







Beschreiwung
Daachränne-Rollformmaschinne schaffen normalerweis mat Rohmaterial mat enger Déckt vun 0,4-0,6 mm fir Daachrännen an Oflaaf ze maachen. Déi normal Aarbechtsgeschwindegkeet ass ongeféier 10-20 m/Min. Mir benotzen eng Torri-Stand-Struktur, déi méi schéin a méi stationär ass wann d'Maschinn funktionéiert.
Technesch Spezifikatioun
| Maschinn fir d'Rollformung vun der Daachränn | |||
| Nee. | Artikel | Spezifikatioun | Optional |
| 1 | Geeignet Material | Typ: Galvaniséiert Spul, PPGI, Kuelestol Spul | |
|
|
| Déckt (mm): 0,4-0,6 |
|
|
|
| Streckgrenz: 250 - 550 MPa |
|
|
|
| Tensil Stress (Mpa): G350Mpa-G550Mpa |
|
| 2 | Nominal Formgeschwindegkeet (m/min) | 10-20 | Oder no Ärer Ufuerderung |
| 3 | Formstatioun | 19 | Laut Ärem Profil |
| 4 | Decoiler | Manuell Decoiler | Hydraulesch Decoiler oder Duebelkapp-Decoiler |
| 5 | Haaptmaschinnmotor | Sino-Däitsch Mark | Siemens |
| 6 | Mark PLC | Panasonic | Siemens |
| 7 | Mark vun der Inverter | Yaskawa | |
| 8 | Fuersystem | Kettenundriff | Getriebeundriff |
| 9 | Material vun de Rollen | Stol #45 | GCr15 |
| 10 | Garestruktur | Torri Stand Struktur | Geschmiedete Eisenstatioun Oder Wandpaneelstruktur |
| 11 | Stanzsystem | No | Hydraulesch Stanzstatioun oder Stanzpress |
| 12 | Schneidsystem | Noschneiden | Virschneiden |
| 13 | Ufuerderunge fir d'Stroumversuergung | 380V 60Hz | Oder no Ärer Ufuerderung |
| 14 | Maschinnfaarf | Industriell blo | Oder no Ärer Ufuerderung |
Flussdiagramm
Manuell Decoiler--Fudder--Formmaschinn--hydraulesch Ausschneidendësch
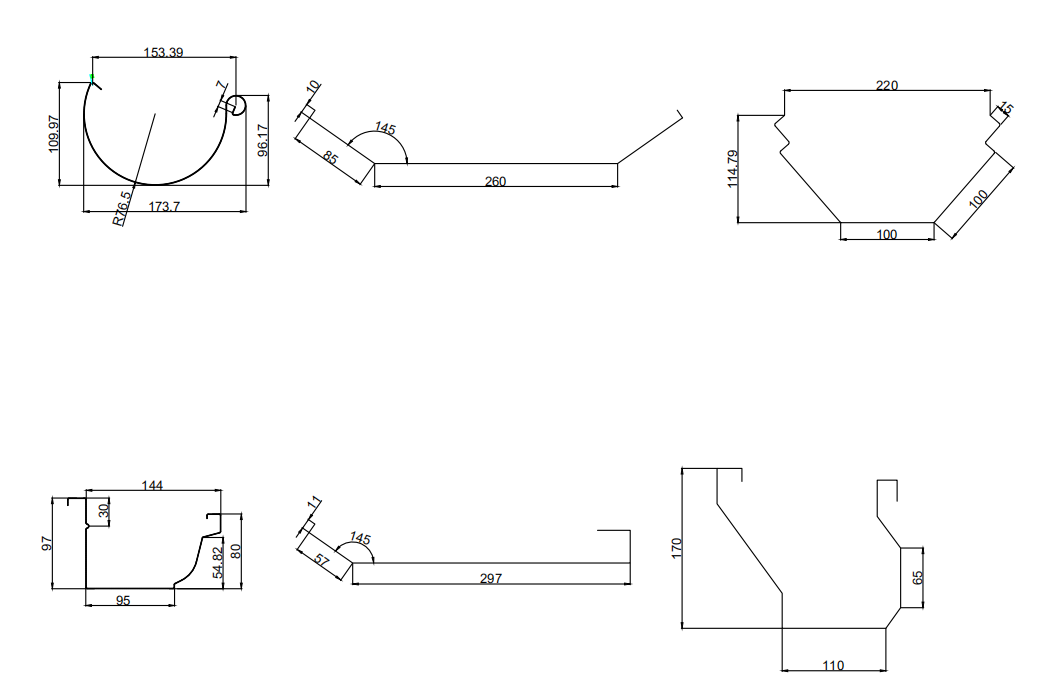
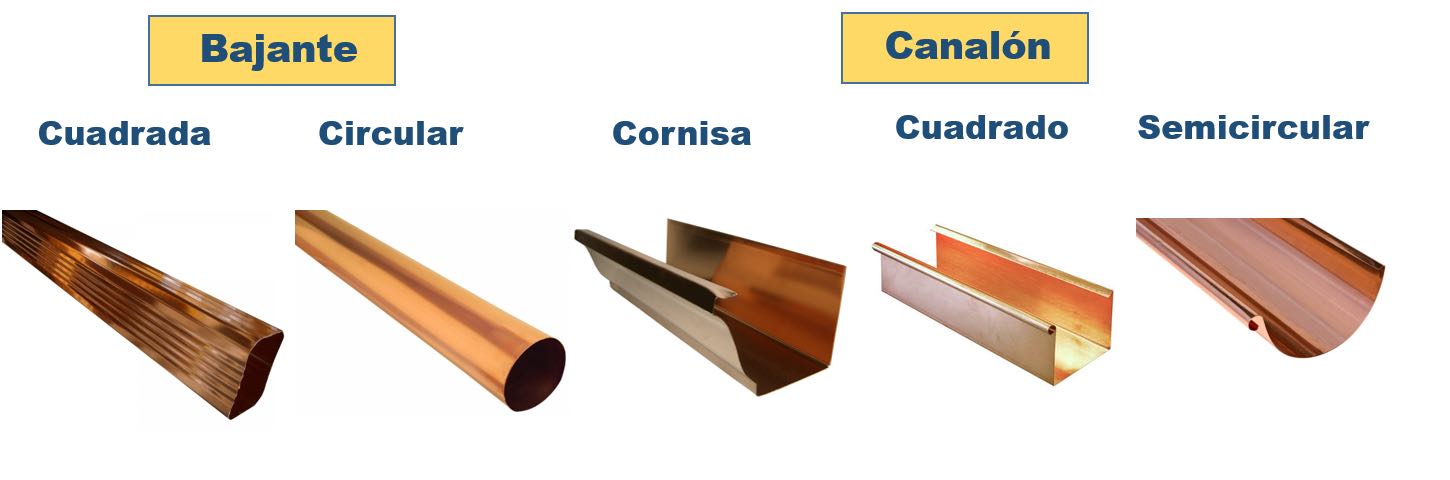
Profiler
Applikatioun

Fotoen vun Detailer


1. Decoiler

2. Fütterung

3. Stanzen

4. Rollformstänner

5. Fuersystem

6. Schneidsystem

Anerer

Dësch eraus

Schéckt eis Är Noriicht:
Schreift Är Noriicht hei a schéckt se eis




