








Profil
Hřebenová krytka zajišťuje spoj mezi dvěma sklony střechy a účinně chrání oblast před deštěm a prachem. Tyto krytky jsou k dispozici v různých tvarech, které doplňují různé styly kovových střešních panelů, a jsou vyrobeny z barevně lakované oceli o tloušťce 0,3–0,6 mm, PPGI a pozinkované oceli.
Reálný případ - hlavní technické parametry
Vývojový diagram: Odvíječ -- Vodící mechanismus -- Tvářecí stroj -- Hydraulický děrovač -- Hydraulický řezací stůl

Hlavní technické parametry - reálný případ
· Nastavitelná rychlost linky: 0-10 m/min
· Kompatibilní materiály: Ocel s barevným nátěrem, pozinkovaná ocel a PPGI
· Rozsah tloušťky materiálu: 0,3–0,6 mm
· Typ válcovacího stroje: Konstrukce stěnového panelu
· Pohonný systém: Řetězový mechanismus
· Řezací systém: Hydraulické řezání, přičemž formovací válec se během řezání zastaví
· PLC řízení: systém Siemens
Skutečné stroje na výrobu pouzder
1. Ruční odvíječ*1 (Nabízíme také elektrické a hydraulické odvíječe, více informací v POPIS níže)
2. Tvářecí stroj na válcování*1
3.Hydraulický děrovací stroj*1
4. Hydraulický řezací stroj*1
5. Out stůl*2
6. Řídicí skříň PLC*1
7. Hydraulická stanice*1
8. Krabice s náhradními díly (zdarma)*1
Popis skutečného případu
Odvíječ
Odvíječ je k dispozici v manuálním, elektrickém a hydraulickém provedení, které se vybírají podle tloušťky, šířky a hmotnosti ocelové cívky. Ruční odvíječ je dostatečný k bezpečnému podepření cívky o tloušťce 0,6 mm a zajištění plynulého a stabilního odvíjení.
Centrální hřídel odvíječe, známá také jako zařízení pro roztahování jádra, je navržena k uchycení ocelové cívky s možností roztahování nebo smršťování pro přizpůsobení vnitřním průměrům od 460 do 520 mm, což zajišťuje bezpečné a plynulé odvíjení. Součástí je také vnější držák cívky, který zabraňuje sklouznutí cívky a zvyšuje bezpečnost pracovníků.
Vedení

Vodicí válečky pomáhají ocelové cívce hladce vstoupit do válcovacího stroje a zajišťují tak zarovnání s osou ostatních strojů. Toto zarovnání je klíčové pro udržení přímosti hřebenového návaru a zajištění přesných tlakových bodů tvarování.
Stroj na tváření válců
Konstrukce stěnového panelu v kombinaci s řetězovým pohonem efektivně tvaruje tenké plechy o tloušťce 0,3–0,6 mm, což nabízí cenově výhodné řešení. Řetěz je uzavřen v železném pouzdře, které chrání pracovníky a chrání řetězy před poškozením úlomky. Jak ocelová cívka prochází tvarovacími válci, je vystavena tlaku a tahu, což vede k požadovanému tvaru.
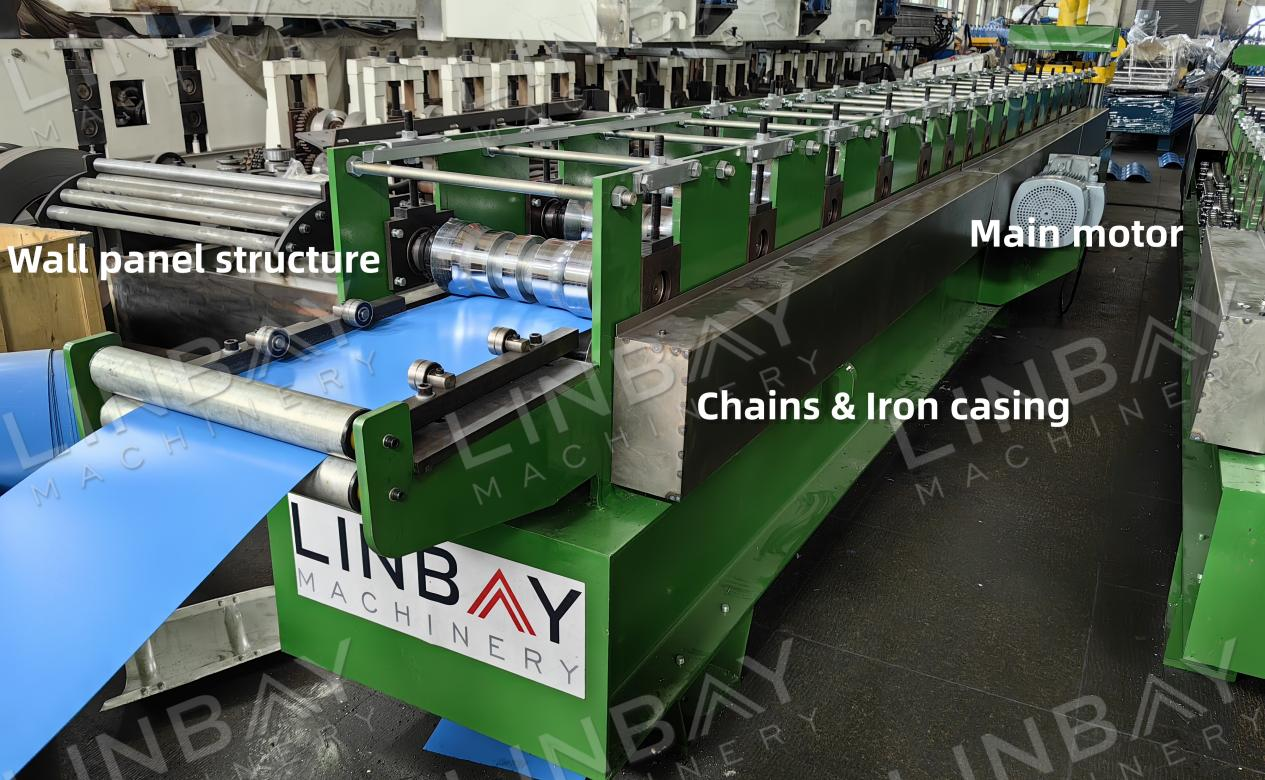
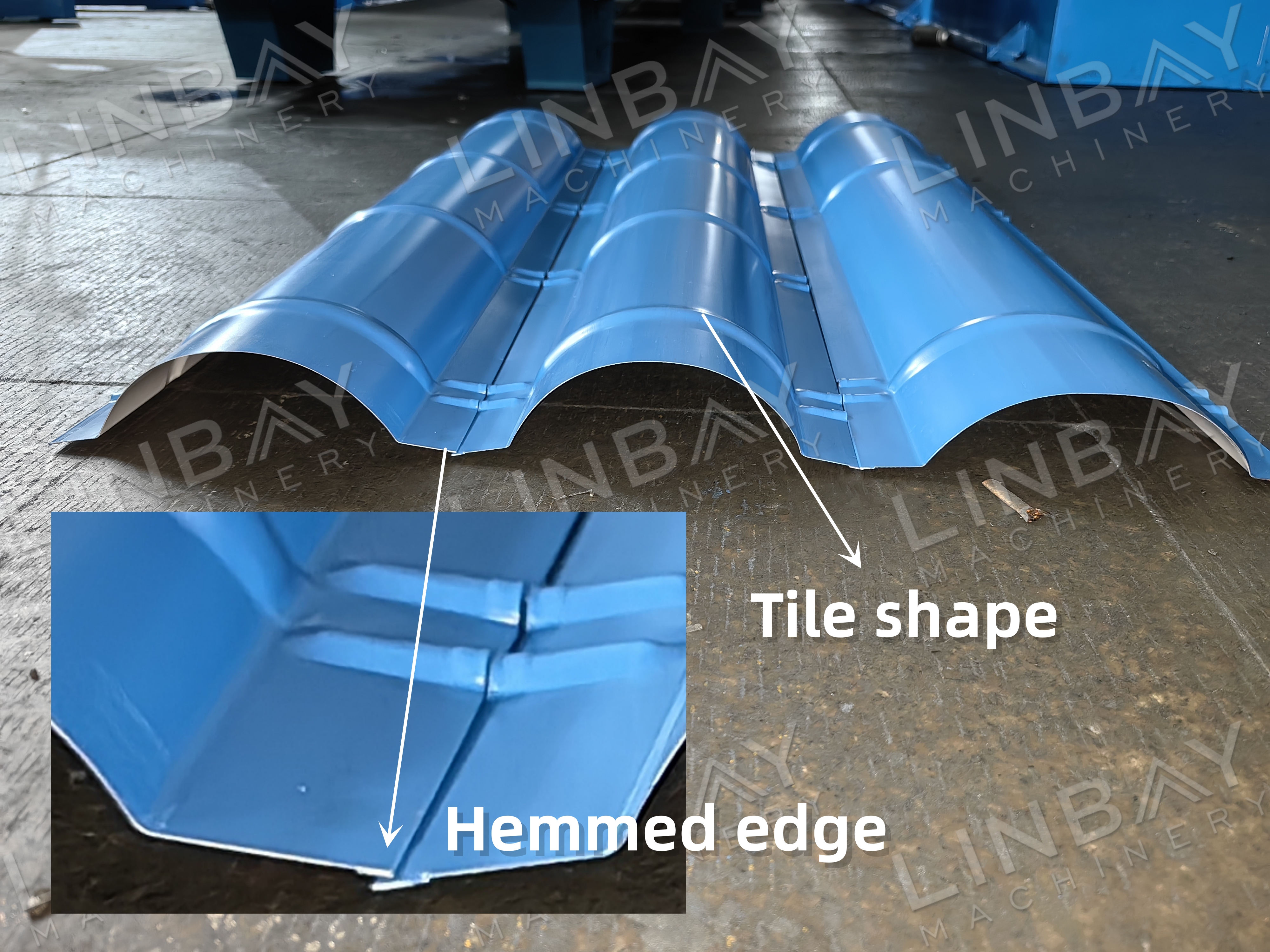
Systém zahrnuje 16 tvarovacích stanic, z nichž každá je přesně vyrobena na základě specifikací klienta s ohledem na výšku vlny, poloměr oblouku a rovné hrany na obou stranách hřebenového nátěru. Tyto stanice jsou navrženy tak, aby se zabránilo poškrábání povrchu svitku nebo poškození laku.
Tato hřebenová krytka má olemované hrany pro zvýšení bezpečnosti snížením ostrosti a ochranou pracovníků před zraněním. Olemovaná konstrukce také zakrývá kovovou hranu, čímž zabraňuje jejímu posouvání a snižuje riziko tvorby rzi na hraně hřebenové krytky.
Lisování
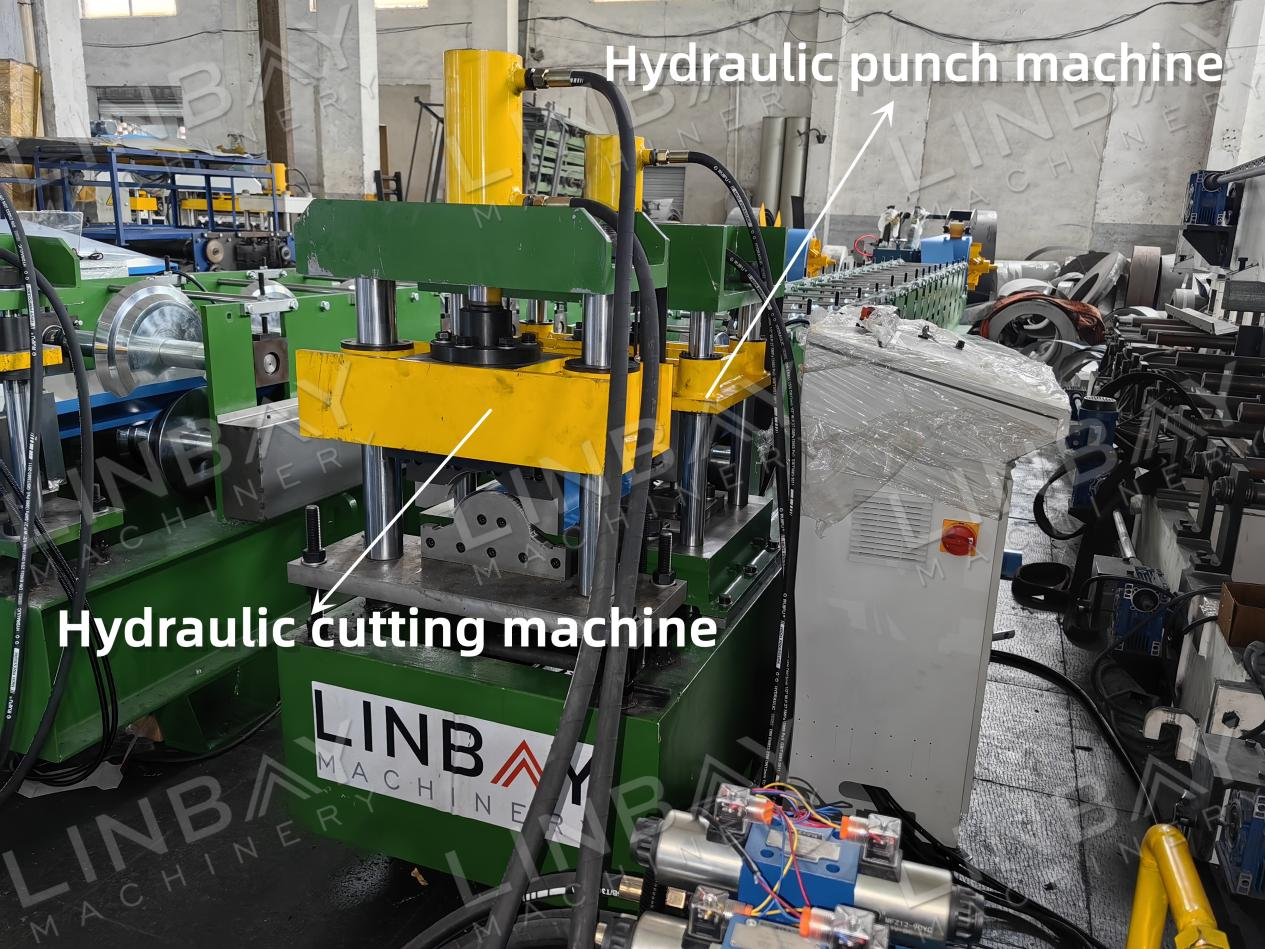
Po vytvarování získá ocelová cívka půlkruhový tvar. Následně se pomocí hydraulického děrovacího stroje vyrazí reliéfní vzor na dlaždici. Tento proces nejen tvaruje dlaždici, ale také zvyšuje podélnou pevnost hřebene. Frekvenci ražení lze nastavit pomocí PLC obrazovky a lisovací formu lze přizpůsobit vašim specifikacím.
Enkodér, řídicí skříň PLC a hydraulické řezání
Enkodér přesně měří délku postupující ocelové cívky a převádí toto měření na elektrický signál odeslaný do řídicí skříně PLC. Obsluha může konfigurovat rychlost výroby, velikost dávky a délku řezu přímo z obrazovky skříně PLC. Díky přesné zpětné vazbě z encoderu dokáže hydraulický řezací stroj udržet chybu délky řezu v rozmezí ±1 mm. Řezací nože jsou navíc navrženy na míru dle dodaných výkresů, což zajišťuje čisté hrany bez deformací a eliminuje otřepy.
1. Odvíječ

2. Krmení

3. Děrování

4. Stolice pro tváření válců

5. Pohonný systém

6. Řezací systém

Ostatní

Out tabulka






