








відэа
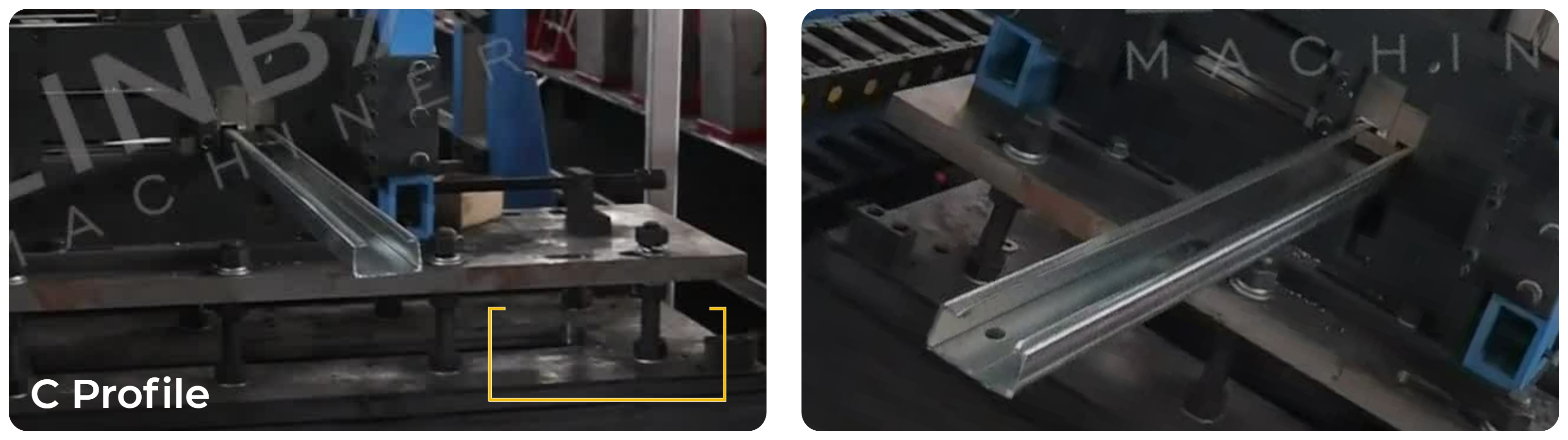
Профіль
Блок-схема

Гідраўлічны размотчык - Накіроўвалы - Выраўноўвальнік - Гідраўлічны прабойнік - Папярэдняя рэзка - Формавальнік рулонаў - Лятаючы універсальны выразальны стол
5-тонны гідраўлічны размотчык
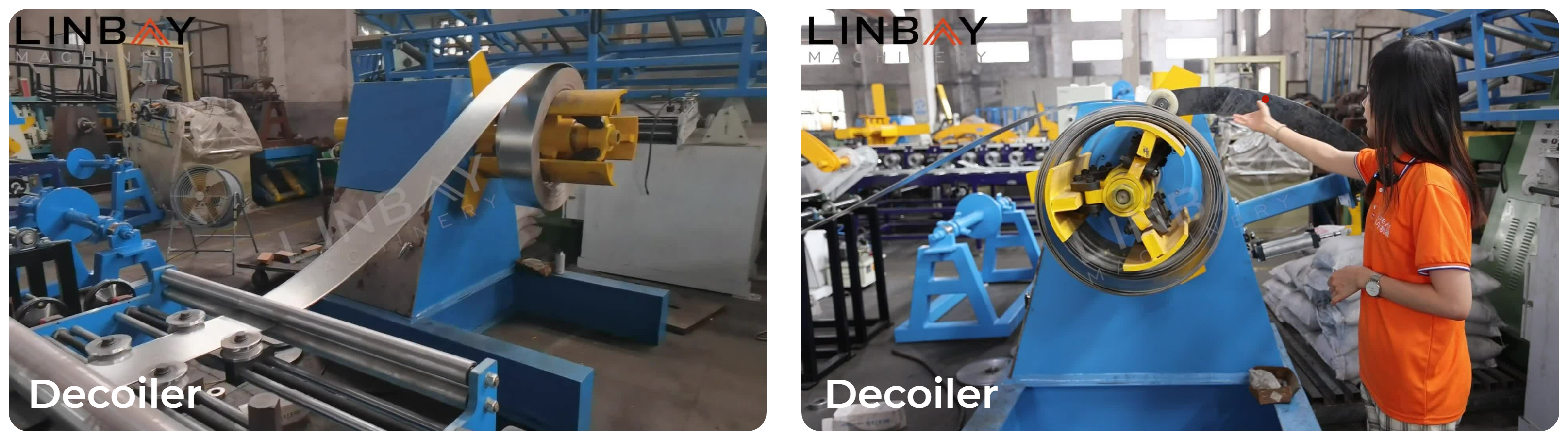
Спачатку мы змяшчаем сталёвую стужку на гэты 5-тонны гідраўлічны размотчык. Гідраўлічная станцыя забяспечвае магутнасць для пашырэння ўнутранага апорнага стрыжня, які затым круціцца, каб размотваць стужку. Мы таксама дадалі прыціскны рычаг, каб зафіксаваць стужку і прадухіліць рэзкае размотванне падчас змены.вонкіфіксатар шпулькіабараняюць ад саслізгвання шпулькі, усе распрацаваныя збяспека работнікаўулічваючы. Гідраўлічны размотчык больш эфектыўны і зніжае выдаткі на працу ў параўнанні з ручнымі размотчыкамі.
Накіроўвалы і выраўноўвальнікі

Пасля праходжання праз накіроўвальныя ролікі сталёвы рулон паступае ў выраўноўвальнік. Некалькі накіроўвальных ролікаў утрымліваюць рулон выраўнаваны з цэнтральнай лініяй машыны, прадухіляючы дэфармацыю гатовага прадукту. Калі таўшчыня сталёвага рулона перавышае 1,5 міліметра або яго мяжа цякучасці перавышае 300 МПа, выраўноўвальнік неабходны. Ён ліквідуе няроўнасці, паляпшаючы плоскасць і паралельнасць рулона, тым самым паляпшаючы якасць рулона і гатовага прадукту з прагонаў.
Энкодэр і гідраўлічны прабойнік

Затым сталёвы рулон перамяшчаецца на гідраўлічны прабіўны станок, вядомы як «лятаючы гідраўлічны прабіўны станок», прычым «лятаючы» азначае, што станок рухаецца ўзгоднена са хуткасцю фармавання,павышэнне эфектыўнасці вытворчасціПерад гэтым сталёвая шпулька праходзіць праз энкодэр і накіроўвальныя ролікі. Энкодэр пераўтварае вымераную даўжыню шпулькі ў электрычныя сігналы, якія адпраўляюцца на панэль кіравання ПЛК, што дазваляедакладны кантрольмесца прабівання з адхіленнем 1 мм.
Папярэдне нарэзаныя

Каб палегчыць зменусталёвыя рулоны рознай шырыніДля вытворчасці розных памераў і эканоміі адходаў сыравіны мы распрацавалі прыладу для папярэдняй рэзкі.
Валочны фарміравальнік

Гэта самая важная частка ўсёй вытворчай лініі. Мы прынялічыгунныканструкцыя, трывалая і стабільная цэльная сталёвая канструкцыя. Машына абсталявананавушнік і універсальны шарнір, што дазваляе эфектыўна круціць фармавальныя ролікі і выконваць працу па фармаванні сталёвых рулонаў таўшчынёй 4 мм. Тры рухавікі з абодвух бакоў машыны забяспечваюць харчаванне рэдуктара, што дазваляе фармавальнай станцыі рухацца наперад і назад па рэйках, рэгулюючы зазор паміж ролікамі, у выніку чаговытворчасць прагонаў розных памераў,пачынаючы адШырыня ад 100 да 400 мм, вышыня — ад 40 да 100 ммРаботнікі могуць проста ўводзіць каманды на экране кіравання ПЛК дляаўтаматычныя карэкціроўкіПераход ад профіляў C да Z просты і патрабуе кіраўніцтва.Паварот на 180° 2-3 фармовачных станцый.
Лятаючы універсальны гідраўлічны рэжучы

Гэтай рэжучай машыне патрабуецца толькіадзін наборлязоў для роўнага рэзання прагонаў рознага памеру ібез задзірын.
ПЛК

У панэлі кіравання мы выкарыстоўваем электрычныя кампаненты міжнародных брэндаў, такія як Yaskawa (Японія), Siemens (Нямеччына) і Schneider (Францыя), што гарантуе высокую якасць і лёгкасць абслугоўвання электрычных кампанентаў. Мы таксама прапануем наладу мовы экрана ПЛК на англійскай, іспанскай, рускай, французскай і іншых мовах.
1. Размотчык

2. Кармленне

3. Штампоўка

4. Станды для прафілявання

5. Сістэма кіравання

6. Сістэма рэзкі

Іншыя

Аўт-стол






