








ویدئو
پروفایل

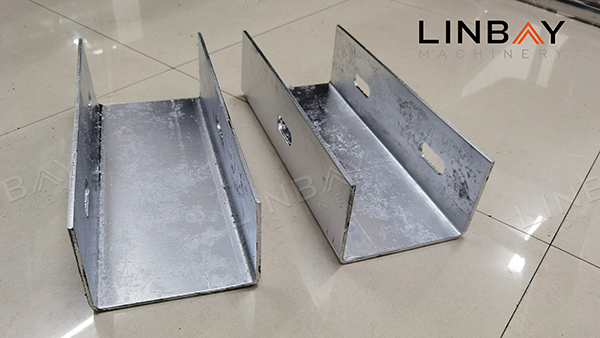
پروفیلهای تولید شده در این خط تولید، همگی به شکل U هستند، به ویژه ستون U شکل و بلوک فاصلهدهنده در سیستم گاردریل. بلوک فاصلهدهنده به عنوان یک بلوک مقاومتی که بین ستون و تیر گاردریل قرار گرفته است، عمل میکند و در برابر ضربه، ضربهگیری ایجاد میکند.
معمولاً ستونهای U شکل و بلوکهای فاصلهدهنده از فولاد نورد سرد یا گرم نورد شده با ضخامت ۵ میلیمتر ساخته میشوند و قبل از فرآیند شکلدهی، سوراخکاری روی آنها انجام میشود. این سوراخها برای نصب پیچ و مهره طراحی شدهاند.
پارامترهای فنی اصلی مورد واقعی
نمودار جریان

5کویل بازکن هیدرولیک T--هدایت--تراز کردن--هیدرولیکپانچ -- دستگاه رول فرمینگ -- برش هیدرولیک -- میز برش
پارامترهای فنی اصلی:
1. سرعت خط: قابل تنظیم از 0 تا 6 متر در دقیقه
2. پروفیلها: کانال پست U و فاصلهدهنده
۳. ضخامت مواد: ۵ میلیمتر (برای این کاربرد)
۴. مواد مناسب: فولاد نورد گرم، فولاد نورد سرد
۵. دستگاه رول فرمینگ: سازه چدنی با سیستم محرک گیربکسی
۶. تعداد ایستگاههای شکلدهی: ۱۶
۷. سیستم پانچ: هیدرولیک؛ رول فرم در حین پانچ متوقف میشود
۸. سیستم برش: هیدرولیک؛ غلتک در حین برش متوقف میشود
9. کابینت PLC: مجهز به سیستم زیمنس
شرح مورد واقعی
هیدرولیکdاکویلر
این دستگاه کویلزدایی هیدرولیکی که با در نظر گرفتن کارایی و ایمنی طراحی شده است، توسط یک ایستگاه هیدرولیک قوی تغذیه میشود. این دستگاه مجهز به یک نگهدارنده کویل بیرونی است که به طور مؤثر از لغزش کویل فولادی در حین کار جلوگیری میکند. علاوه بر این، بازوی پرس، کویل را به طور ایمن در جای خود نگه میدارد و در نتیجه با جلوگیری از هرگونه فنر ناگهانی، ایمنی کارگران را تضمین میکند.
تراز کننده

با کاهش تنش داخلی درون کویلها، این ترازکننده آنها را برای فرآیندهای پانچ و شکلدهی بهینه میکند. این ترازکننده که با پایه دستگاه شکلدهی یکپارچه شده است، نه تنها کارایی را بهبود میبخشد، بلکه فضای ارزشمند کف را نیز ذخیره کرده و هزینههای زمین را در راهاندازی خط تولید شما کاهش میدهد.
هیدرولیکpانچ
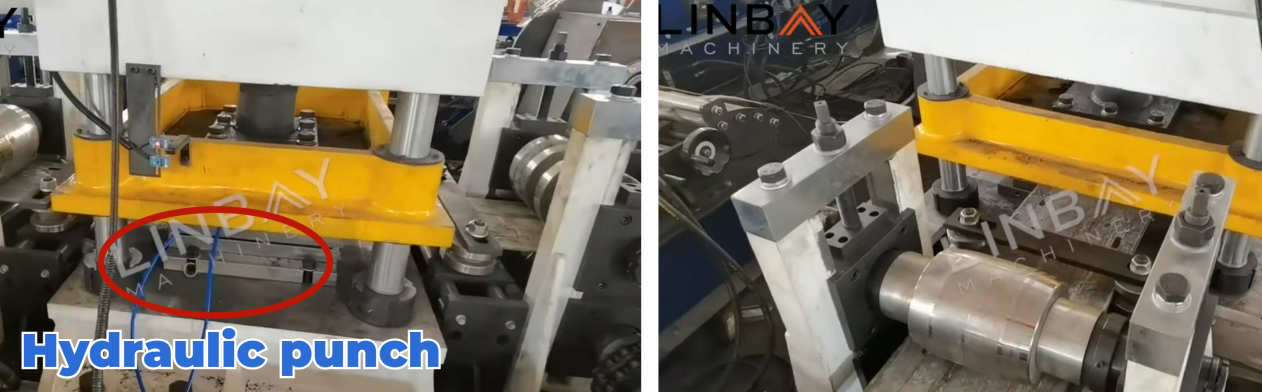
پانچ هیدرولیک میتواند به طور موثر سوراخهایی را در کلافهای فولادی تا ضخامت 5 میلیمتر ایجاد کند و آنها را برای نصب پیچ آماده سازد. این دستگاه که به پایه دستگاه رول فرمینگ متصل است، عملیات دقیق را تضمین میکند، هرچند که در حین پانچ نیاز به مکثهای کوتاه دارد.
برای افزایش سرعت تولید، یک راه حل پانچ هیدرولیک مستقل نیز موجود است.
Rاوهfاورینگmآچین

در هسته خط تولید، دستگاه رول فرمینگ قرار دارد که دارای ساختار چدنی مستحکمی است که قادر به شکلدهی آسان کویل فولادی با ضخامت ۵ میلیمتر میباشد. تمام غلتکهای رول فرمینگ توسط سیستم گیربکس تغذیه میشوند و از Gcr15، یک فولاد کرومدار پرکربن، ساخته شدهاند که سختی و مقاومت سایشی استثنایی را ارائه میدهد و با آبکاری کروم تقویت میشود. علاوه بر این، شفتهای ۴۰Cr عملیات حرارتی شده، دوام و قابلیت اطمینان را حتی در سختترین شرایط تضمین میکنند.
انکودر و PLC
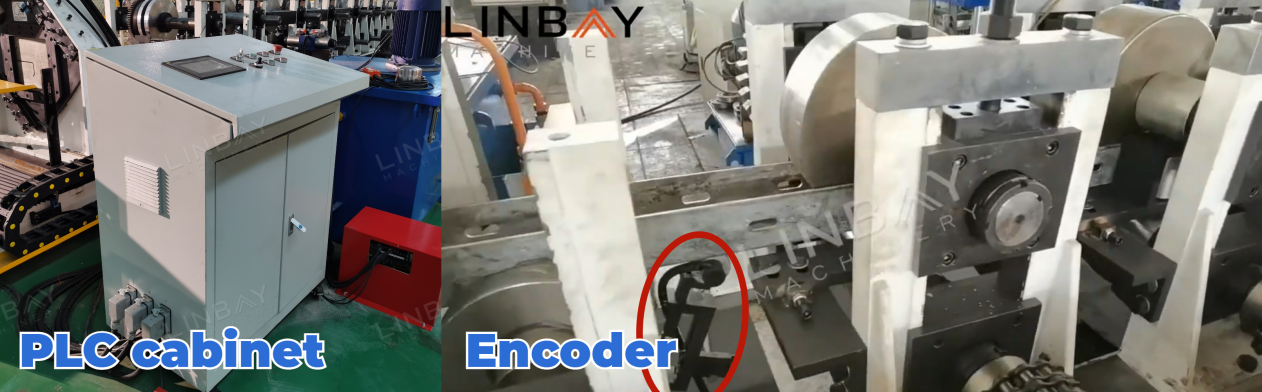
دقت و کنترل به طور یکپارچه با انکودر و سیستم PLC یکپارچه شدهاند. انکودر با تبدیل طول کلاف فولادی به سیگنالهای الکتریکی، بازخورد دقیقی را به کابینت کنترل PLC ارائه میدهد. پارامترهایی مانند سرعت تولید، تعداد در هر چرخه و طول برش، همگی میتوانند در کابینت کنترل PLC پیکربندی شوند و اطمینان حاصل شود که خطاهای برش در محدوده مجاز محدود میشوند.±۱ میلیمتر. مشتریان میتوانند طول برش را طبق نیاز خود از طریق پنل عملیات تنظیم کنند.
هیدرولیکcut

هر برش، لبههای صاف و بدون پلیسه ایجاد میکند که باعث حذف ضایعات و تضمین دقت بیعیب و نقص میشود و در نهایت باعث صرفهجویی در هزینهها برای مشتریان میشود. شایان ذکر است که دستگاه رول فرمینگ در طول هر عملیات برش مکث میکند.
ما همچنین یک راهکار با سرعت بالاتر ارائه میدهیم که در صورت نیاز، دستگاه رول فرمینگ در حین برش متوقف نمیشود.
هیدرولیکsایستگاه
کارایی با قابلیت اطمینان از طریق ایستگاه هیدرولیک پیشرفته ما ترکیب میشود. این ایستگاه با داشتن فنهای برقی خنککننده، گرما را به طور مؤثر دفع میکند و دمای کاری بهینه را برای عملیات طولانی مدت حفظ میکند. ایستگاههای هیدرولیک ما با حداقل میزان خرابی، دوام و طول عمر را تضمین میکنند و گردش کار تولید بدون وقفه را تضمین میکنند.
1. کویل بازکن

۲. تغذیه

3. پانچ کردن

4. غرفههای رول فرمینگ

۵. سیستم رانندگی

6. سیستم برش

دیگران

میز بیرون






