








ভিডিও
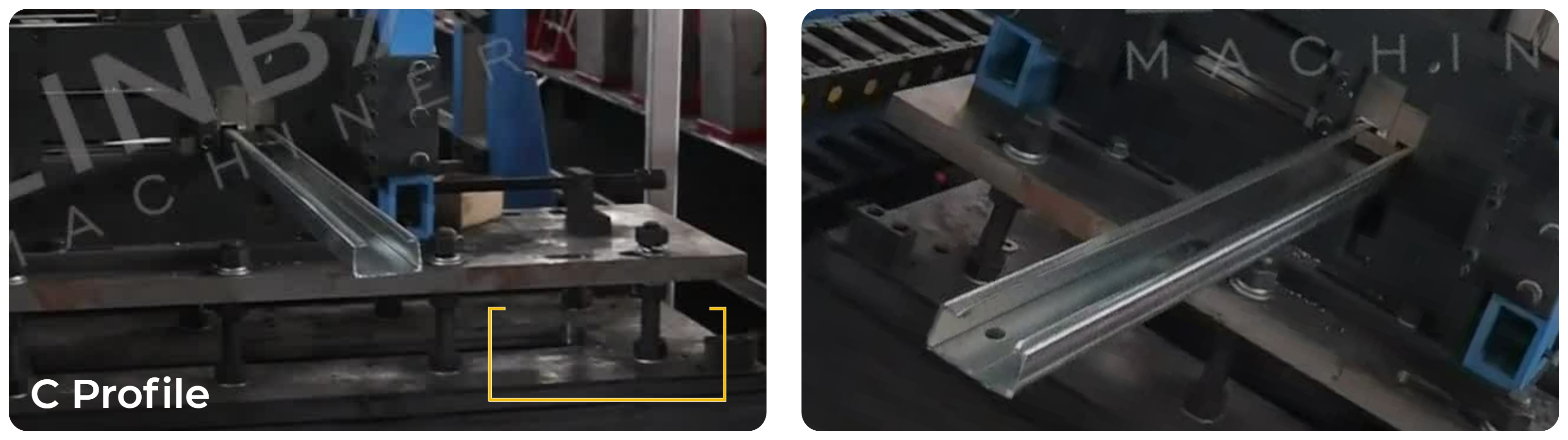
প্রোফাইলের
ফ্লো চার্ট

হাইড্রোলিক ডিকয়লার-গাইডিং-লেভলার-হাইড্রোলিক পাঞ্চ-প্রি-কাট-রোল ফর্মার-ফ্লাইং ইউনিভার্সাল কাট-আউট টেবিল
৫ টন হাইড্রোলিক ডিকয়লার
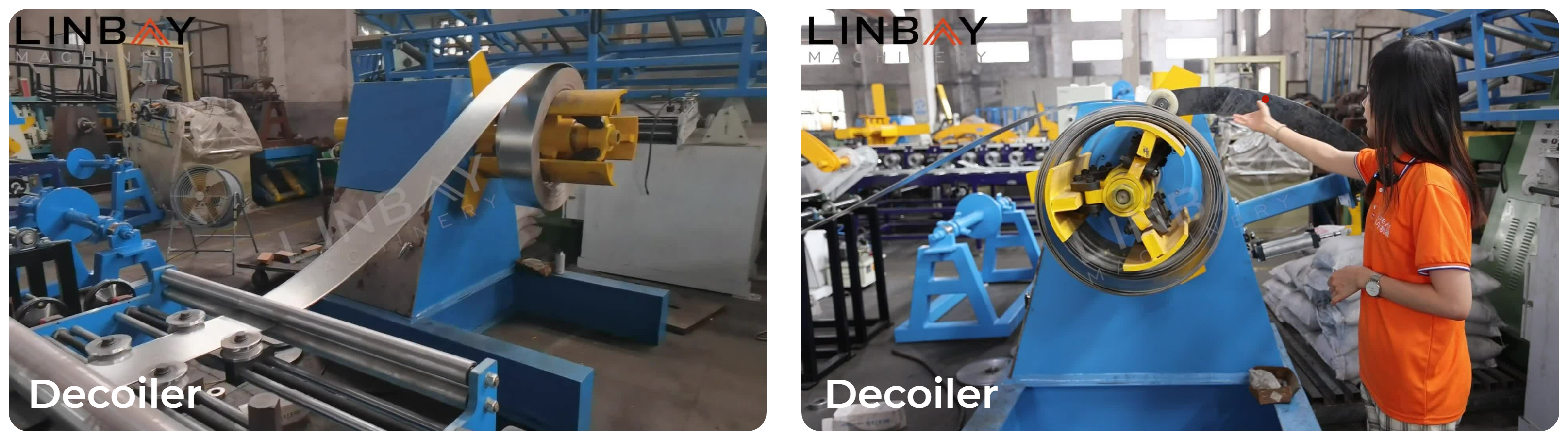
প্রথমে, আমরা এই ৫-টন হাইড্রোলিক ডিকয়েলারের উপর স্টিলের কয়েল স্থাপন করি। হাইড্রোলিক স্টেশনটি ভিতরের সাপোর্ট রডটি প্রসারিত করার জন্য শক্তি সরবরাহ করে, যা পরে কয়েলটি খোলার জন্য ঘোরায়। আমরা কয়েলটি সুরক্ষিত করার জন্য এবং পরিবর্তনের সময় হঠাৎ খোলা রোধ করার জন্য একটি প্রেস-আর্মও যুক্ত করেছি।বাহ্যিককয়েল রিটেইনারকয়েল পিছলে যাওয়া থেকে রক্ষা করুন, সবই ডিজাইন করা হয়েছেকর্মীদের নিরাপত্তামনে রাখবেন। হাইড্রোলিক ডিকয়লার ম্যানুয়াল ডিকয়লারের তুলনায় বেশি দক্ষ এবং শ্রম খরচ কমায়।
গাইডিং এবং লেভেলার

গাইডিং রোলারের মধ্য দিয়ে যাওয়ার পর, স্টিলের কয়েল লেভেলারে প্রবেশ করে। একাধিক গাইডিং রোলার কয়েলটিকে মেশিনের কেন্দ্ররেখার সাথে সারিবদ্ধ রাখে, চূড়ান্ত পণ্যের বিকৃতি রোধ করে। যখন স্টিলের কয়েলের পুরুত্ব 1.5 মিলিমিটারের বেশি হয় বা এর ফলন শক্তি 300 MPa ছাড়িয়ে যায়, তখন একটি লেভেলার অপরিহার্য। এটি অনিয়ম দূর করে, কয়েলের সমতলতা এবং সমান্তরালতা বৃদ্ধি করে, ফলে কয়েল এবং চূড়ান্ত পুরলিন পণ্যের গুণমান উন্নত হয়।
এনকোডার এবং হাইড্রোলিক পাঞ্চ

এরপর ইস্পাতের কয়েলটি হাইড্রোলিক পাঞ্চিং মেশিনে চলে যায়, যা "ফ্লাইং হাইড্রোলিক পাঞ্চ" নামে পরিচিত, যেখানে "ফ্লাইং" নির্দেশ করে যে মেশিনটি গঠনের গতির সাথে সমন্বয় করে চলে,উৎপাদন দক্ষতা বৃদ্ধি। এর আগে, ইস্পাত কয়েলটি একটি এনকোডার এবং গাইডিং রোলারের মধ্য দিয়ে যায়। এনকোডারটি সংবেদিত কয়েলের দৈর্ঘ্যকে PLC নিয়ন্ত্রণ প্যানেলে প্রেরিত বৈদ্যুতিক সংকেতে রূপান্তরিত করে, যা সক্ষম করেসুনির্দিষ্ট নিয়ন্ত্রণ১ মিমি বিচ্যুতির মধ্যে পাঞ্চিং অবস্থানের পরিমাণ।
প্রি-কাট

পরিবর্তন সহজতর করার জন্যবিভিন্ন প্রস্থের স্টিলের কয়েলবিভিন্ন আকারের উৎপাদন এবং কাঁচামালের বর্জ্য সাশ্রয়ের জন্য, আমরা একটি প্রি-কাট ডিভাইস ডিজাইন করেছি।
রোল ফর্মার

এটি সমগ্র উৎপাদন লাইনের সবচেয়ে গুরুত্বপূর্ণ অংশ। আমরা একটি গ্রহণ করেছিঢালাই লোহাকাঠামো, একটি শক্ত এবং স্থিতিশীল একক-টুকরা ইস্পাত নির্মাণ। মেশিনটি এজি দিয়ে সজ্জিতইয়ারবক্স এবং ইউনিভার্সাল জয়েন্ট, ফর্মিং রোলারগুলির দক্ষ ঘূর্ণন সক্ষম করে এবং 4 মিমি পুরু স্টিলের কয়েল গঠনের কাজ পরিচালনা করে। মেশিনের উভয় পাশে তিনটি মোটর রিডুসারকে শক্তি সরবরাহ করে, ফর্মিং স্টেশনটিকে রেলের উপর সামনে পিছনে যেতে দেয়, রোলারগুলির মধ্যে ফাঁক সামঞ্জস্য করে, যার ফলেবিভিন্ন আকারের পুরলিন উৎপাদন,থেকে শুরু করেপ্রস্থে ১০০ থেকে ৪০০ মিমি এবং উচ্চতায় ৪০ থেকে ১০০ মিমিকর্মীরা কেবল PLC নিয়ন্ত্রণ স্ক্রিনে কমান্ড ইনপুট করতে পারেনস্বয়ংক্রিয় সমন্বয়। C থেকে Z প্রোফাইলে রূপান্তর করা সহজ, একটি ম্যানুয়াল প্রয়োজন২-৩টি ফর্মিং স্টেশনের ১৮০° ঘূর্ণন.
উড়ন্ত ইউনিভার্সাল হাইড্রোলিক কাট

এই কাটিং মেশিনের জন্য শুধুমাত্র প্রয়োজনএক সেটবিভিন্ন আকারের পুরলিন মসৃণভাবে কাটার জন্য ব্লেড এবংburrs ছাড়া.
পিএলসি

কন্ট্রোল প্যানেলে, আমরা আন্তর্জাতিক ব্র্যান্ডের বৈদ্যুতিক উপাদান ব্যবহার করি, যেমন জাপানের ইয়াসকাওয়া, জার্মানির সিমেন্স এবং ফ্রান্সের স্নাইডার, যা উচ্চমানের বৈদ্যুতিক উপাদান নিশ্চিত করে যা রক্ষণাবেক্ষণ করা সহজ। আমরা ইংরেজি, স্প্যানিশ, রাশিয়ান, ফরাসি এবং অন্যান্য ভাষায় পিএলসি স্ক্রিন ভাষার কাস্টমাইজেশনও অফার করি।
১. ডিকয়লার

2. খাওয়ানো

৩.পাঞ্চিং

৪. রোল ফর্মিং স্ট্যান্ড

৫. ড্রাইভিং সিস্টেম

6. কাটিং সিস্টেম

অন্যান্য

বাইরের টেবিল






