








भिडियो
प्रोफाइल

क्रस ब्रेसिङले र्याक प्रणालीहरूमा महत्त्वपूर्ण भूमिका खेल्छ, जसले दुई ठाडो फ्रेमहरू बीचको समर्थन र स्थिरतालाई बलियो बनाउँछ। टिकाउ कालो स्टीलबाट बनाइएको, सामान्यतया १.५ देखि २.५ मिमी सम्मको मोटाईको साथ, पोस्ट-फर्मिङ पेन्ट अनुप्रयोगले क्षरण र खिया प्रतिरोध बढाउन काम गर्दछ, दीर्घायु र विश्वसनीयता सुनिश्चित गर्दछ।
वास्तविक केस-मुख्य प्राविधिक प्यारामिटरहरू
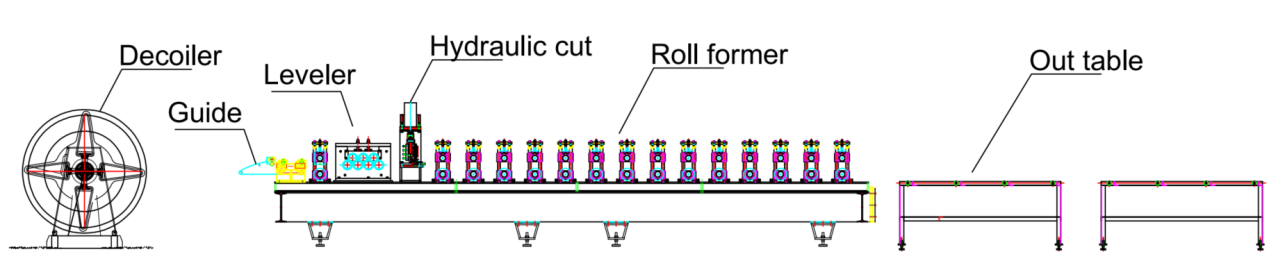
प्रवाह चार्ट: Dपारिस्थितिकीय यन्त्र--मार्गदर्शन--लेभलर--प्रि-कट--रोल फारमइन्जिन मेसिन-- बाहिरको टेबल
- १.लाइन गति: ०-१५ मिटर/मिनेट, समायोज्य
- २. वास्तविक अवस्थामा आयामहरू: बहु चौडाइ ८०-३०० मिमी, निश्चित उचाइ ५० मिमी
- ३.उपयुक्त सामग्री: जस्ती स्टील
- ४.सामग्री मोटाई: १.५-२ मिमी
- ५. रोल बनाउने मेसिन: कास्ट-इरोn संरचना र चेन ड्राइभिङ प्रणाली
- ६. काट्ने प्रणाली: हाइड्रोलिक पावरको साथ रोल बनाउने मेसिन अघि काट्नुहोस्।
- ७.PLC क्याबिनेट: सिमेन्स प्रणाली।
वास्तविक केस-मेसिनरी
१.डिकोइलर*१
२. लेभलर (रोल बनाउने मेसिनमा सुसज्जित)*१
३. हाइड्रोलिक प्रि-कट मेसिन*१
४. रोल बनाउने मेसिन*१
५. बाहिरको तालिका*२
६.PLC नियन्त्रण क्याबिनेट*१
७. हाइड्रोलिक स्टेशन*२
८. स्पेयर पार्ट्स बक्स (नि:शुल्क)*१
वास्तविक केस-विवरण
- डिकोइलर
सामान्यतया, डिकोइलरले उत्पादन लाइनको पहिलो कम्पोनेन्टको रूपमा काम गर्छ। यसको प्रेस आर्मले स्टीलको कुण्डललाई सुरक्षित गर्न सक्षम छ, कुण्डल परिवर्तन गर्दा कुण्डल रिकोइलबाट हुने चोटपटकलाई रोक्छ। बाहिरी कुण्डल रिटेनर उपकरणहरूले कुण्डलहरूलाई म्यान्ड्रेलबाट चिप्लनबाट पनि रोक्छ।
मार्गदर्शन गर्दै
गाईडिङ रोलरहरूले स्टील कोइल र रोल फर्मिङ मेसिन बीचको पङ्क्तिबद्धता कायम राख्न, सम्भावित झुकाउने वा विचलनलाई कम गर्न, फर्मिङ रोलरहरूमा स्टील कोइललाई राम्रोसँग मार्गदर्शन गर्नेछन्।
लेभलर

क्रस ब्रेसिङको मोटाई २.५ मिमी पुग्छ, र जब यो पूर्ण रूपमा सीधा हुन्छ र मोडिएको हुँदैन तब मात्र यसले र्याक फ्रेमको लागि उत्तम स्थिरता प्रदान गर्न सक्छ। लेभलिङ मेसिनले स्टीलको कुण्डलीलाई समतल गर्न सक्छ, आन्तरिक दबाब छोड्न सक्छ, जसले गर्दा यसलाई आकार दिन र सीधा बनाउन सजिलो हुन्छ। यस उत्पादन लाइनमा, लेभलिङ मेसिन रोल फर्मिङ मेसिनको आधारमा सेट गरिएको छ, जसले भुइँको ठाउँ बचत गर्न र जग्गाको लागत घटाउन सक्छ।
प्रि-कट मेसिन
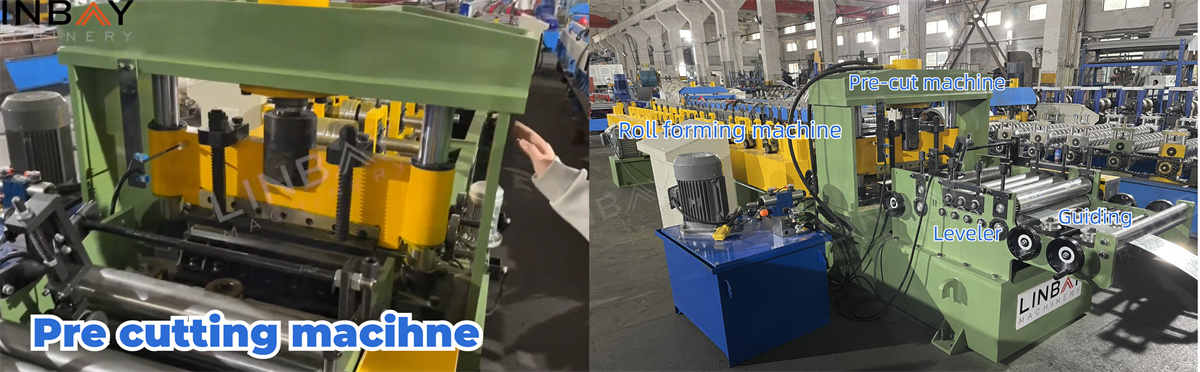
पोस्ट-कटिङको तुलनामा, बनाउनु अघि प्रि-कटिङले कुनै बर्बादी गर्दैन। यो समाधानले कुनै पनि बर्बादी नगरी एउटै उत्पादन लाइनमा धेरै आकारहरू उत्पादन गर्न फरक चौडाइका स्टील कोइलहरूको सजिलै प्रतिस्थापन गर्न सुविधा दिन्छ।
रोल फारमइन्जिन मेसिन

रोल फर्मिङ मेसिन सम्पूर्ण उत्पादन लाइनको सबैभन्दा महत्वपूर्ण घटक हो। यसले फर्मिङ स्टेशनको लागि बलियो कास्ट-फलाम निर्माण प्रयोग गर्दछ, जुन स्टीलको ठोस टुक्राबाट बनाइएको हुन्छ। फर्मिङ रोलरहरूको परिक्रमण चेन प्रणालीद्वारा संचालित हुन्छ।
बनाइएका रोलरहरूको सामग्री Gcr15 हो, जुन उच्च-कार्बन क्रोमियम बेयरिङ स्टील हो जुन यसको उत्कृष्ट कठोरता र पहिरन प्रतिरोधको लागि प्रसिद्ध छ। रोलरहरू तिनीहरूको सेवा जीवन विस्तार गर्न क्रोम-प्लेटेड छन्। शाफ्टहरू 40Cr सामग्रीबाट बनेका छन् र गर्मी उपचारबाट गुज्रिएका छन्।
प्रोफाइलको बल बढाउनको लागि यसको तल सुदृढीकरणहरू समावेश गरिएका छन्। यो रोल फर्मिङ मेसिनले ८०-३०० मिमी चौडाइ र ५० मिमी उचाइको क्रस ब्रेसिङ उत्पादन गर्न सक्छ। PLC नियन्त्रण प्यानलमा इच्छित आयामहरू इनपुट गरेर, फर्मिङ स्टेशन रेलहरूसँगै सही र सटीक स्थितिमा सर्छ। फर्मिङ स्टेशन सर्दै जाँदा फर्मिङ पोइन्ट पनि समायोजन हुन्छ।
फर्मिङ स्टेशनहरूको आवागमनको सुरक्षाको लागि, २ दूरी सेन्सरहरू मेसिनको आधारमा सेट गरिएका छन्, बाहिरी र भित्री स्थानहरूसँग मिल्दोजुल्दो जुनगठन गर्दैस्टेशनsमा सार्न सकिन्छ।सेन्सरहरूको लागि, tउसको संवेदन बिन्दु भनेकोयहाँमानिर्माण स्टेशनहरूको आधारसबैभन्दा भित्रीसेन्सररोक्नु होगठन गर्दैस्टेशनsधेरै नजिक जान र रोलर ठोक्किनबाट.सबैभन्दा बाहिरीसेन्सररोक्नु होगठन गर्दैस्टेशनबाट छुट्टिनुबाटरेलहरूर झर्दै।
हाइड्रोलिक स्टेशन
हाइड्रोलिक स्टेशनमा कुशल ताप अपव्ययको लागि डिजाइन गरिएको कूलिंग फ्यानहरू जडान गरिएको छ, जसले निर्बाध सञ्चालनको ग्यारेन्टी गर्दछ र उत्पादकता बढाउँछ। यसको कम विफलता दरको लागि प्रसिद्ध, यो हाइड्रोलिक स्टेशन लामो समयसम्म टिकाउ हुने गरी निर्माण गरिएको छ।
PLC नियन्त्रण क्याबिनेट र एन्कोडर
एन्कोडरले स्टील कुण्डलीको सेन्स्ड लम्बाइलाई PLC नियन्त्रण क्याबिनेटमा प्रसारित विद्युतीय संकेतहरूमा रूपान्तरण गर्दछ। नियन्त्रण क्याबिनेट भित्र, उत्पादन गति, व्यक्तिगत उत्पादन आउटपुट, काट्ने लम्बाइ, र अन्य प्यारामिटरहरू व्यवस्थापन गर्न सकिन्छ। एन्कोडरबाट सटीक मापन र प्रतिक्रियाको साथ, काट्ने मेसिनले ±1mm भित्र काट्ने त्रुटिहरू नियन्त्रण गर्न सक्छ।
१. डिकोइलर

२. खुवाउने

३. मुक्का मार्ने

४. रोल बनाउने स्ट्यान्डहरू

५. ड्राइभिङ प्रणाली

६. काट्ने प्रणाली

अन्य

बाहिरको टेबल






