








Profil
A gerincsapka rögzíti a két tetőlejtő találkozási pontját, hatékonyan védve a területet az esőtől és a portól. Ezek a sapkák különböző formákban kaphatók, hogy kiegészítsék a különböző stílusú fém tetőpaneleket, és 0,3-0,6 mm vastag színes bevonatú acélból, PPGI-ből és horganyzott acélból készülnek.
Valós eset - Fő műszaki paraméterek
Folyamatábra: Tekercselő--Vezetés--Hengerlőgép--Hidraulikus lyukasztó--Hidraulikus kivágó--Kivágóasztal

Valós eset - Fő műszaki paraméterek
· Állítható vonalsebesség: 0-10 m/perc
· Kompatibilis anyagok: Színre bevont acél, horganyzott acél és PPGI
· Anyagvastagság tartomány: 0,3-0,6 mm
· Hengerlőgép típusa: Fal-panel szerkezet
· Meghajtórendszer: Láncmechanizmus
· Vágórendszer: Hidraulikus vágás, a tekercsformázó leáll a vágási folyamat során
· PLC vezérlés: Siemens rendszer
Valódi esetgépek
1. Kézi lecsévélő * 1 (Elektromos és hidraulikus lecsévélőt is kínálunk, további információkért lásd az alábbi LEÍRÁST)
2. Hengerlőgép * 1
3.Hidraulikus lyukasztógép * 1
4.Hidraulikus vágógép * 1
5. Kimeneti asztal * 2
6.PLC vezérlőszekrény * 1
7.Hidraulikus állomás * 1
8. Alkatrészdoboz (ingyenes) * 1
Valós eset leírása
Tekercselő
A letekercselő kézi, elektromos és hidraulikus változatban kapható, az acéltekercs vastagsága, szélessége és súlya alapján kiválasztva. Egy kézi letekercselő elegendő egy 0,6 mm vastag tekercs biztonságos megtartásához, biztosítva a sima és stabil letekerést.
A letekercselő központi tengelye, más néven magtágító eszköz, az acéltekercs megtartására szolgál, képes tágulni vagy összehúzódni, hogy 460-520 mm közötti belső átmérőhöz illeszkedjen, biztosítva a biztonságos és sima letekerést. Ezenkívül egy külső tekercsrögzítő is található benne, amely megakadályozza a tekercs lecsúszását, növelve a munkavállalók biztonságát.
Irányítás

A vezetőgörgők segítik az acéltekercs simán történő belépését a hengerlőgépbe, biztosítva az illeszkedést a többi gép középvonalához. Ez az illeszkedés kulcsfontosságú a gerinclemez egyenességének fenntartásához és a pontos alakítási nyomáspontok biztosításához.
hengerlőgép
A falpanel-szerkezet a lánchajtású rendszerrel kombinálva hatékonyan alakítja a 0,3-0,6 mm vastagságú vékony lemezeket, ami költséghatékony megoldást kínál. A lánc egy vasburkolatba van zárva, amely védelmet nyújt a dolgozóknak, és megvédi a láncokat a törmelék okozta károktól. Ahogy az acéltekercs áthalad a formázóhengereken, nyomás- és húzóerőknek van kitéve, ami a kívánt alakot eredményezi.
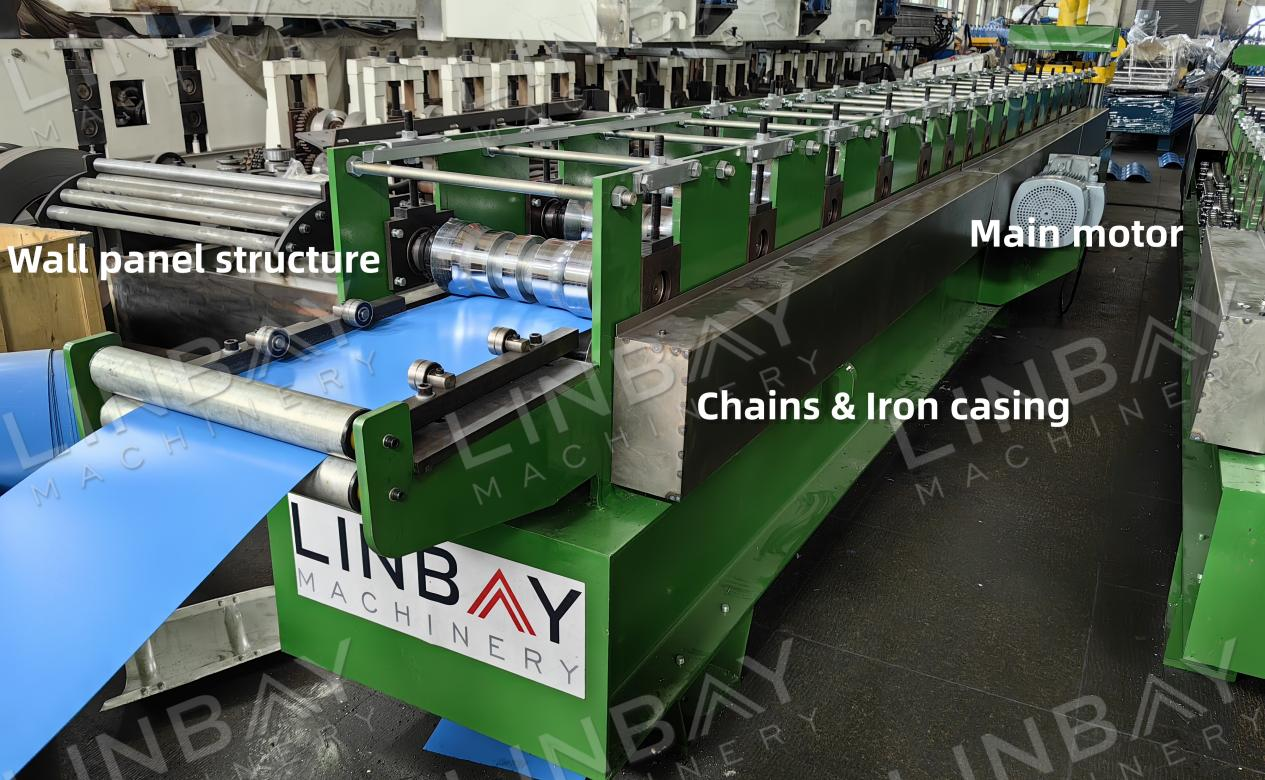
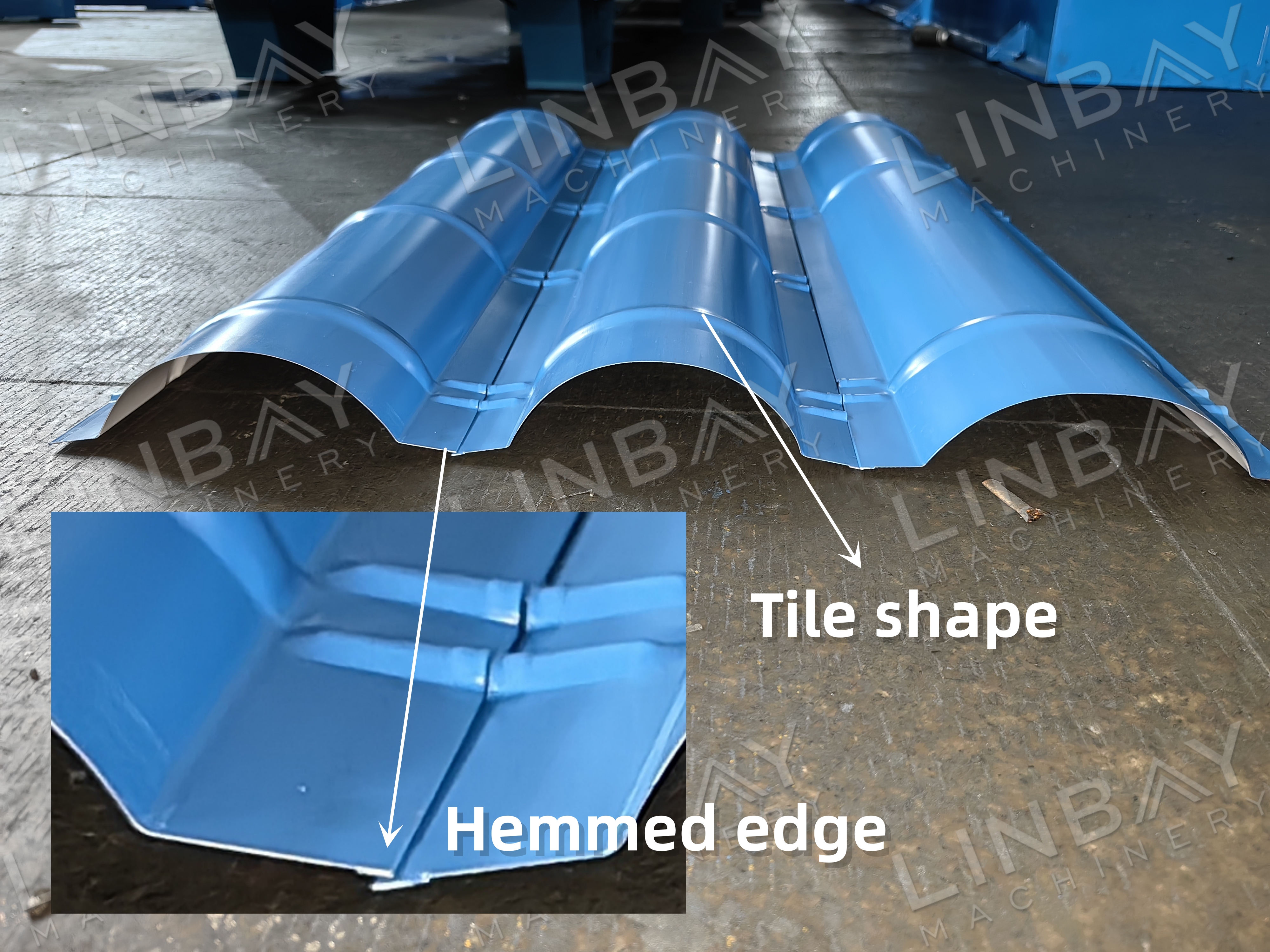
A rendszer 16 formázóállomást tartalmaz, amelyek mindegyikét precízen az ügyfél specifikációi alapján alakítják ki, figyelembe véve a hullámmagasságot, az ív sugarát és a gerincfedél mindkét oldalán található egyenes éleket. Ezeket az állomásokat úgy tervezték, hogy megakadályozzák a tekercs felületének karcolódását vagy a festékbevonat károsodását.
Ez a gerincsapka szegett szélekkel rendelkezik, amelyek növelik a biztonságot azáltal, hogy csökkentik az élességet és megvédik a dolgozókat a sérülésektől. A szegett kialakítás elrejti a fémélt is, megakadályozva az él elcsúszását és csökkentve a gerincsapka szélén kialakuló rozsda kockázatát.
Bélyegzés
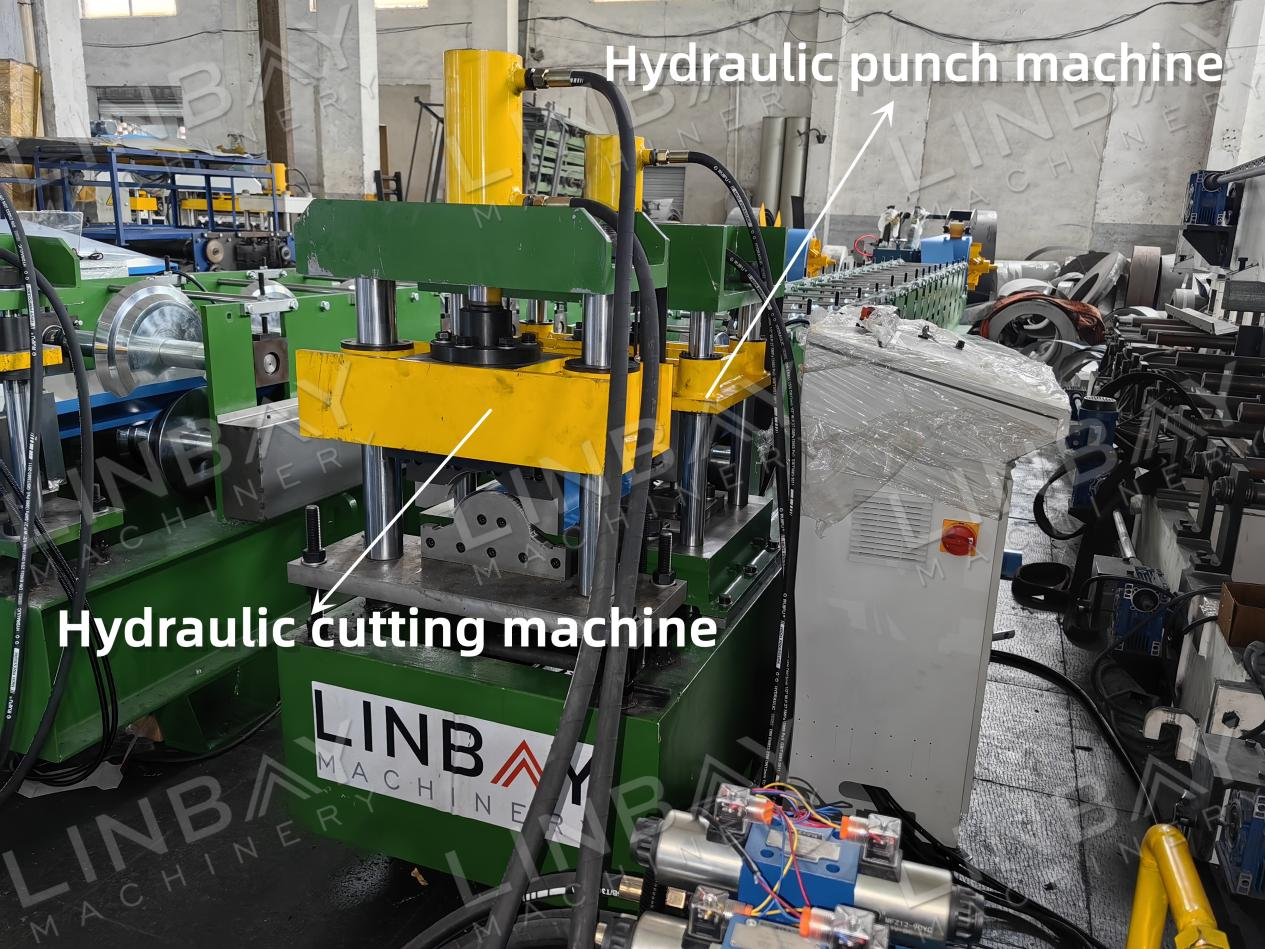
A kialakítás után az acéltekercs félkör alakúra nő. Ezután egy hidraulikus lyukasztógéppel rányomják a kiemelkedő mintát a csempére. Ez a folyamat nemcsak a csempét formálja, hanem a gerincfedél hosszirányú szilárdságát is növeli. A sajtolás gyakorisága a PLC képernyőn keresztül állítható, a sajtolóforma pedig az Ön igényeinek megfelelően testreszabható.
Jeladó, PLC vezérlőszekrény és hidraulikus vágás
Az enkóder pontosan méri az előrehaladó acéltekercs hosszát, és ezt a mérést elektromos jellé alakítja, amelyet a PLC vezérlőszekrényébe küldenek. A kezelők közvetlenül a PLC szekrény képernyőjéről konfigurálhatják a gyártási sebességet, a tételméretet és a vágási hosszt. Az enkóder pontos visszajelzésének köszönhetően a hidraulikus vágógép ±1 mm-en belüli vágási hossz hibát tud fenntartani. Ezenkívül a vágópengék a mellékelt rajzok szerint egyedi tervezésűek, biztosítva a tiszta, deformációmentes éleket és kiküszöbölve a sorjákat.
1. Tekercselő

2. Etetés

3. Ütés

4. Hengerlőformázó állványok

5. Vezetőrendszer

6. Vágórendszer

Mások

Kifelé asztal






