









Video
Profil

Daachränn:Metallränne gi meeschtens fir d'Drainage laanscht d'Kante vu Gebaidiecher benotzt, haaptsächlech fir Reewaasser ze sammelen an ze leeden. Déi heefegst Modeller sinn ënner aneremhAlf-ronnTypan K.-StilTypSi gi typescherweis aus Metallmaterialien tëscht 0,3 an 0,8 mm gemaach, wéi Aluminium, virlackéierte Stol oder galvaniséierte Stol.
Kapp vun der Käpp:De GratKappassastellenwou déi zwou Säiten vunzweeDaachPanneauentreffen, och bekannt als den DaachuewenEt ass typescherweisbenotzend fir d'Dichtung an d'Ästhetik vum Daach ze verbesseren. Dachkappen ginn normalerweis aus virlackéiertem Stol oder galvaniséiertem Stol mat enger Déckt vun 0,3-0,8 mm hiergestallt.
Real Fall - Haapttechnesch Parameteren
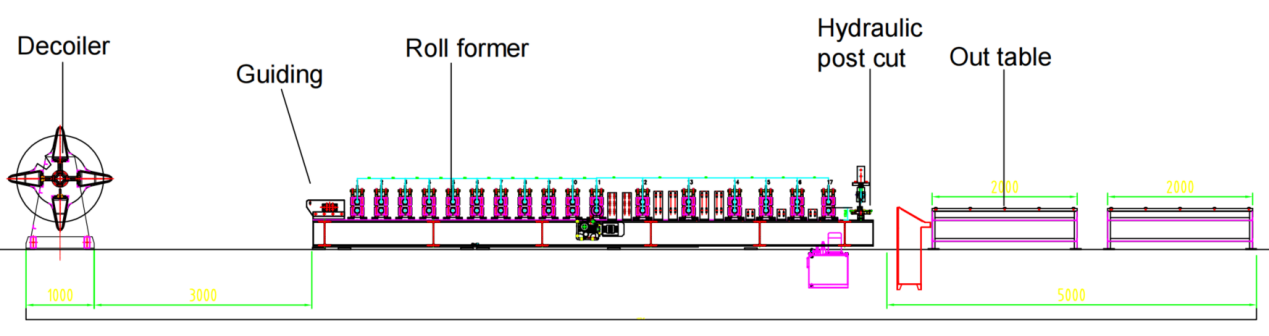
Flussdiagramm: Decoiler--Guiding--Rollformmaschinn--Hydraulesch Ausschneidendësch
- 1. Kammkapp - Linngeschwindegkeet: 0-12m/min, justierbar
- 2. Daachränn-Linn Geschwindegkeet: 0-4m/min, justierbar
- 3.SuiDëschmaterial: galvaniséierte Stol, virlackéierte Stol, Aluminium
- 4. Materialdicke: 0,3-0,8 mm
- 5. Rollformmaschinn: Wandpaneelstruktur a Kettenundriffssystem
- 6. Schneidsystem: Stop fir ze schneiden no der Rollformmaschinn, Rollformer stoppt beim Schneiden.
- 7. PLC-Schrank: Siemens-System.
Echt Këscht - Packlëscht
- 1. Hydraulesch Decoiler * 2
- 2. Duebelreih-Rollformmaschinn * 1
- 3. Duebelreieg hydraulesch Schneidmaschinn * 1
- 4. Dësch dobaussen * 2
- 5. PLC-Steierschrank * 1
- 6. Hydraulesch Statioun * 1
- 7. Ersatzdeelerkëscht (gratis)
Beschreiwung vum richtege Fall
- Decoiler

Fir Dachkapp a Reewaasserränn ass d'Konfiguratioun vum Dehaspel bal identesch, andeems hydraulesch Dehaspelen mat enger Ladekapazitéit vun jee 3 Tonnen benotzt ginn. Wéinst de verschiddene Breete vun de Stolrollen, déi fir Dachkapp a Reewaasserränn benotzt ginn, ass et besser, fir all Produktiounslinn en eegenen Dehaspel ze wielen. Dësen Usaz miniméiert d'Ausfallzäit beim Rollenwiessel a verbessert d'operativ Effizienz fir all Produktiounslinn.
Guidéieren

DenFührrollen garantéieren d'Ausriichtung tëscht der Stahlspiral an dem RollformenMaschinn, fir Verzerrung beim Formprozess ze vermeiden.
Rollformmaschinn

Dës Rollformmaschinn benotzt eng Wandpaneelstruktur an e Kettenundriffssystem. Am Géigesaz zu konventionelle Duebelreih-Opstellungen mat zwou verschiddene Gréisste vum selwechte Profil, handhabt dës Maschinn komplett verschidde Profiler op all Rei.
Et ass wichteg ze bemierken, datt déi zwou Reien net gläichzäiteg funktionéiere kënnen. Mir recommandéieren, fir all Profil eng separat Produktiounslinn ze reservéieren, wann Dir méi héich Produktiounsufuerderungen hutt.
Zousätzlech goufen Metallofdeckungen iwwer d'Ketten installéiert, fir d'Aarbechter virum zoufällege Kontakt mat rotéierende Ketten ze schützen an d'Ketten viru Schied duerch Stëbs a Dreck ze schützen.
Hydraulesch Schnëtt

D'Schneidmaschinne sinn op dëser Produktiounslinn fixéiert, wouduerch d'Bewegung vun der Stolroll beim Schnëtt gestoppt gëtt. Fir Clienten, déi eng méi héich Produktiounsgeschwindegkeet brauchen, bidden mir eng fléiend Schnëttmaschinn un, bei där d'Basis sech op Schinne mat der selwechter Geschwindegkeet wéi d'Rollformmaschinn reibungslos no vir an no hannen beweege kann. Dësen innovativen Design erméiglecht et der Stolroll, sech ouni Ënnerbriechungen beim Schnëtt duerch d'Formmaschinn ze beweegen, wouduerch d'Gesamteffizienz vun der Produktiounslinn däitlech erhéicht gëtt.
Um Enn vun deenen zwou Reien sinn d'Schneidmesser virsiichteg veraarbecht, fir präzis un d'Konturen vun de jeeweilege Profiler unzepassen. Dëst garantéiert, datt d'Kante vun de Profiler onverformt bleiwen, wouduerch déi héchst Standarde vu Präzisioun a Qualitéit erhale bleiwen.
Hydraulesch Statioun
Liwwert dem Schneider déi initial Energie iwwer en zouenen Uelegtank. Hie gëtt ausgeschalt ouni ze schneiden, wat Energie spueren kann.
D'hydraulesch Statioun ass mat engem Killventilator ausgestatt, deen eng effizient Hëtztofleedung erméiglecht fir e laangfristegen an optimalen Operatioun ze garantéieren. Mat enger gerénger Ausfallquote an aussergewéinlecher Haltbarkeet garantéiert d'hydraulesch Statioun eng zouverlässeg Leeschtung op laang Siicht.
PLC-Steierschrank & Encoder

D'Produktiounslinn fir Rollformen ass mat engem Encoder vun der japanescher Mark KOYO ausgestatt. Den Encoder iwwersetzt déi detektéiert Längt vun de Stolrollen an elektresch Signaler a gëtt se un de PLC-Steierschrank weiderginn. D'Betreiber kënnen d'Produktiounsgeschwindegkeet, d'Quantitéit an d'Schnëttlängten upassen. D'Schnëttmaschinn erreecht eng bemierkenswäert Genauegkeet dank der präziser Miessung a Feedback vum Encoder, wouduerch de Schnëttfehler bannent ±1 mm gehale gëtt.
1. Decoiler

2. Fütterung

3. Stanzen

4. Rollformstänner

5. Fuersystem

6. Schneidsystem

Anerer

Dësch eraus





