




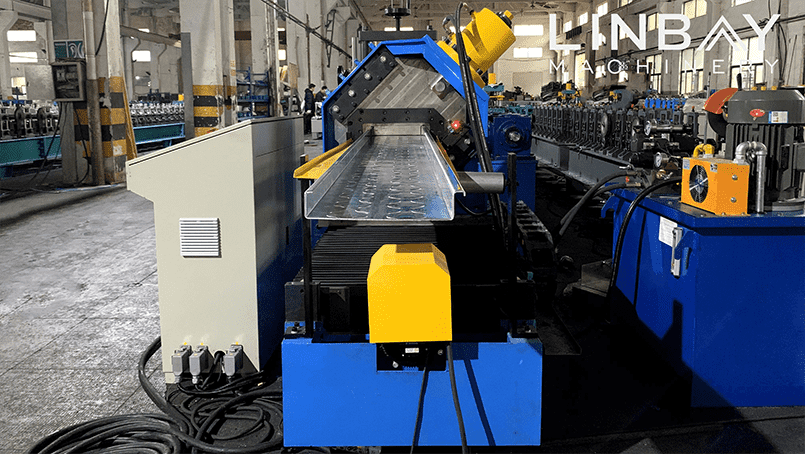
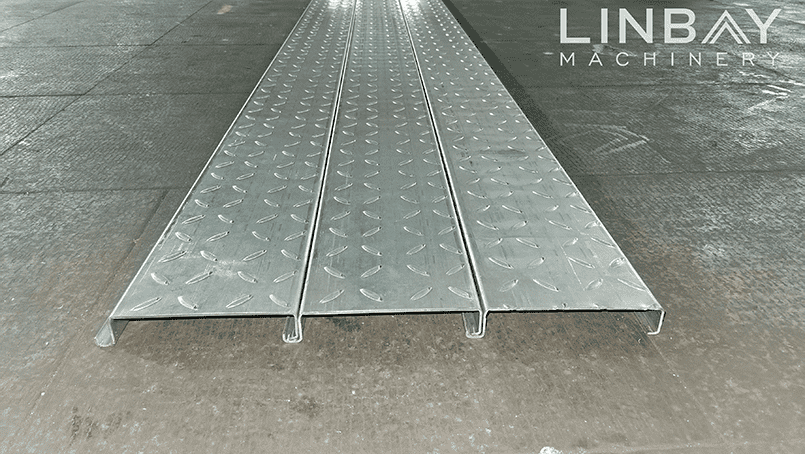


Priskribo
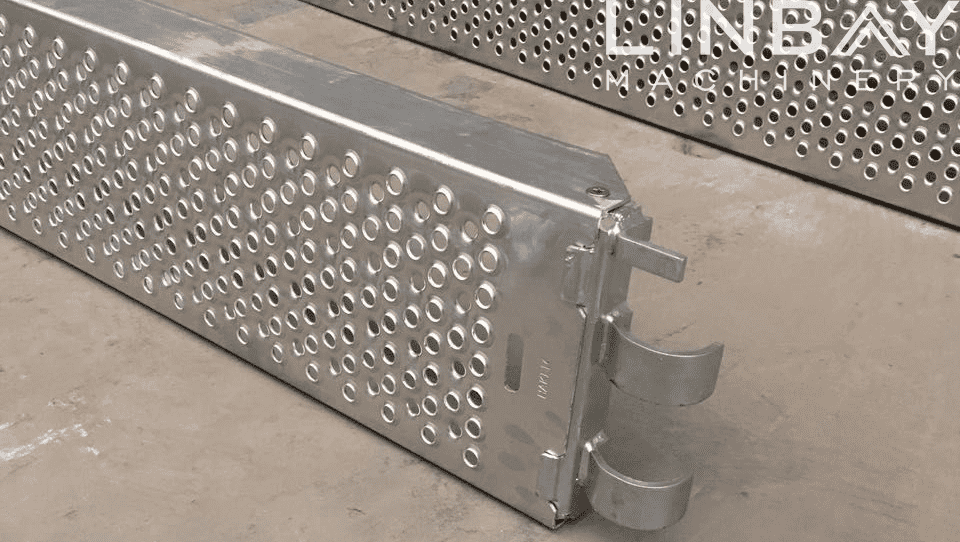
Eŝafoda tabulo rulformanta maŝinopovas fari skafaldo-plankon. Ni uzas servo-nutrilon por certigi, ke la truoj estas altprecizaj. Ni uzas trupremilon por plirapidigi la linion kaj ni uzas hidraŭlikan fosttranĉadon por certigi, ke la profilo estas perfekta.
La dikeco de la kruda materialo estas ĉirkaŭ 1-2 mm.
Apliko


Teknikaj Specifoj
| Eŝafoda tabulo Rulformanta Maŝinon | |||
| Ne. | Ero | Specifo | Laŭvola |
| 1 | Taŭga materialo | Tipo: Galvanizita volvaĵo, PPGI, Karbona ŝtala volvaĵo |
|
|
|
| Dikeco (mm): 1-2 |
|
|
|
| Eltenivo: 250 - 550MPa |
|
|
|
| Tensia streĉiĝo (Mpa): G350Mpa-G550Mpa |
|
| 2 | Nominala formada rapido (m/min) | 10-25 | Aŭ laŭ via postulo |
| 3 | Formiĝanta stacio | 20 |
|
| 4 | Malvolvilo | Mana malvolvilo | Hidraŭlika malvolvilo aŭ duobla kapa malvolvilo |
| 5 | Ĉefa maŝinmotoro | Ĉin-germana marko | Siemens AG |
| 6 | PLC-marko | Panasonic | Siemens AG |
| 7 | Inverter-marko | Yaskawa |
|
| 8 | Vetursistemo | Ĉentransmisio | Rapidumujo-transmisio |
| 9 | Materialo de rulpremiloj | Ŝtalo numero 45 | GCr15 |
| 10 | Stacia strukturo | Torri-standa strukturo | Forĝita Fera stacio Aŭ Mura panela stacio |
| 11 | Trusistemo | No | Hidraŭlika trustacio aŭ trupremilo |
| 12 | Tranĉa sistemo | Post-tondado | Antaŭtranĉado |
| 13 | Postulo pri elektroprovizo | 380V 60Hz | Aŭ laŭ via postulo |
| 14 | Maŝina koloro | Industria bluo | Aŭ laŭ via postulo |
Difekta Diagramo
Mana malvolvilo -- nutrado -- hidraŭlika trustacio -- formmaŝino -- hidraŭlika eltondado -- tablo

1. Malvolvilo

2. Manĝigo

3. Trufrapado

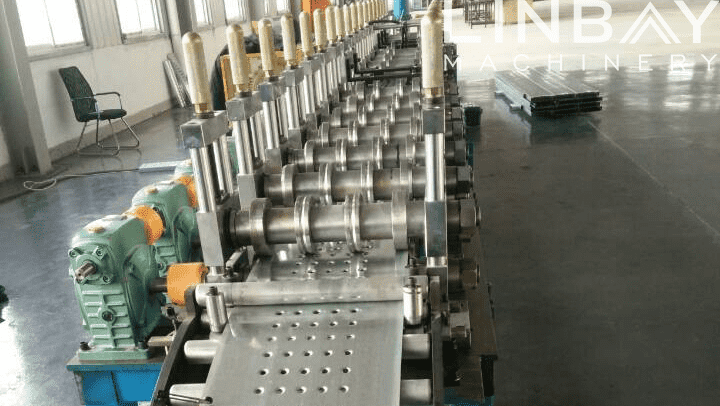
4. Rulformaj standoj

5. Vetursistemo

6. Tranĉsistemo

Aliaj

Ekster la tablo




