









video
Profili

Ulluku:Ullukët metalikë përdoren zakonisht për kullimin përgjatë skajeve të çative të ndërtesave, kryesisht për të mbledhur dhe kanalizuar ujin e shiut. Stile të zakonshme përfshijnëhalf-rrumbullakëtllojdhe K-stilllojAto zakonisht janë bërë nga materiale metalike me trashësi që variojnë nga 0.3-0.8 mm, siç janë alumini, çeliku i para-lyer ose çeliku i galvanizuar.
Kapaku i kreshtës:Kreshtakapakështëvendosurku të dy anët edyçatipaneletakohen, të njohura edhe si çatiamajëZakonisht ështëpërdorpër të përmirësuar izolimin dhe estetikën e çatisë. Kapakët e kreshtës zakonisht prodhohen nga çeliku i para-lyer ose çeliku i galvanizuar që variojnë nga 0.3-0.8 mm.
Rasti real - Parametrat kryesorë teknikë
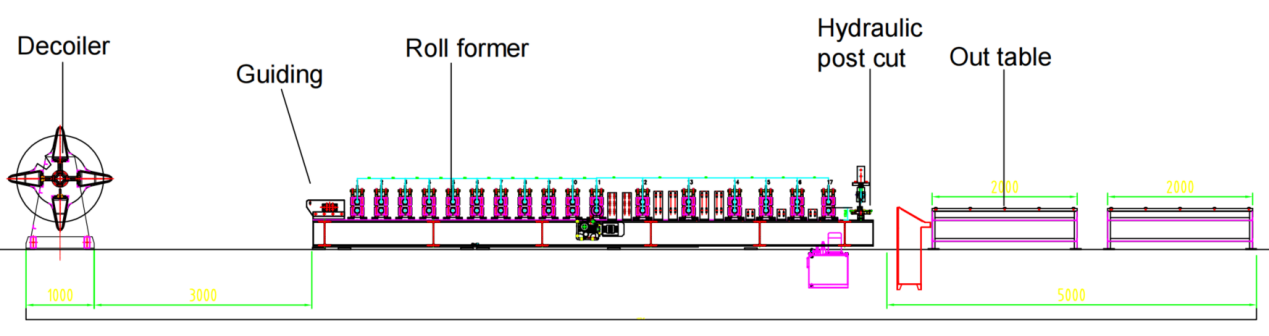
Grafiku i rrjedhës: Decoiler -- Udhëzues -- Makinë formimi me rul -- Prerje hidraulike -- Tavolinë daljeje
- 1. Shpejtësia e kapakut të kreshtës: 0-12m/min, e rregullueshme
- 2. Shpejtësia e linjës së kanalit: 0-4m/min, e rregullueshme
- 3. SuiMateriali i tavolinës: Çelik i galvanizuar, çelik i para-lyer, alumin
- 4. Trashësia e materialit: 0.3-0.8 mm
- 5. Makinë formimi rrotullash: Struktura e paneleve të murit dhe sistemi i ngasjes së zinxhirit
- 6. Sistemi i prerjes: Ndalo për të prerë pas makinës së formimit të rulit, formuesi i rulit ndalet gjatë prerjes.
- 7. Kabineti PLC: Sistemi Siemens.
Lista e paketimit të vërtetë të kutive
- 1. Çlirues hidraulik * 2
- 2. Makinë formimi me dy rreshta * 1
- 3. Makinë prerëse hidraulike me dy rreshta * 1
- 4. Tavolinë jashtë * 2
- 5. Kabineti i kontrollit PLC * 1
- 6. Stacion hidraulik*1
- 7. Kutia e pjesëve rezervë (Falas)
Rast real - Përshkrimi
- Decoiler

Për kapakun e kreshtës dhe ullukun, konfigurimi i çmbëlsuesit është pothuajse identik, duke përdorur çmbëlsues hidraulikë me një kapacitet ngarkese prej 3 tonësh secili. Duke pasur parasysh gjerësitë e ndryshme të spiraleve të çelikut të përdorura për kapakun e kreshtës dhe ullukun, është më mirë të caktohet një çmbëlsues i dedikuar për secilën linjë prodhimi. Kjo qasje minimizon kohën e ndërprerjes gjatë zëvendësimit të spirales dhe rrit efikasitetin operativ për secilën linjë prodhimi.
Udhëzues

I/E/Të/Tërulat udhëzues sigurojnë shtrirjen midis spirales së çelikut dhe formim me rrotullmakinë, duke parandaluar shtrembërimin gjatë procesit të formimit.
Makinë formimi rrotullash

Kjo makinë formimi me rul përdor një strukturë me panele muri dhe një sistem drejtimi me zinxhir. Ndryshe nga konfigurimet konvencionale me dy rreshta që paraqesin dy madhësi të ndryshme të të njëjtit profil, kjo makinë trajton profile krejtësisht të ndryshme në secilin rresht.
Është e rëndësishme të theksohet se të dy rreshtat nuk mund të funksionojnë njëkohësisht. Ne rekomandojmë të caktoni një linjë prodhimi të veçantë për secilin profil nëse keni kërkesa më të larta prodhimi.
Për më tepër, mbi zinxhirët janë instaluar mbulesa metalike për të mbrojtur punëtorët nga kontakti aksidental me zinxhirët rrotullues dhe për të mbrojtur zinxhirët nga dëmtimet nga pluhuri dhe mbeturinat.
Prerje hidraulike

Makineritë prerëse janë të fiksuara në këtë linjë prodhimi, duke ndaluar lëvizjen e spirales së çelikut gjatë prerjes. Për klientët që kërkojnë shpejtësi më të lartë prodhimi, ne ofrojmë një makinë prerëse fluturuese që baza mund ta përshkojë pa probleme përpara dhe prapa mbi shina me të njëjtën shpejtësi të makinës së formimit të rulit. Ky dizajn inovativ i mundëson spirales së çelikut të përparojë nëpër makinën e formimit pa ndërprerje gjatë prerjes, duke rritur kështu ndjeshëm efikasitetin e përgjithshëm të linjës së prodhimit.
Në fund të të dy rreshtave, tehet prerëse janë të punuara me kujdes për t'u përputhur saktësisht me konturet e profileve përkatëse. Kjo siguron që skajet në profile të mos shtrembërohen, duke ruajtur standardet më të larta të saktësisë dhe cilësisë.
Stacion hidraulik
Furnizon me energji fillestare prerësen përmes një rezervuari të mbyllur vaji. Ai fiket pa ndërprerje, gjë që mund të kursejë energji.
Stacioni hidraulik është i pajisur me ventilator ftohës, duke lehtësuar shpërndarjen efikase të nxehtësisë për të siguruar funksionim të zgjatur dhe optimal. Me një shkallë të ulët dështimesh dhe qëndrueshmëri të jashtëzakonshme, stacioni hidraulik garanton performancë të besueshme në planin afatgjatë.
Kabineti i kontrollit PLC dhe Enkoderi

Linja e prodhimit të formimit të rulave është e pajisur me enkoderin nga marka japoneze KOYO. Koduesi vazhdon të përkthejë gjatësitë e zbuluara të spiraleve të çelikut në sinjale elektrike, duke i transmetuar ato në kabinetin e kontrollit PLC. Operatorët mund të rregullojnë shpejtësinë e prodhimit, sasinë dhe gjatësitë e prerjes. Makina prerëse arrin saktësi të jashtëzakonshme falë matjes dhe reagimit të saktë të enkoderit, duke i mbajtur gabimet e prerjes brenda ±1 mm.
1. Zbrazës

2. Ushqyerja

3. Goditje me grusht

4. Stenda për formësimin e rulit

5. Sistemi i drejtimit

6. Sistemi i prerjes

Të tjerë

Tavolinë jashtë





