








filmeto
Profilo

Kruc-apogado ludas gravan rolon en bretsistemoj, plifortigante subtenon kaj stabilecon inter du vertikalaj kadroj. Farita el daŭra nigra ŝtalo kun dikeco tipe varianta de 1,5 ĝis 2,5 mm, post-formada farbo servas por pliigi korodo- kaj rustoreziston, certigante longdaŭrecon kaj fidindecon.
Reala kazo - Ĉefaj Teknikaj Parametroj
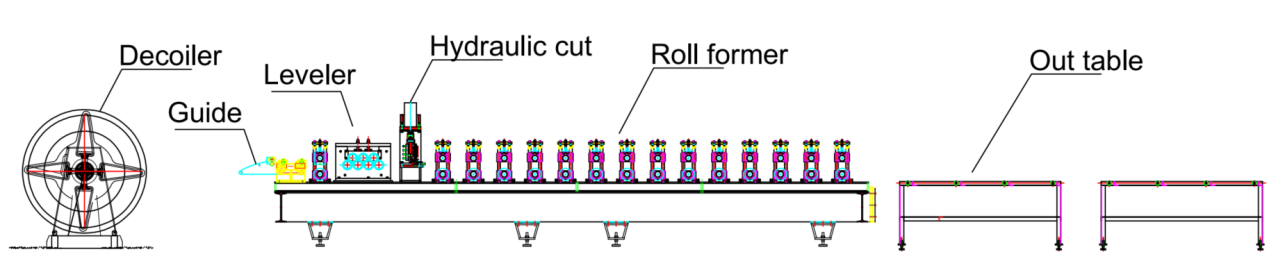
Fludiagramo: Deko-rulilo--Gvidado--Niveligilo--Antaŭtranĉita--Rulformularomaŝino--Ekster tablo
- 1. Linia rapido: 0-15m/min, alĝustigebla
- 2. Dimensioj en reala kazo: Multoblaj larĝoj 80-300mm, fiksa alto 50mm
- 3.Taŭga materialo: Galvanizita ŝtalo
- 4.Materiala dikeco: 1,5-2 mm
- 5.Rulformanta maŝino: Gisferon-strukturo kaj ĉena vetursistemo
- 6. Tranĉsistemo: Tranĉu antaŭ rulforma maŝino, per hidraŭlika potenco.
- 7.PLC-ŝranko: Siemens-sistemo.
Reala kazo - Maŝinaro
1. Malvolvilo * 1
2. Nivelilo (Ekipita sur la rulforma maŝino) * 1
3. Hidraŭlika antaŭtranĉilo * 1
4.Rulformanta maŝino * 1
5. Elirtablo * 2
6. PLC-regilo * 1
7. Hidraŭlika stacio * 2
8. Skatolo da rezervaj partoj (Senpaga) * 1
Reala kazo - Priskribo
- Malvolvilo
Kutime, la malvolvilo servas kiel la unua komponanto de la produktadlinio. Ĝia premilo kapablas fiksi la ŝtalan volvaĵon, malhelpante vundon pro kontraŭfrapo de la volvaĵo dum ŝanĝoj de la volvaĵo. Eksteren direktitaj volvaĵaj reteniloj plue malhelpas la volvaĵojn gliti de la mandrelo.
Gvidado
La gvidaj rulpremiloj konvene gvidos la ŝtalan volvaĵon en la formajn rulpremilojn por konservi la vicigon inter la ŝtala volvaĵo kaj la rulformmaŝino, minimumigante ajnan eblan fleksadon aŭ devion.
Nivelilo

La dikeco de la krucaj apogiloj atingas 2.5mm, kaj nur kiam ĝi estas perfekte rekta kaj ne tordita, ĝi povas provizi la plej bonan stabilecon por la bretokadro. La ebenigilo povas platigi la ŝtalan volvaĵon, liberigi internan premon, faciligante ĝian formadon kaj rektan formadon. En ĉi tiu produktadlinio, la ebenigilo estas metita sur la bazon de la rulforma maŝino, kio povas ŝpari plankspacon kaj redukti terkostojn.
Antaŭtranĉita maŝino
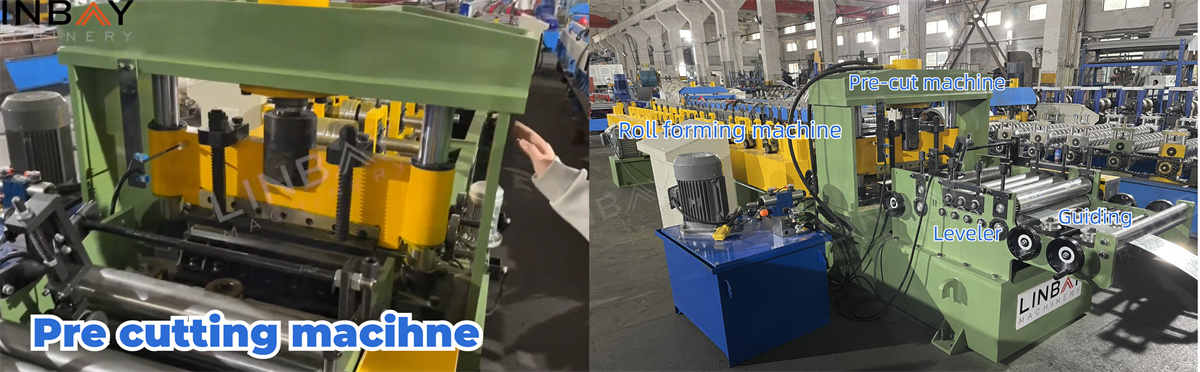
Kompare kun posttranĉado, antaŭtranĉado antaŭ formado ne kaŭzas malŝparon. Ĉi tiu solvo faciligas pli facilan anstataŭigon de ŝtalaj volvaĵoj de diversaj larĝoj por produkti plurajn grandecojn sur la sama produktadlinio, sen kaŭzi ian ajn malŝparon.
Rulformularomaŝino

La rulforma maŝino estas la plej kritika komponanto de la tuta produktadlinio. Ĝi uzas fortikan gisferan konstruon por la formadstacio, kreita el solida peco da ŝtalo. La rotacion de la formadrulpremiloj pelas ĉensistemo.
La materialo de la formaj rulpremiloj estas Gcr15, altkarbona kroma ŝtalo por lagroj konata pro sia bonega malmoleco kaj eluziĝrezisto. La rulpremiloj estas kromizitaj por plilongigi sian servodaŭron. La ŝaftoj estas faritaj el 40Cr-materialo kaj spertas varmotraktadon.
Plifortigoj estas enigitaj ĉe la fundo de la profilo por plifortigi ĝian forton. Ĉi tiu rulformmaŝino povas produkti krucajn apogilojn kun larĝo de 80-300mm kaj alto de 50mm. Enmetante la deziratajn dimensiojn en la PLC-kontrolpanelon, la formstacio moviĝas laŭ la reloj al la ĝusta kaj preciza pozicio. La formpunkto ankaŭ adaptiĝas dum la formstacio moviĝas.
Por sekureco de la movado de formaj stacioj, 2 distancsensiloj estas metitaj sur la maŝinbazo, respondantaj al la plej eksteraj kaj plej internaj pozicioj, kiujn laformadostaciospovas esti movita al.Por la sensiloj, tla sentpunkto estas laĉi tieĉela bazo de la formaj staciojLa plej internasensiloestas malhelpi laformadostaciosde troa proksimiĝo kaj kaŭzado de rulpremilkolizioj.La plej eksterasensiloestas malhelpi laformadostacio malligiĝi de larelojkaj falante.
Hidraŭlika stacio
La hidraŭlika stacio estas ekipita per malvarmigaj ventoliloj desegnitaj por efika varmodisradiado, garantiante seninterrompan funkciadon kaj pliigante produktivecon. Fama pro siaj malaltaj paneoprocentoj, ĉi tiu hidraŭlika stacio estas konstruita por daŭri, certigante longdaŭran daŭripovon.
PLC-kontrolkabineto kaj Kodigilo
La kodigilo konvertas la sentitan longon de la ŝtala volvaĵo en elektrajn signalojn senditajn al la PLC-stirkabineto. Ene de la stirkabineto, produktadrapideco, individua produktadkvanto, tranĉlongo kaj aliaj parametroj povas esti regataj. Per precizaj mezuradoj kaj retrosciigo de la kodigilo, la tranĉmaŝino povas kontroli tranĉerarojn ene de ±1mm.
1. Malvolvilo

2. Manĝigo

3. Trufrapado

4. Rulformaj standoj

5. Vetursistemo

6. Tranĉsistemo

Aliaj

Ekster la tablo






