








filmeto
Profilo
Esta linio de produktado estas desegnita por fabriki vigas tipon de caja uzataj en sistemoj de estanterías. Las vigas tipo caja se clasifican en tres tipos: viga soldada, viga de una sola peco kaj viga mordida. En ĉi tiu kazo, uzas la alian elekton. El espesor del profilo estas de 2 mm kaj la materialo unua dungita estas acero A572 GR50, kun unu limo de fluencia ≤ 350 MPa. (La limo de fluencia de la acero estas unu faktoro crucial por la procezo de konforma, kiu influas signife en la rendimento de niaj maŝinoj formadoras, por tio, ke estas esenca, ke la kliento estas proporcia ĉi tiu informo).
Komparo de la karakterizaĵoj de la tri tipoj de vigoj de brako
| Foto | 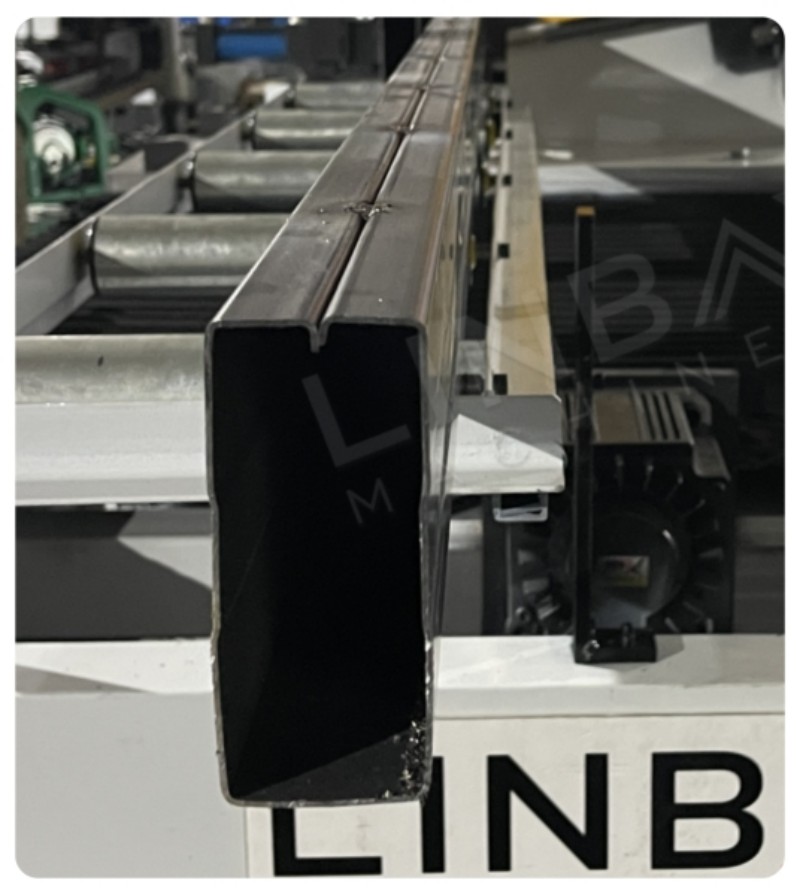 |
|
|
| Nombro | Viga soldata | Viga de peco | Viga morda (Produktita de ĉi tiu makvino) |
| Necesaj materialoj | Mínima | Amaskomunikiloj | Maksimumo |
| Ŝarĝkapacito | Minimumoj | Amaskomunikiloj | Maksimumo |


La linio de produktado kaj parametroj de ĉiu parto
| Perfiladora de vigas tipo caja aŭtomata kun platformo de transporto kaj maŝino de kostumo | ||
| Profilo: | ||
| Ero | Agordo laŭvola | |
| Ĉefa materio: | Acero A572 GR50 | Spezuro (MM): 2mm/kalibro 14 |
| Flueco: | ≤350Mpa | |
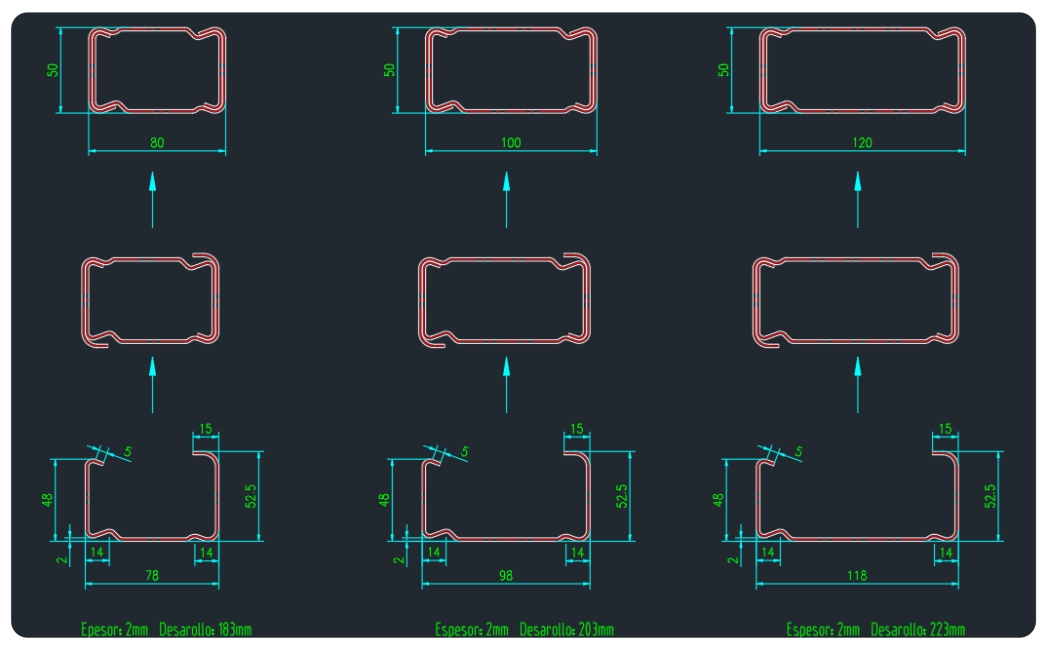
| Disvolviĝo: | 183mm/203mm/223mm | Estas tri profilgrandecoj |
| La linio: | ||
| Rapido de la tuta linio: | 0-4m/min | Alĝustigebla |
| Elektra energio: | 440V 60Hz 3Ph | Aŭ via peto |
| Suma pezo: | 21 tunoj | |
| Dimensioj: | 33,6 metroj * 2,1 metroj * 1,8 metroj | |
| Malbobenilo: | ||
| Malbobenilo: | Manlibro | |
| Kapacito de ŝarĝo de bobinador: | 3t | |
| Aplanadoro: | ||
| Numero de bastonoj de nutrado: | 4 rodiloj | φ90mm |
| Numero de rodillos por aplanar: | 7 rodiloj | φ75mm |
| Materia prima de los rodillos: | 40Cr | HRC55°-58°, kromita |
| Antaŭkortego Hidraŭlika: | ||
| Rapido de kortego: | 3 sekundoj/korte | |
| Ĉefa materialo de tranĉilo: | SKD11 | HRC>62° |
| Kvanto de tranĉiloj: | 1 ludo | |
| Potenco de hidraŭlika motoro: | 7.5kW | |
| Larĝo el la perdoj: | Neniuj fojnoperdoj | |
| Konformanto: | ||
| Konforma rapido: | 0-10m/min | |
| Strukturo: | Ferforĝita subteno | |
| Sistemo de transdono: | Ĉeno, 140 gradoj, 1.5 coloj | |
| Potenco de motoro de konforma: | 30kW | 5 jaroj da garantio |
| Potenco de motoro de ŝanĝo de anĉo: | 1.5kw | 5 jaroj da garantio |
| Sistemo de transdono: | Cadena | |
| Paŝoj de konformiĝo: | 18 paŝoj | |
| Materialo de la akcelo: | 40Cr | |
| Materialo de la stangoj: | GCr15 | 5 jaroj da garantio |
| Diametro de la eje: | φ80 mm | 5 jaroj da garantio |
| Marko de la ŝultro: | HRB | 2 jaroj da garantio |
| Formo por ŝanĝi ankrojn: | Aŭtomata transversa | Malmulte da sekundoj |
| Post-Corte Hidráulico en Movimiento: | ||
| Rapido de kortego: | 0-10m/min | Egale al la rapido de perfiladora |
| Formo de tranĉo: | Hidraŭlika korto | Cortar sin parar la perfiladora |
| Potenco de servomotoro: | 2.9 kW | Yaskawa |
| Larĝo el la perdoj: | Neniuj fojnoperdoj | |
| Ĉefa materialo de tranĉiloj: | SKD11 | HRC>62° |
| Kvanto de tranĉiloj: | 3 ludoj | Ĉiu mezuro havas ludon de kuchillas |
| Ŝanĝi la tranĉilojn: | Mane | Unuj 10 minutoj |
| Kodigilo-marko: | Kojo | |
| Potenco de hidraŭlika motoro: | 11 kW | |
| Toleremo de longitudo: | ≤+/- 0.5mm | |
| Aŭtomata platformo: | ||
| Formo de transdono: | Cadena | |
| Motora potenco: | 2.2kW*3 | |
| La brako de turno: | Neŭmatiko | |
| La brako de puŝilo: | Neŭmatiko | |
| Los rodillos de alimentación de la dua platformo: | Neŭmatiko | |
| Konformistino de Kostumo: | ||
| Rapido de kudrado: | 0-4m/min | Alĝustigebla |
| Strukturo: | Forĝita fera sporto | |
| Sistemo de transdono: | Ĉeno, 120 gradoj, 1.5 coloj | |
| Motora potenco: | 5.5kW | |
| Potenco de motoro por ŝanĝi de anĉo: | 1.5kw | |
| Paŝoj de konformiĝo: | 5 paŝoj | |
| Materio prima de los rodillos: | GCr15 | 5 jaroj da garantio |
| Diametro de la eje: | φ80mm | 5 jaroj da garantio |
| Formo por ŝanĝi la mezuron: | Aŭtomata transversa | Igual al parto de conformadora |
| Elira Tablo: | ||
| Kvanto: | 2 pecoj | |
| Longitudo: | 2*2 metroj | |
| Grupo Hidraŭlika: | ||
| Potenco: | 11 kW | |
| Marko: | Wuxi Wansheng | Fridigo per ventolilo |
| Volumo de la tanko: | 200 litroj | |
| Solenoido: | Pekino Huade | |
| Hidroválvula: | Pekino Huade | |
| Hidraŭlika oleo: | N32 aŭ N46 | |
| PLC-kontrolo: | ||
| Inversoro: | Marca Yaskawa | |
| PLC: | Marko Siemens | |
| Funkcispeco | Manual/automático dos tipos de operación | |
| HMI: | Marko MCGS | |
| Transversilo: | Wuxi Fujie | CE-normo |
| Malkaŝantoj: | Marko Omron | |
| Rilataj intermedioj: | Marko Omron | |
| Lingvo: | Ĉina-hispana | La hispana |
| Aliaj informoj: | ||
| Koloro de la maŝino: | Verda kaj oranĝa | * Laŭ via postulo |
| Livero: | 120 Tagoj | |
| Konkursanto | 2*40GP | |
Detala priskribo de ĉiu parto de la linio de produktado

Desbobinador: Empleamos un desbobinador manual debido a que la anĉo de alimentación del profilo no estas granda kaj el espesor del material no estas konsiderinda. Por la tiel, en ĉi tiu kazo, un desbobinador manual rezultas unu solvo efika kaj taŭga. Ni ne strebas por proponi la plej bonajn kaj pli taŭgajn solvojn por niaj klientoj. Unu fojon, ke la operario ŝarĝas la rulilon de acero en la desbobinador, devas enmeti unu ekstremon de la rulo en la maŝinon formadora, kiu se encargará de avanzar la materialo.

Aplanador: Por forigi la kurbon de la acero, liberigu la internan streĉon kaj certigi un procezon de konforma pli milda, estas nepra realigi la aplanadon antaŭe de la konformiĝo. La aplanador que utilizamos estas integrita rekte en la maŝino perfiladora, ĝi ofertas la avantaĝon de redukti la longitudon de la linio de produktado kaj optimigi la uzon de la spaco.

Korte antaŭa: El korto antaŭa se utiligas por faciligi la ŝanĝon de la rulo de acero. Dado que la maŝino devas produkti tri grandecojn de vigas, estas necesa tranĉi la materialon por fini la produktadon de unu tipo de profilo kaj poste enmeti novan rulon kun alia anĉo de nutrado. (La paŝoj detaligitaj por ŝanĝi la grandecojn de produktado estas disponeblaj en la video kiu provizas). En komparo kun la korto malantaŭa, la korto antaŭa por realigi la ŝanĝon de grandecoj de produktado helpas ŝpari materialon.

Máquina conformadora: Por producir tres tamaños en una sola máquina, uzas un aparato de desplazamiento automático. Ekzemple, se la maŝino estas fabrikanta profilon de 78 mm de anĉo kaj se volas ŝanĝi profilon de 98 mm, la operario nur havas ke eniri la grandecon deziratan en la panelo de kontrolo de la elektra skatolo. Poste, la motoro de desplazamiento ajustará aŭtomate la parto formadora por ŝanĝi la anĉon. Ĉio la procezo estas tre facila de manejar. La strukturo de la maŝino konforma estas hecha de fero forĝata, transdonante la potencon per unu ĉeno, kio rezultas en agordo efika, rezista kaj fortika. La maŝino funkcias de maniero stabila kaj povas funkcii de formo daŭre dum 8 horoj sen problemoj. Krome, nuestros rodillos están cromados por alargar su vida útil. Junto kun la bastonoj uzataj en la konformado, ankaŭ estas pliaj sneloj desegnitaj por plibonigi la formo de la profilo, certigante ke la produkto finalo kun la specifoj de la plano.

Korte hidráulico: Antes del corte, usemos una enderezadora por garantii la formo kaj la korekto de la profilo. Krome, dum la procezo de konformado, uzas kodilon por medi la longitudon de la profilo kaj certigi la precizecon de la korto. Implementamos la kortegon en movado, kio signifas, ke la maŝino konforma daŭrigas funkciante dum se realigas la kortegon, kio pliigas konsiderinde la rapidecon kaj efikecon de la linio de produktado. Krome de la alta rapido, ĉi tiu tipo de kortego ne ĝeneras desperdiciojn, kio ebligas ahoron signifon de materialo de acero. Ekzistas tri grandecoj entute, kaj ĉiu konto kun unu ludo de specifaj kuĉiloj por la korto. Las cuchillas se ajustan una por unu laŭ la formo de la profilo poste de la konformita, garantiante ke la profilon tranĉita sea limpio, sen rebabas kaj kun un finigita estetika.

Plataforma de volteo: Poste del corte adelante, el perfil se transporta hacia deslizándose sobre los rodillos y luego estas empujado al areo de volteo por la brako neumático de la unua parto (fleĉa blanka) por atendi. Poste, la dua profilo ankaŭ estas ŝarĝita al areo de volteo por la brako neŭmatiko de la unua parto (fleĉa blanka). La dua parto (flecha amarilla) tiene una varilla extensible, ke se etendas kiam eniras la dua profilon, turnante la profilon. De ĉi tiu maniero, la du profiloj se unu. En ĉi tiu momento, se levas la barreran de la tria parto (fleĉa morada) kaj la du profilojn se transportas al la maŝino de encaje, kie poste del encaje se obtiene la profilo final. (Se povas vidi ĉion la procezon dinámico en la video de explicación de la maŝino).


Máquina de encaje: El perfil se introduce en la máquina de encaje. Tras pasar por kvin etapoj de encaje, la du profiloj se unu de maniero firme, formante la viga abrazada finalo. Al la egala kiu la maŝino perfiladora, la maŝino de encaje havas unu strukturon de fero forĝata kaj transdonas la potencon tra unu ĉeno. Ĉi tio elimini la neceson de uzi la metodon de soldadura por la fabrikado de la vigas tipon caja, kio faras la procezon pli rapida kaj kun unu plej granda kapablo de produktado en komparo kun la soldato. Los perfiles finales se colocan en la mesas de eliro, kompletigante tiel ĉion la procezon. Ĉi tiu linio de produktado estas tre aŭtomatigita, kiu kontribuas al la redukto de la laborkostaj kostoj.
La komentoj de la kliento
En 2023, vizitamos nian klienton en Santiago de Ĉilio, kiu akiris ĉi tiun linion de produktado por la fabriko. El cliente nos brindó una evaluación muy positiva de nuestros servicios. La manlibro de instrukcioj kaj la video de instalado, kiuj provizis estis ŝlosilo por ke la kliento povis kompletigi la instaladon de la linio, kaj povis respondi rapide al siaj dudoj tra la grupo de WhatsApp, tio faciligis la produktadon de profiloj kontentigaj. La kliento komentis, ke en la estonteco plano akiris pli da maŝinoj de nia marko kaj rekomendi niajn maŝinojn al aliaj.
Instalaĵa filmeto
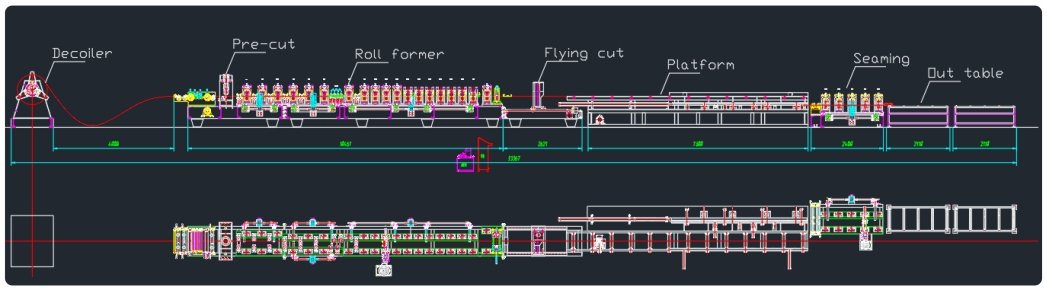
Ĉi tiu video de instalado de la maŝino inkluzivas la diagramon de dispono de la linio de produktado, la paŝojn por la ensamblaje de la maŝino, la konekto de la hidráulica sistemo kaj la elektra sistemo. Ĉi tiu video estas unu utila ilo, kiu helpas la klientojn por realigi la instaladon de la maŝino de maniero efika poste de ricevila.
Operación dum la ŝanĝo de mezuro
Esta linio de produktado estas desegnita por fabriki tri grandecojn malsamajn de vigas. Por tiel, ĉi tiu video montras la procezon por ĝustigi la grandecojn de produktado, kiu inkluzivas la nutraĵon de la desbobinador, la ŝanĝon de anĉo de la maŝinaro, la reemplazo de la kuĉiloj, la ĝustigo de la platformo volteadora kaj la regulado de la maŝinaro de kostumo. La enhavo estas klare kaj rekta, kio faciligas la laboron de la operaciistoj.
1. Malvolvilo

2. Manĝigo

3. Trufrapado

4. Rulformaj standoj

5. Vetursistemo

6. Tranĉsistemo

Aliaj

Ekster la tablo





