









ویدئو
پروفایل

ناودان:ناودانهای فلزی معمولاً برای زهکشی در امتداد لبههای پشت بام ساختمانها، عمدتاً برای جمعآوری و هدایت آب باران، استفاده میشوند. سبکهای رایج عبارتند از:hالف-گردنوعو ک-سبکنوعآنها معمولاً از مواد فلزی با ضخامت 0.3 تا 0.8 میلیمتر، مانند آلومینیوم، فولاد پیشرنگشده یا فولاد گالوانیزه ساخته میشوند.
کلاهک ریج:خط الراسکلاهاستمجموعهجایی که دو طرفِدوسقفپانلهاملاقات، همچنین به عنوان سقف شناخته می شودبالامعمولاً اینطور استاستفادهد برای افزایش آببندی و زیبایی سقف. کلاهکهای لبهدار معمولاً از فولاد پیشرنگشده یا فولاد گالوانیزه با ضخامت ۰.۳ تا ۰.۸ میلیمتر ساخته میشوند.
پارامترهای فنی اصلی مورد واقعی
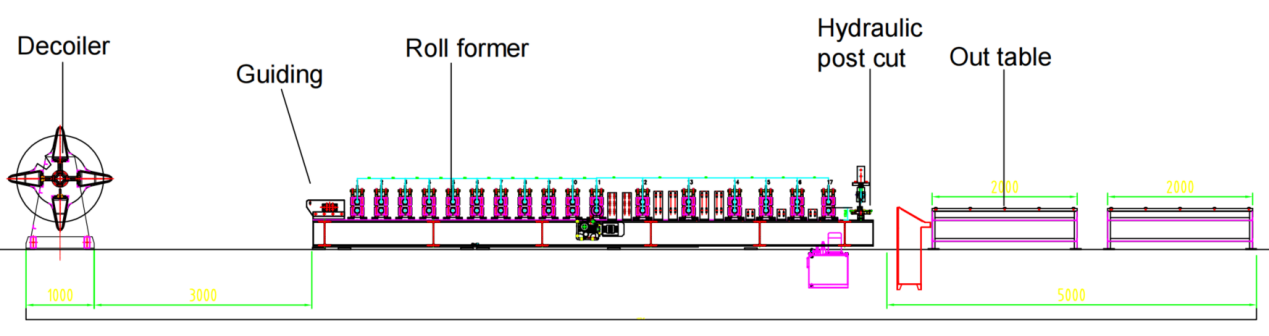
نمودار جریان: رول بازکن - راهنما - دستگاه رول فرمینگ - برش هیدرولیک - میز
- سرعت خط پوشش 1.Ridge: 0-12 متر در دقیقه، قابل تنظیم
- سرعت خط ناودان: 0-4 متر در دقیقه، قابل تنظیم
- ۳. سوییجنس میز: فولاد گالوانیزه، فولاد پیشرنگشده، آلومینیوم
- ضخامت مواد: 0.3-0.8 میلی متر
- 5. دستگاه رول فرمینگ: ساختار پنل دیواری و سیستم محرک زنجیرهای
- ۶. سیستم برش: پس از دستگاه رول فرمینگ، برش متوقف میشود، رول فرمینگ هنگام برش متوقف میشود.
- کابینت 7.PLC: سیستم زیمنس.
لیست بستهبندی واقعی
- 1. کویل بازکن هیدرولیک * 2
- ۲. دستگاه رول فرمینگ دو ردیفه * ۱
- ۳. دستگاه برش هیدرولیک دو ردیفه * ۱
- میز ۴.Out * ۲
- کابینت کنترل 5.PLC * 1
- ۶. ایستگاه هیدرولیک * ۱
- 7. جعبه قطعات یدکی (رایگان)
شرح مورد واقعی
- کویل بازکن

برای درپوش شیبدار و ناودان، پیکربندی کویلزدایی تقریباً یکسان است و از کویلزداییهای هیدرولیکی با ظرفیت بار هر کدام ۳ تن استفاده میشود. با توجه به عرضهای مختلف کویلهای فولادی مورد استفاده برای درپوش شیبدار و ناودان، بهتر است برای هر خط تولید یک کویلزدایی اختصاصی اختصاص داده شود. این رویکرد، زمان خاموشی در حین تعویض کویل را به حداقل میرساند و راندمان عملیاتی را برای هر خط تولید افزایش میدهد.
هدایت

غلتکهای هدایتکننده، تراز بین کویل فولادی و ... را تضمین میکنند. رول فرمینگدستگاه، جلوگیری از اعوجاج در طول فرآیند شکلدهی.
دستگاه رول فرمینگ

این دستگاه رول فرمینگ از یک ساختار پنل دیواری و یک سیستم محرک زنجیری استفاده میکند. برخلاف دستگاههای دو ردیفه مرسوم که دارای دو اندازه مختلف از یک پروفیل یکسان هستند، این دستگاه پروفیلهای کاملاً متمایز را در هر ردیف مدیریت میکند.
لازم به ذکر است که دو ردیف نمیتوانند همزمان کار کنند. اگر تقاضای تولید بالاتری دارید، توصیه میکنیم برای هر پروفیل یک خط تولید جداگانه اختصاص دهید.
علاوه بر این، پوششهای فلزی روی زنجیرها نصب شدهاند تا از کارگران در برابر تماس تصادفی با زنجیرههای چرخان محافظت کنند و زنجیرها را در برابر آسیب ناشی از گرد و غبار و آوار محافظت کنند.
برش هیدرولیکی

دستگاههای برش روی این خط تولید ثابت شدهاند و حرکت کلاف فولادی را در حین برش متوقف میکنند. برای مشتریانی که به سرعت تولید بالاتری نیاز دارند، ما یک دستگاه برش معلق ارائه میدهیم که پایه آن میتواند به راحتی روی ریلها با همان سرعت دستگاه رول فرمینگ به جلو و عقب حرکت کند. این طراحی نوآورانه باعث میشود کلاف فولادی بدون وقفه در حین برش از طریق دستگاه رول فرمینگ حرکت کند و در نتیجه راندمان کلی خط تولید را به میزان قابل توجهی افزایش میدهد.
در انتهای هر دو ردیف، تیغههای برش با دقت ساخته شدهاند تا دقیقاً با خطوط پروفیلهای مربوطه مطابقت داشته باشند. این امر تضمین میکند که لبههای پروفیلها بدون اعوجاج باشند و بالاترین استانداردهای دقت و کیفیت را حفظ کنند.
ایستگاه هیدرولیک
برق اولیه دستگاه برش را از طریق یک مخزن روغن بسته تأمین میکند. بدون نیاز به قطع برق، خاموش است که میتواند در مصرف برق صرفهجویی کند.
ایستگاه هیدرولیک مجهز به فن خنککننده است که اتلاف حرارت کارآمد را برای اطمینان از عملکرد طولانی و بهینه تسهیل میکند. با نرخ خرابی پایین و دوام استثنایی، ایستگاه هیدرولیک عملکرد قابل اعتمادی را در درازمدت تضمین میکند.
کابینت کنترل PLC و رمزگذار

خط تولید رول فرمینگ مجهز به انکودر برند ژاپنی KOYO است. انکودر، طولهای شناساییشده کویلهای فولادی را به سیگنالهای الکتریکی تبدیل کرده و آنها را به کابینت کنترل PLC منتقل میکند. اپراتورها میتوانند سرعت تولید، مقدار و طول برش را تنظیم کنند. دستگاه برش به لطف اندازهگیری و بازخورد دقیق انکودر، به دقت قابل توجهی دست مییابد و خطاهای برش را در محدوده ±1 میلیمتر نگه میدارد.
1. کویل بازکن

۲. تغذیه

3. پانچ کردن

4. غرفههای رول فرمینگ

۵. سیستم رانندگی

6. سیستم برش

دیگران

میز بیرون





