagaminti 80–300 mm pločio ir 50 mm aukščio skersinius sutvirtinimus. Įvedus norimus matmenis į PLC valdymo skydelį, formavimo stotis juda bėgiais į teisingą ir tikslią padėtį. Formavimo taškas taip pat prisitaiko judant formavimo stočiai.
Dėl formavimo stočių judėjimo saugumo, 2 atstumo jutikliai yra nustatyti ant mašinos pagrindo, atitinkančios išorines ir vidines pozicijas, kuriasformavimasstotissgalima perkelti į.Jutikliams, tjutimo taškas yračiatiesformavimo stočių pagrindasGiliausiasjutiklisyra užkirsti keliąformavimasstotissnuo per didelio priartėjimo ir susidūrimų su voleliais.Atokiausiasjutiklisyra užkirsti keliąformavimasstoties atsijungimas nuobėgiaiir krintant.
Hidraulinė stotis
Hidraulinė stotis turi aušinimo ventiliatorius, skirtus efektyviam šilumos išsklaidymui, užtikrinant nepertraukiamą darbą ir didinant našumą. Ši hidraulinė stotis, žinoma dėl mažo gedimų skaičiaus, yra sukurta ilgam tarnavimo laikui.
PLC valdymo spintelė ir kodavimo įrenginys
Enkoderis paverčia išmatuotą plieno ritės ilgį elektriniais signalais, perduodamais į PLC valdymo spintą. Valdymo spintoje galima valdyti gamybos greitį, individualią produkciją, pjovimo ilgį ir kitus parametrus. Naudodamas tikslius matavimus ir grįžtamąjį ryšį iš enkoderio, pjovimo mašina gali kontroliuoti pjovimo paklaidas ±1 mm tikslumu.
1. Ritintuvas

2. Maitinimas

3. Perforavimas

4. Valcavimo stovai

5. Vairavimo sistema

6. Pjovimo sistema

Kiti

Išorinis stalas






