








प्रोफाइल
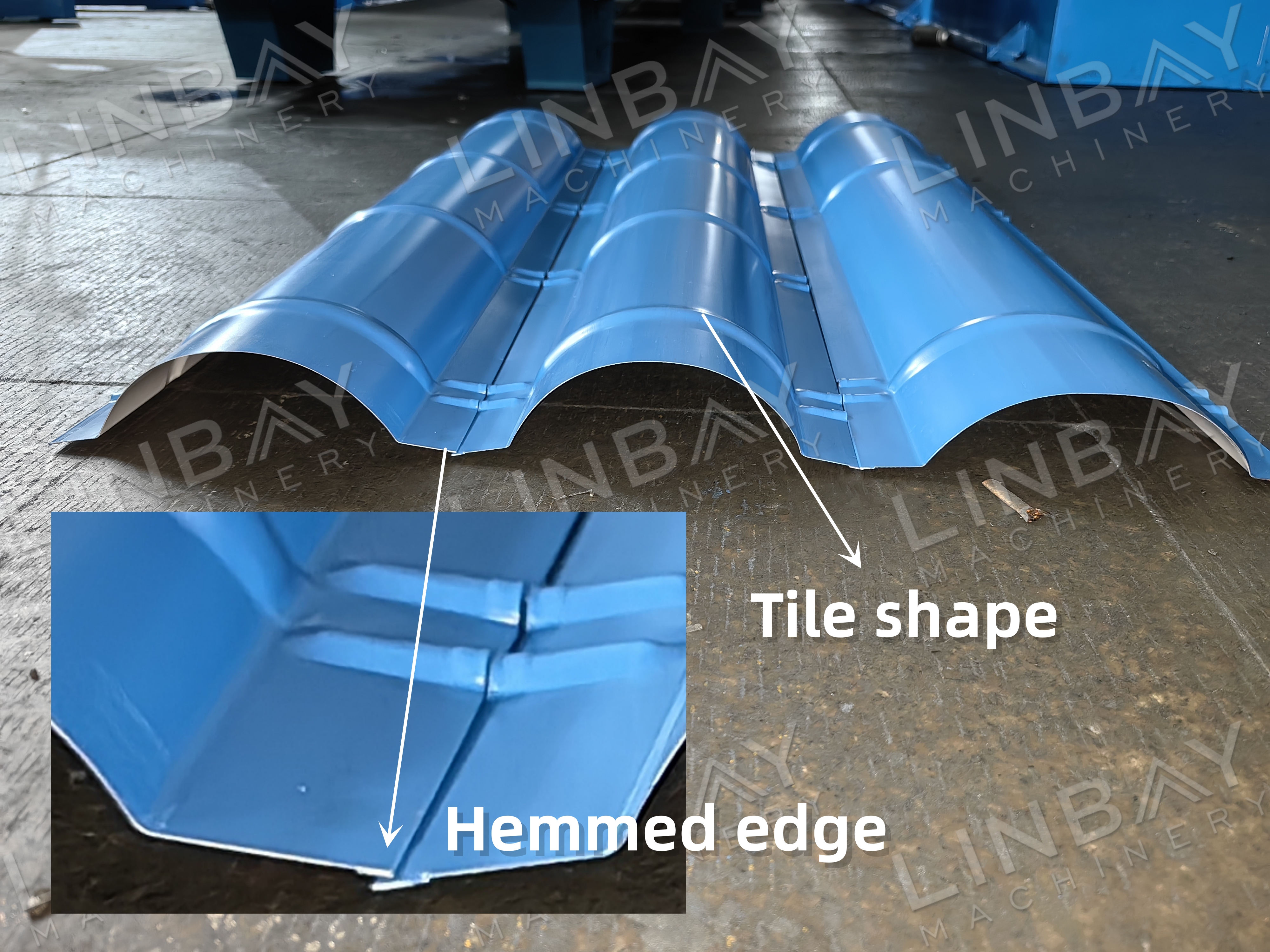
रिज क्यापले दुई छानाका ढलानहरू मिल्ने ठाउँमा सिम सुरक्षित गर्दछ, जसले गर्दा क्षेत्रलाई वर्षा र धुलोबाट प्रभावकारी रूपमा जोगाउँछ। यी क्यापहरू विभिन्न शैलीका धातुको छाना प्यानलहरूको पूरक हुन विभिन्न आकारहरूमा उपलब्ध छन् र ०.३-०.६ मिमी रंग-लेपित स्टील, PPGI, र ग्याल्भेनाइज्ड स्टीलबाट बनेका छन्।
वास्तविक केस-मुख्य प्राविधिक प्यारामिटरहरू
फ्लो चार्ट: डिकोइलर--मार्गदर्शन--रोल बनाउने मेसिन--हाइड्रोलिक पंच--हाइड्रोलिक कट--आउट टेबल

वास्तविक केस-मुख्य प्राविधिक प्यारामिटरहरू
· समायोज्य लाइन गति: ०-१० मिटर/मिनेट
· मिल्दो सामग्री: रंग-लेपित स्टील, जस्ती स्टील, र PPGI
· सामग्री मोटाई दायरा: ०.३-०.६ मिमी
· रोल बनाउने मेसिनको प्रकार: भित्ता-प्यानल संरचना
· ड्राइभ प्रणाली: चेन मेकानिज्म
· काट्ने प्रणाली: हाइड्रोलिक काट्ने, काट्ने प्रक्रियाको क्रममा रोल फर्मर रोकिने गरी
· PLC नियन्त्रण: सिमेन्स प्रणाली
वास्तविक केस-मेसिनरी
१.म्यानुअल डिकोइलर*१ (हामीले इलेक्ट्रिकल र हाइड्रोलिक डिकोइलर पनि प्रदान गर्दछौं, तलको विवरणमा थप जान्नुहोस्)
२. रोल बनाउने मेसिन*१
३. हाइड्रोलिक पंच मेसिन*१
४. हाइड्रोलिक काट्ने मेसिन*१
५. बाहिरको तालिका*२
६.PLC नियन्त्रण क्याबिनेट*१
७. हाइड्रोलिक स्टेशन*१
८. स्पेयर पार्ट्स बक्स (नि:शुल्क)*१
वास्तविक केस-विवरण
डिकोइलर
डिकोइलर म्यानुअल, इलेक्ट्रिक र हाइड्रोलिक संस्करणहरूमा उपलब्ध छ, जुन स्टील कोइलको मोटाई, चौडाई र तौल अनुसार चयन गरिएको छ। ०.६ मिमी बाक्लो कोइललाई सुरक्षित रूपमा समर्थन गर्न म्यानुअल डिकोइलर पर्याप्त छ, जसले गर्दा चिल्लो र स्थिर अनकोइलिङ सुनिश्चित हुन्छ।
अनकोइलरको केन्द्रीय शाफ्ट, जसलाई कोर एक्सपेन्सन डिभाइस पनि भनिन्छ, स्टील कोइललाई समात्नको लागि डिजाइन गरिएको छ, जसमा ४६०-५२० मिमी सम्मको भित्री व्यास समायोजन गर्न विस्तार वा संकुचन गर्ने क्षमता हुन्छ, जसले गर्दा सुरक्षित र सहज अनकोइलिङ सुनिश्चित हुन्छ। थप रूपमा, कोइललाई चिप्लनबाट रोक्नको लागि बाहिरी कोइल रिटेनर समावेश गरिएको छ, जसले कामदारहरूको सुरक्षा बढाउँछ।
मार्गदर्शन गर्दै

गाइड रोलरहरूले स्टीलको कुण्डलीलाई रोल बनाउने मेसिनमा सहज रूपमा प्रवेश गर्न मद्दत गर्छन्, जसले गर्दा अन्य मेसिनहरूको केन्द्र रेखासँग पङ्क्तिबद्धता सुनिश्चित हुन्छ। यो पङ्क्तिबद्धता रिज क्यापको सीधापन कायम राख्न र सटीक गठन दबाब बिन्दुहरू सुनिश्चित गर्न महत्त्वपूर्ण छ।
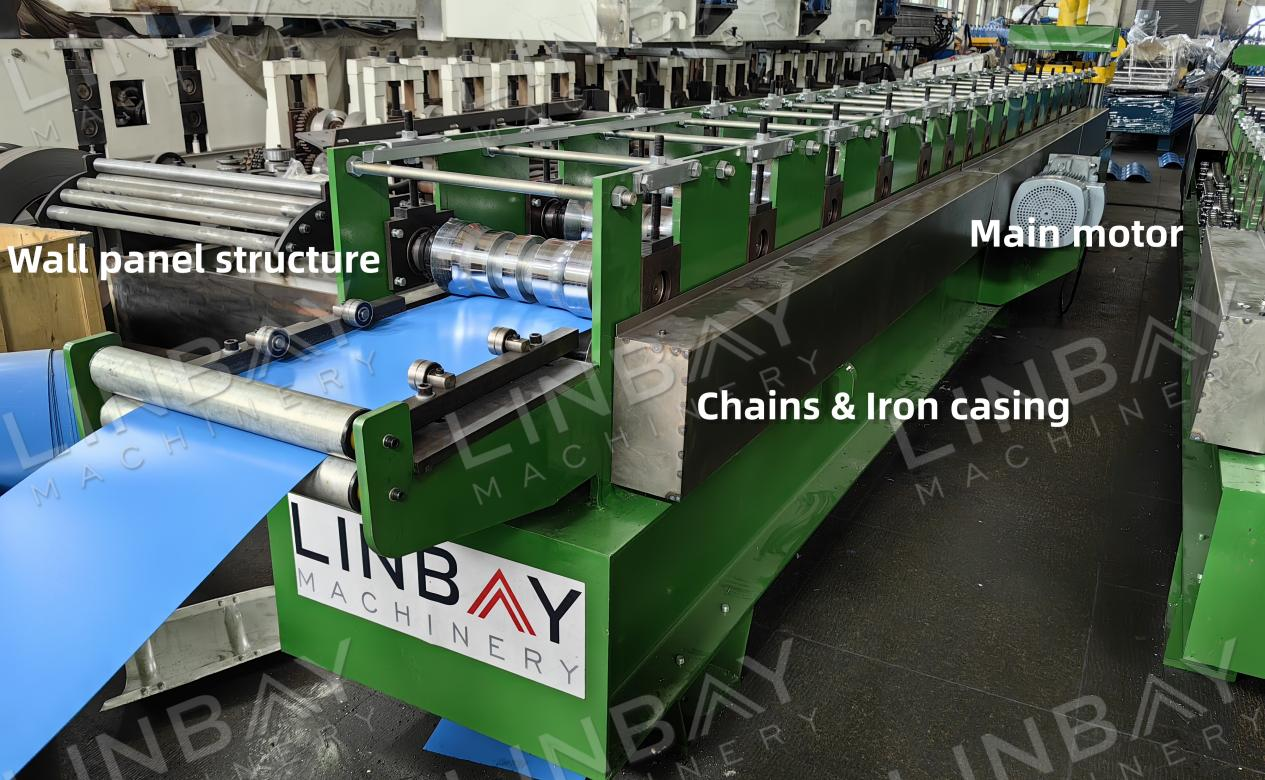
रोल बनाउने मेसिन
चेन-संचालित प्रणालीसँग मिलेर बनेको भित्ता प्यानल संरचनाले ०.३-०.६ मिमी मोटाईसम्मका पातलो पानाहरूलाई कुशलतापूर्वक आकार दिन्छ, जसले लागत-प्रभावी समाधान प्रदान गर्दछ। चेन फलामको आवरणमा बन्द गरिएको छ, जसले कामदारहरूलाई सुरक्षा प्रदान गर्दछ र मलबेको क्षतिबाट चेनहरूलाई जोगाउँछ। स्टीलको कुण्डली बनाइरहेका रोलरहरूबाट गुज्रँदा, यो दबाब र तन्य बलहरूको अधीनमा हुन्छ, जसको परिणामस्वरूप इच्छित आकार प्राप्त हुन्छ।
यस प्रणालीमा १६ वटा फर्मिङ स्टेशनहरू समावेश छन्, प्रत्येक ग्राहकको विशिष्टताहरूको आधारमा सटीक रूपमा बनाइएको छ, रिज क्यापको दुबै छेउमा रहेको तरंग उचाइ, चाप त्रिज्या र सिधा किनारहरूलाई ध्यानमा राख्दै। यी स्टेशनहरू कुण्डलीको सतहमा कुनै पनि खरोंच वा पेन्ट कोटिंगमा क्षति हुनबाट रोक्नको लागि डिजाइन गरिएको हो।
यो रिज क्यापमा हेम गरिएको किनारहरू समावेश छन् जसले तीखोपन कम गरेर र कामदारहरूलाई चोटपटकबाट जोगाएर सुरक्षा बढाउँछ। हेम गरिएको डिजाइनले धातुको किनारालाई पनि लुकाउँछ, किनारा घिस्रिनबाट रोक्छ र रिज क्यापको किनारामा खिया लाग्ने जोखिम कम गर्छ।
स्ट्याम्पिङ
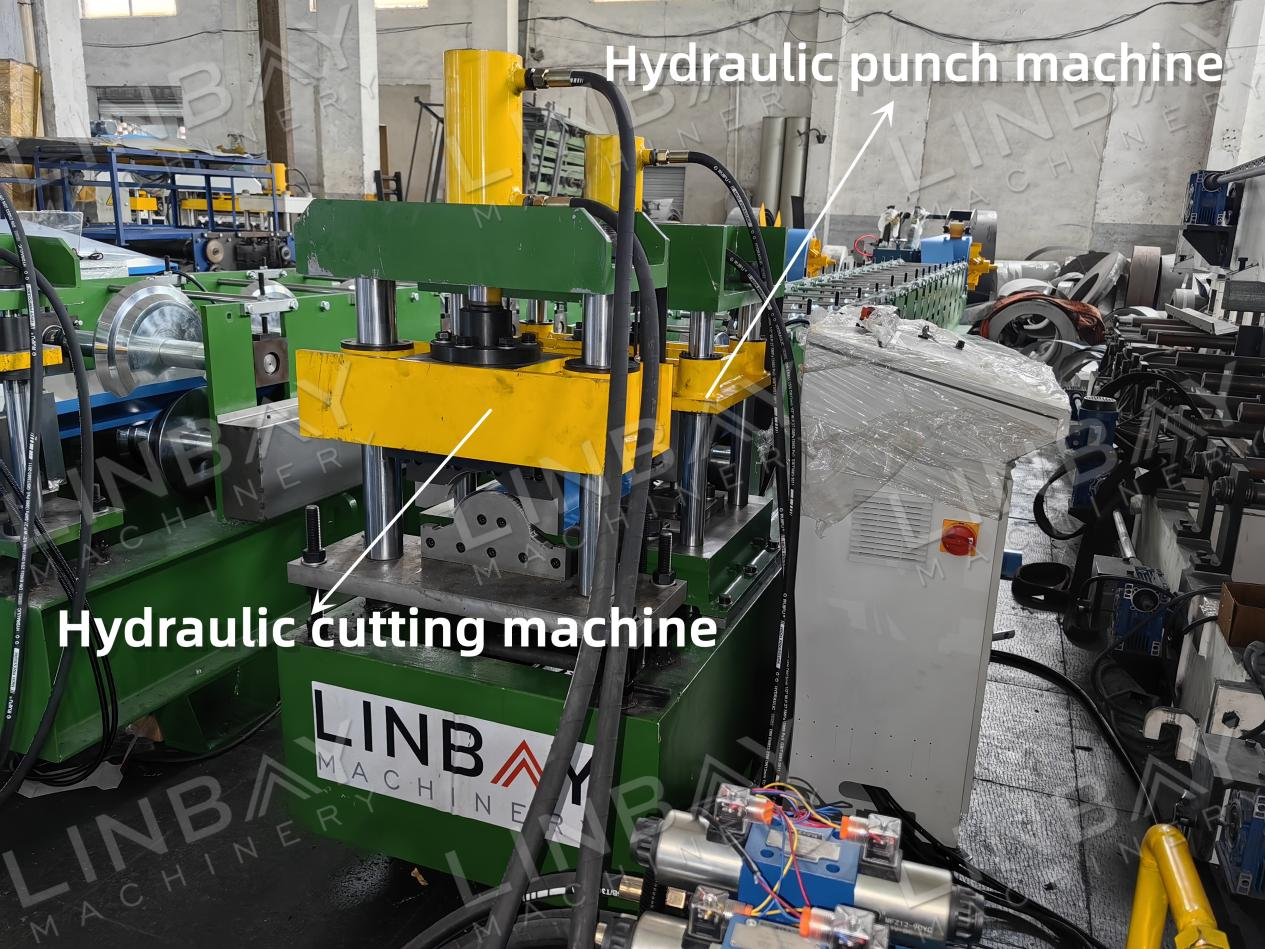
एकपटक बनेपछि, स्टीलको कुण्डलीले अर्धवृत्ताकार आकार लिन्छ। त्यसपछि, टाइलमा उठेको ढाँचा छाप्न हाइड्रोलिक पंच मेसिन प्रयोग गरिन्छ। यो प्रक्रियाले टाइललाई आकार मात्र दिँदैन तर रिज क्यापको अनुदैर्ध्य बल पनि बढाउँछ। स्ट्याम्पिङ फ्रिक्वेन्सी PLC स्क्रिन मार्फत समायोजन गर्न सकिन्छ, र स्ट्याम्पिङ मोल्डलाई तपाईंको विशिष्टताहरू मिलाउन अनुकूलित गर्न सकिन्छ।
एन्कोडर, PLC नियन्त्रण क्याबिनेट, र हाइड्रोलिक काट्ने
एन्कोडरले अगाडि बढिरहेको स्टील कोइलको लम्बाइ सही रूपमा मापन गर्छ र यो मापनलाई PLC नियन्त्रण क्याबिनेटमा पठाइएको विद्युतीय संकेतमा रूपान्तरण गर्छ। अपरेटरहरूले उत्पादन गति, ब्याच साइज, र काट्ने लम्बाइलाई PLC क्याबिनेट स्क्रिनबाट सिधै कन्फिगर गर्न सक्छन्। एन्कोडरबाट प्राप्त सटीक प्रतिक्रियाको लागि धन्यवाद, हाइड्रोलिक काट्ने मेसिनले ±1mm भित्र काट्ने लम्बाइ त्रुटि कायम राख्न सक्छ। थप रूपमा, काट्ने ब्लेडहरू प्रदान गरिएको रेखाचित्र अनुसार अनुकूलित-डिजाइन गरिएका छन्, सफा, विकृति-मुक्त किनारहरू सुनिश्चित गर्दै र बर्रहरू हटाउँछन्।
१. डिकोइलर

२. खुवाउने

३. मुक्का मार्ने

४. रोल बनाउने स्ट्यान्डहरू

५. ड्राइभिङ प्रणाली

६. काट्ने प्रणाली

अन्य

बाहिरको टेबल






