







காணொளி
செயல்திறன்

Esta máquina está diseñada பரா ஃபேப்ரிகார் கேபலேட்ஸ் பாரா கால்வடேஜா, கான் அன் க்ரோசர் க்யூ ஓசிலா என்ட்ரே 0,3 y 0,5 மிமீ ஒய் யுனா லாங்கிட் எஸ்டாண்டர் டி 3,05 மெட்ரோக்கள். தால் கோமோ சே அப்ரேசியா என் லா இமேஜென், லாஸ் தேஜாஸ் டி கம்ப்ரேரா சுலென் இன்ஸ்டாலார்ஸ் என் எல் டெகோ ஜூண்டோ கான் லாஸ் கால்வதேஜாஸ் (டிபோ தேஜா).
ஃப்ளூஜோ
Desbobinador-Alimentador-Conformadora-Prensa hidráulica-Corte hidráulico-Mesa de salida
செயல்பாட்டு வேகம்:சரிசெய்யக்கூடிய நுழைவு 3 y 4 மீ/நிமிடம்
டெஸ்போபினடோர்:கையேடு, கேபாசிடாட் டி 1 டோனெலாடா
கன்ஃபார்மடோரா:கான்ஸ்டா டி 16 எஸ்டேசியோன்ஸ், கன்ஸ்ட்ரக்டுரா டி பேனல் ஒய் டிரான்ஸ்மிஷன் போர் கேடனா
பிரென்சா ஹைட்ராலிகா:ஒருங்கிணைக்கப்பட்ட en la conformadora, con un ciclo de prensado de 3 segundos
கோர்டே ஹைட்ராலிகோ:también integrado en la formadora, con un tiempo de corte de 3 segundos por operación
ஹைட்ராலிகோ குழு:5,5 kW, சுமினிஸ்ட்ரா எனர்ஜியா டான்டோ பாரா எல் கோர்டே கோமோ பாரா எல் பிரென்சாடோ
கட்டுப்பாட்டு பிஎல்சி:interfaz bilingüe chino-español, de fácil manejo
மேசா டி சாலிடா:diseñada para recibir y colocar los perfiles formados
பாராமெட்ரோஸ்
| கன்ஃபார்மடோரா பாரா கேபலேட் பாரா கால்வடேஜே கான் ப்ரென்சா | ||
| பொருள் | விருப்பத்தேர்வு உள்ளமைவு | |
| முதன்மைப் பொருள் : | அசெரோ கால்வனிசாடோ, கால்வாலுமே, ஒய் பிண்டாடோ பாலிஸ்டர் | Espesor(MM): 0.3-0.5mm (calibre24-30) |
| ஃப்ளூயென்சியா : | ≤300 எம்பிஏ | |
| வெலோசிடாட் டி லா லீனியா: | 3-4மீ/நிமிடம் | சரிசெய்யக்கூடியது |
| கன்ஃபார்மர் வெலோசிடாட்: | 0-5மீ/நிமிடம் | சரிசெய்யக்கூடியது |
| டெஸ்போபினடோர்: | கையேடு | |
| கேபாசிடாட் டி கார்கா டி டெஸ்போபினடோர்: | 1டி | |
| பொட்டென்சியா டி மோட்டார் கன்ஃபார்மர்: | 5.5 கிலோவாட் | 5 ஆண்டுகள் உத்தரவாதம் |
| பரிமாற்ற அமைப்பு: | 1.2 புல்கடாவின் கேடேனா | |
| பாசோ டி ஃபார்மர்: | 16 பாஸ்கள் | * செகுன் சஸ் பெர்ஃபால்ஸ் |
| இயந்திர கட்டமைப்பு: | 18மிமீ வலுவான பலகம் | |
| லாஸ் ரோடிலோஸ் பொருள்: | ஜிசிஆர்15 | 5 ஆண்டுகள் உத்தரவாதம் |
| வீட்டின் விட்டம்: | φ75 மிமீ | |
| பிரென்சா படிவம்: | ஹைட்ராலிகா | |
| கோர்ட் வடிவம்: | ஹைட்ராலிகா | ஒரு மக்வினா பராடா |
| வெலோசிடாட் டி கார்டார்: | 3s காடா கோர்டே y 3s காடா பிரென்சா | |
| முதல் வடிவப் பொருள்: | Cr12மூவ் | 1 விளையாட்டு |
| முதன்மைப் பொருள் குச்சில்லாஸ்: | Cr12மூவ் | 1 விளையாட்டு |
| மோட்டார் கோர்ட்டேவின் சக்தி: | 5.5 கிலோவாட் | Ofrecido por el grupo hidráulico |
| குறியாக்கி மார்க்: | ஓம்ரான் | |
| நீள சகிப்புத்தன்மை: | ≤+/- 1மிமீ | |
| லாங்கிடுட் டி லா மேசா டி சாலிடா: | 4மீ | |
| மார்கா டி க்ரூபோ ஹைட்ராலிகோ: | வுக்ஸி வான்ஷெங் | CE தரநிலை |
| தலைகீழி : | மார்கா யஸ்காவா | |
| பிஎல்சி : | மார்கா சீமென்ஸ் | |
| எச்.எம்.ஐ: | மார்கா எம்.சி.ஜி.எஸ். | |
| மொழி : | ஸ்பானிஷ் | |
| மின்சாரம்: | 440V 60Hz 3Ph மின்சாரம் | * ஓ செகுன் சு ரெக்விசிட்டோ |
| மெக்கானிக்காவின் நிறம்: | வெர்டே | * ஓ செகுன் சு ரெக்விசிட்டோ |
| உள்நோக்கம் : | 90 நாட்கள் | |
| உள்ளடக்கியவர்: | 1*40ஜிபி | |
| மொத்த பைசா: | 9.6 டன் | |
| பரிமாணங்கள்: | 17மீ (அ)*1.7மீ (அ)*1.3மீ (அ) | |
டெஸ்போபினடோர்

Una vez que la máquina llega a la fábrica, se debe organizar la línea de producción de acuerdo con el diagram de flujo. Coloque la bobina de acero en el desenrollador; en este caso, se utiliza un desenrollador manual con capacidad para 1 tonelada. Durante la carga, los operadores manejan manualmente la expansion y tensión del desenrollador para asegurar la bobina. ஒரு தொடர்ச்சி, introduzca un Extremo de la bobina de acero en la formadora, que se encargará de avanzar el material a través del proceso.
அலிமென்டடோர்

Aquí se presenta la sección de entrada de alimentación. அல் ரெசிபிர் லா மக்வினா, எல் கிளையன்ட் பியூடே வெரிஃபிகார்லா யூடிலிசாண்டோ லாஸ் பாராமெட்ரோஸ் டி ஆஞ்சோ டி அலிமென்டாசியன் ஒய் லா பொசிசியன் டி குயா க்யூ ப்ரோபோர்சியோனமோஸ். En caso de que sea necesario ajustar el ancho de alimentación, simplemente debe aflojar los tornillos connectedientes.
கன்ஃபார்மடோரா

La perfiladora es el componente Central de la Línea de producción y cuenta con una estructura de panel con transmisión por cadena. எல் மோட்டார் பிரின்சிபல் se encuentra en uno de los lados de lacadena. La máquina tiene 16 estaciones de conformado, con un juego de rodillos por cada paso. Para garantizar la seguridad de los operadores durante el funcionamiento, la cadena está protegida por una cubierta. அல் ரெசிபிர் லா மக்வினா, எல் கிளையண்ட் நோட்டரா க்யூ லா க்யூபியர்டா நோ எஸ்டேட் இன்ஸ்டாலடா. Se recomienda que los trabajadores apliquen grasa sólida a lacadena para lubricarla antes de proceder con la instalación de la cubierta.
பிரென்சா ஹைட்ராலிகா
உனா வெஸ் கன்ஃபார்மடோ, எல் பெர்ஃபில் நெசெஸிடா செர் பிரென்சாடோ. La prensa hidráulica está equipada con un molde உயர்ந்த மற்றும் தாழ்வான. எல் மோல்ட் இன்ஃபீரியர் சே எலிவா பாரா கியர் அன் ரிலீவ் என் எல் பெர்ஃபில். ட்ராஸ் எல் பிரென்சாடோ, லா மக்வினா மன்டீன் அன் டைம்போ டி ரிடென்சியோன் பாரா அசெகுரார் லா ஃபார்மா. La distancia entre cada prensado es ajustable desde el panel de control.
Gracias a diferentes válvulas electromagneticas que aceleran el proceso, se puede alcanzar una velocidad de producción de 3-4 m/min en modo de corte con la máquina detenida. Además, nuestros moldes están cuidadosamente diseñados para evitar que el prensado deje arañazos o marcas en la superficie del perfil.
கோர்டே ஹைட்ராலிகோ

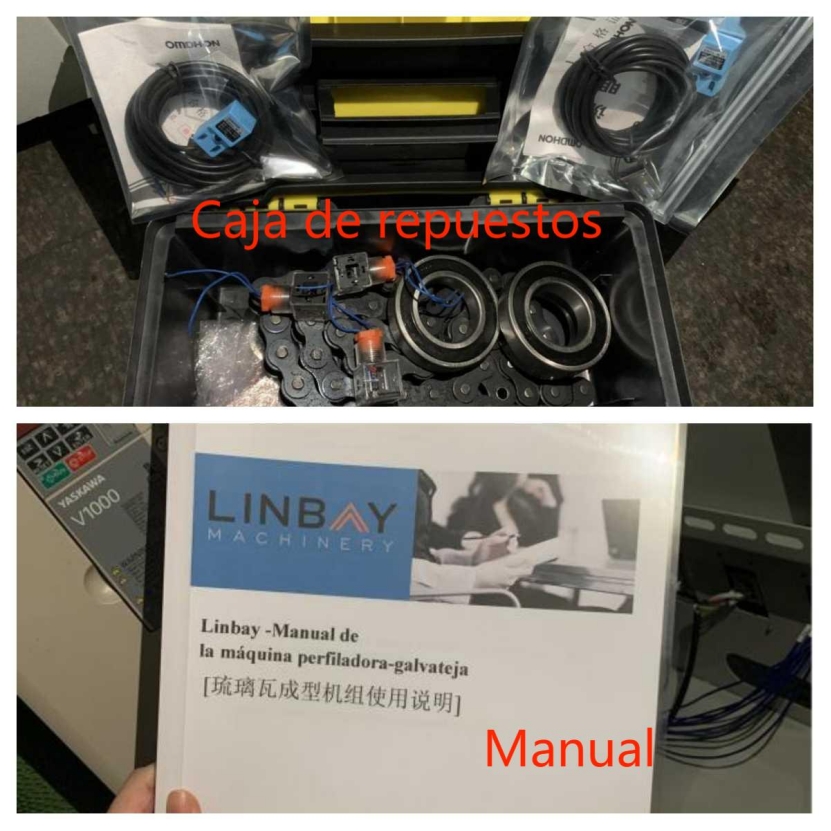
Después del prensado, el perfil avanza a la sección de corte. செ இன்ஸ்டாலா அன் கோடிஃபிகேடோர் என் லா ஃபார்மடோரா பாரா மெடிர் கான் துல்லியமான லா லாங்கிடுட் டெல் பெர்ஃபில், லோ க்யூ அசெகுரா அன் எஸ்டம்படோ ஒய் கோர்டே எக்ஸாக்டோஸ். La longitud de corte es ajustable a través del panel de control según las necesidades del cliente. Todas las operaciones necesarias para la configuración de la producción estarán detalladas en el manual. Proporcionamos un manual de usuario y un video de instalación para facilitar el uso y la operación de la máquina. El sistema PLC de la formadora está en español, aunque puede personalizarse según las prerencias del cliente. Además, se entregará una caja de accesorios con piezas esenciales.
1. டீகோலர்

2. உணவளித்தல்

3. குத்துதல்

4. ரோல் ஃபார்மிங் ஸ்டாண்டுகள்

5. ஓட்டுநர் அமைப்பு

6. வெட்டும் அமைப்பு

மற்றவைகள்

வெளிப்புற மேசை





