








video
Profilo
Questa linea di produzione può produrre arcarecci di tipo C, Z e M di diverse dimensioni con un elevato grado di automazione. Rappresenta una scelta di investimento conveniente.
Diagramma di flusso

Aspo svolgitore
Installiamo unbraccio di pressionesull'aspo per tenere ferma la bobina d'acciaio durante la sostituzione, evitando il rilascio improvviso e potenziali danni ai lavoratori. Inoltre,foglie protettive in acciaiosono installati per impedire lo slittamento della bobina durante lo svolgimento. Questo design non solo protegge la bobina di acciaio e la macchina, ma anchegarantisce la sicurezza.
Guida e livellatore

I rulli guida mantengono la bobina di acciaio e le macchine sulla stessa linea centrale perprevenire la distorsionedei profili formati. Diversi rulli di guida sono posizionati strategicamente lungo l'intera linea di produzione. Quindi, la bobina di acciaio entra nella livellatrice, cherimuove eventuali irregolarità, migliorando la planarità e il parallelismodella bobina d'acciaio. Questo, a sua volta,migliora la qualitàsia della bobina che del prodotto finale in travetto.
Punzone idraulico
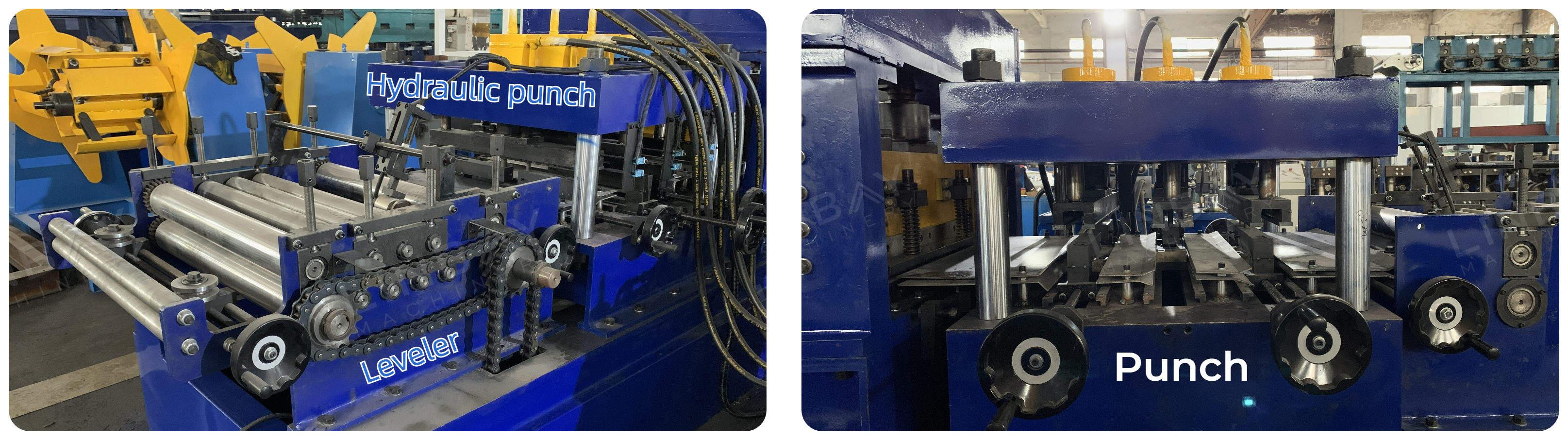
La punzonatrice idraulica è dotata ditre serie di stampie cilindri dell'olio corrispondenti. Queste matrici possono esserein modo rapido e sempliceadattato alle specifiche del cliente, fornendoeccellente flessibilitàIl processo di cambio stampo è efficiente e in genere completato entro5 minuti.
Pre-taglio

Per facilitare la sostituzione di diverse larghezze di bobina per la produzione di varie dimensioni e per risparmiare materia prima, è stato progettato un dispositivo di pretaglio per l'efficienza,riduzione degli sprechi.
La livellatrice, la punzonatrice e la macchina da taglio sono integrate nella macchina profilatrice, che è moltoprogettazione conveniente.
Formatore di rulli
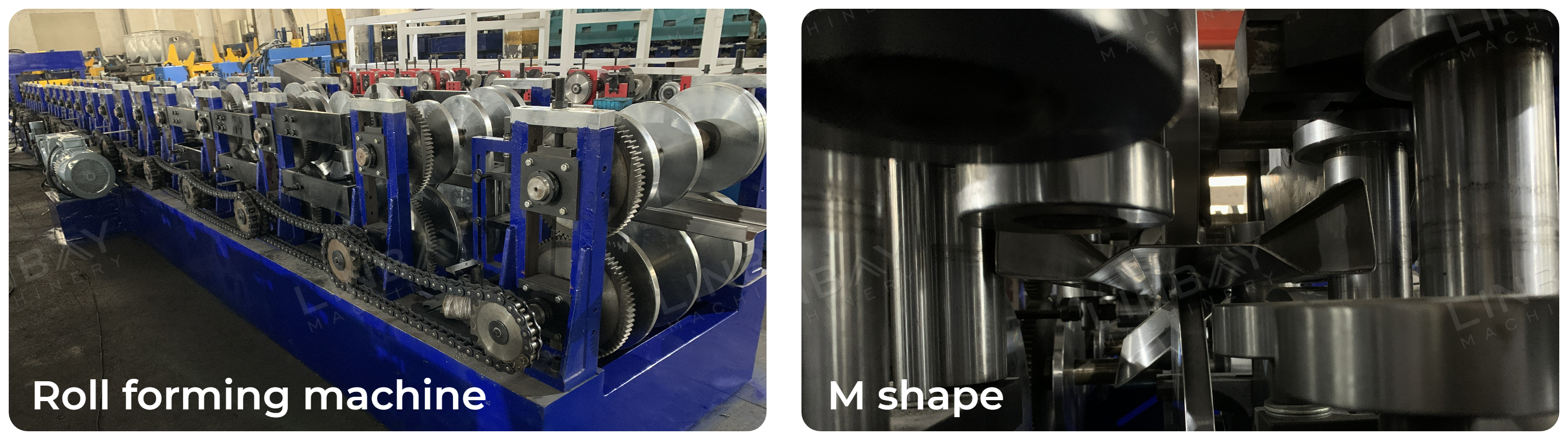
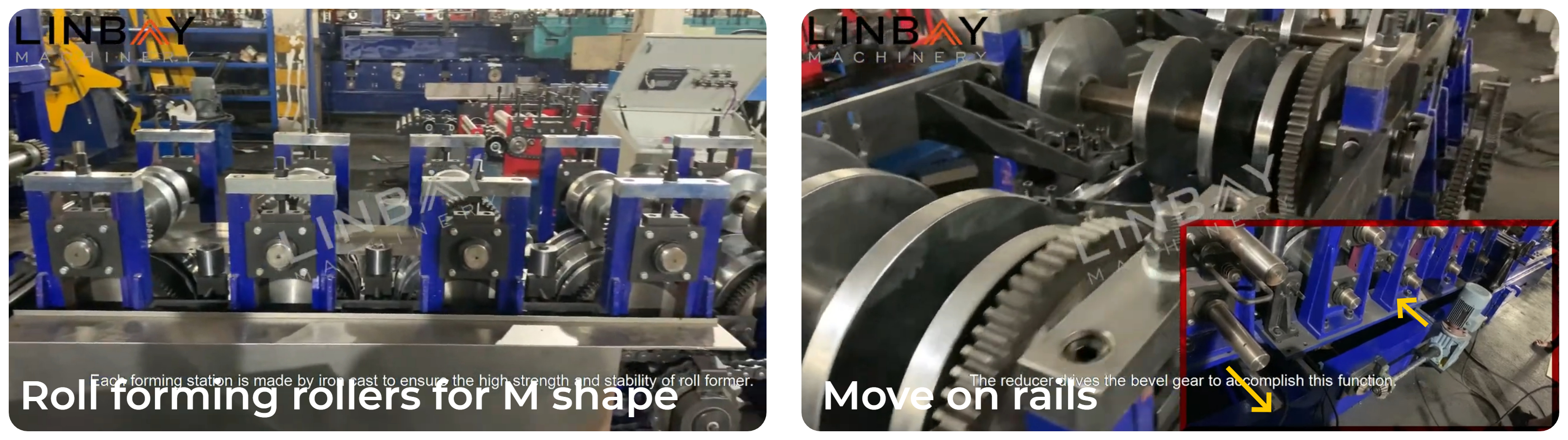
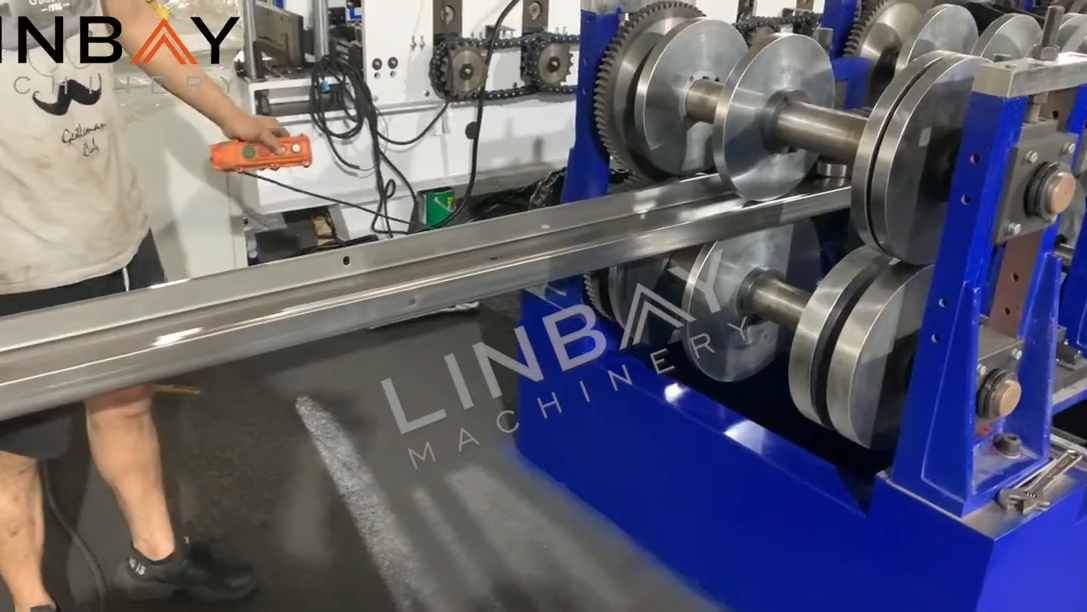
La macchina profilatrice è dotata di unstruttura in ghisaEsistema di trasmissione a catenaLa struttura in ghisa èun pezzo solido di ferro, garantendo robustezza e stabilità. Questa macchina è in grado di produrreTravetti a C, Z e SigmaI primi quattro rulli vengono utilizzati per la forma Sigma e vengono sollevati durante la formazione di forme a C o a Z. Inoltre, ruotando manualmente2-3 stazioni di formatura a 180°, è possibile passare dalla produzione di arcarecci a C a quella a Z. Le stazioni di formatura su un lato della macchina si muovono su rotaie per produrre arcarecci didiverse larghezzeÈ importante notare che, su richiesta, possiamo anche realizzare macchine per travi che variano insia l'altezza che la larghezza inferioresimultaneamente.
Stazione idraulica

La nostra stazione idraulica è dotata di una ventola di raffreddamento che aiuta a mantenere temperature di esercizio ottimali, garantendomaggiore efficienzadurante il funzionamento continuo.
Codificatore e PLC

Gli operai possono controllare la macchina attraverso lo schermo PLC, regolando la produzionevelocità, impostazione delle dimensioni di produzione e lunghezze di taglio, ecc.Un encoder è integrato nella linea di produzione, convertendo la lunghezza rilevata della bobina di acciaio in segnali elettrici trasmessi al pannello di controllo PLC. Ciò consente alla nostra macchina di mantenereprecisione di taglio entro 1 mm, garantendo prodotti di alta qualità eminimizzare gli sprechi di materialea causa di errori di taglio.
Offriamo servizi di personalizzazione, tra cui, a titolo esemplificativo ma non esaustivo, modelli di motori, marche, marche di componenti elettronici e linguaggio del pannello di controllo PLC.
1. Aspo svolgitore

2. Alimentazione

3. Punzonatura

4. Supporti per profilatura a rulli

5. Sistema di guida

6. Sistema di taglio

Altri

Fuori tavolo






