









video
Profiili

Vesikouru:Metallisia rännejä käytetään yleisesti rakennusten kattojen reunojen viemäröintiin, pääasiassa sadeveden keräämiseen ja ohjaamiseen. Yleisiä tyylejä ovat mm.half-pyöristäätyyppija K-tyylityyppiNe on tyypillisesti valmistettu 0,3–0,8 mm:n paksuisista metalleista, kuten alumiinista, esimaalatusta teräksestä tai galvanoidusta teräksestä.
Harjanteen yläosa:Harjukorkkionsarjamissä kaksi puoltakaksikattopaneelittavata, joka tunnetaan myös nimellä katonhuippuSe on tyypillisestikäyttääd parantaakseen katon tiiviyttä ja estetiikkaa. Harjakatteet valmistetaan yleensä valmiiksi maalatusta teräksestä tai sinkitystä teräksestä, jonka paksuus on 0,3–0,8 mm.
Todellinen tapaus - tärkeimmät tekniset parametrit
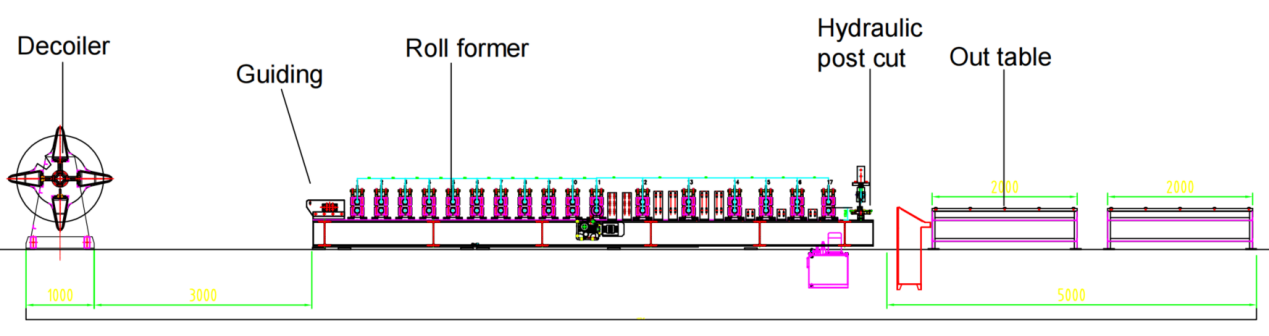
Vuokaavio: Purkulaite -- Ohjaus -- Rullamuovauskone -- Hydraulinen leikkaus -- Uloskäyntipöytä
- 1. Harjanteen korkki - Siiman nopeus: 0-12 m/min, säädettävä
- 2. Kourulinjan nopeus: 0-4 m/min, säädettävä
- 3.Suipöydän materiaali: sinkitty teräs, esimaalattu teräs, alumiini
- 4.Materiaalin paksuus: 0,3–0,8 mm
- 5. Rullamuovauskone: Seinäpaneelirakenne ja ketjukäyttöjärjestelmä
- 6. Leikkausjärjestelmä: Pysähdy leikkaamaan rullanmuodostuskoneen jälkeen, rullanmuodostin pysähtyy leikkauksen aikana.
- 7.PLC-kaappi: Siemens-järjestelmä.
Oikea pakkauslista
- 1.Hydraulinen kelapuristin * 2
- 2.Kaksirivinen rullamuovauskone * 1
- 3.Kaksirivinen hydraulinen leikkauskone * 1
- 4. Uloskäyntipöytä * 2
- 5.PLC-ohjauskaappi * 1
- 6.Hydrauliikka-asema * 1
- 7. Varaosalaatikko (ilmainen)
Todellinen tapaus - kuvaus
- Purkulaite

Harjakatteen ja rännien purkajan kokoonpano on lähes identtinen, ja siinä käytetään hydraulisia purkajia, joiden kantavuus on 3 tonnia kukin. Koska harjakatteessa ja rännien valmistuksessa käytettävien teräskelojen leveydet vaihtelevat, on parempi varata oma purkaja kullekin tuotantolinjalle. Tämä lähestymistapa minimoi seisokkiajat kelojen vaihdon aikana ja parantaa kunkin tuotantolinjan toiminnan tehokkuutta.
Opastava

Theohjausrullat varmistavat teräskelan ja rullamuovauskone, mikä estää vääristymiä muovausprosessin aikana.
Rullamuovauskone

Tämä rullamuovauskone käyttää seinäpaneelirakennetta ja ketjukäyttöjärjestelmää. Toisin kuin perinteisissä kaksirivisissä kokoonpanoissa, joissa on kaksi eri kokoista samaa profiilia, tämä kone käsittelee täysin erillisiä profiileja kummallakin rivillä.
On tärkeää huomata, että kaksi riviä ei voi toimia samanaikaisesti. Suosittelemme erillisen tuotantolinjan omistamista kullekin profiilille, jos tuotantovaatimukset ovat suuremmat.
Lisäksi ketjujen päälle on asennettu metallisuojukset suojaamaan työntekijöitä vahingossa tapahtuvalta kosketukselta pyöriviin ketjuihin ja suojaamaan ketjuja pölyn ja roskien aiheuttamilta vaurioilta.
Hydraulinen leikkaus

Leikkauskoneet on kiinnitetty tähän tuotantolinjaan, mikä pysäyttää teräskelan liikkeen leikkauksen aikana. Asiakkaille, jotka tarvitsevat suurempaa tuotantonopeutta, tarjoamme lentävän leikkauskoneen, jonka jalusta voi liikkua sujuvasti eteen- ja taaksepäin kiskoilla samalla nopeudella kuin rullamuovauskone. Tämä innovatiivinen rakenne mahdollistaa teräskelan etenemisen muovauskoneen läpi ilman keskeytyksiä leikkauksen aikana, mikä parantaa merkittävästi tuotantolinjan kokonaistehokkuutta.
Molempien rivien päässä leikkuuterät on huolellisesti työstetty vastaamaan tarkasti kunkin profiilin muotoja. Tämä varmistaa, että profiilien reunat pysyvät vääristymättöminä ja säilyttävät korkeimmat tarkkuus- ja laatustandardit.
Hydrauliikka-asema
Syöttää alkuvirran leikkuriin suljetun öljysäiliön kautta. Se on pois päältä ilman katkaisua, mikä voi säästää virtaa.
Hydrauliikka-asema on varustettu jäähdytyspuhaltimella, joka mahdollistaa tehokkaan lämmönpoiston ja varmistaa pitkäkestoisen ja optimaalisen toiminnan. Alhaisen vikaantumisasteen ja poikkeuksellisen kestävyyden ansiosta hydrauliikka-asema takaa luotettavan suorituskyvyn pitkällä aikavälillä.
PLC-ohjauskaappi ja enkooderi

Rullamuovauslinja on varustettu japanilaisen KOYO-merkin enkooderilla. Enkooderi muuntaa teräskelojen mitatut pituudet sähköisiksi signaaleiksi ja lähettää ne PLC-ohjauskaappiin. Käyttäjät voivat säätää tuotantonopeutta, määrää ja leikkauspituuksia. Leikkauskone saavuttaa huomattavan tarkkuuden enkooderin tarkan mittauksen ja takaisinkytkennän ansiosta, pitäen leikkausvirheet ±1 mm:n sisällä.
1. Kelanpurkukone

2. Ruokinta

3. Lävistys

4. Rullamuovaustelineet

5. Ajojärjestelmä

6. Leikkuujärjestelmä

Muut

Ulos pöytä





