








ਵੀਡੀਓ
ਪ੍ਰੋਫਾਈਲ
ਫਲੋ ਚਾਰਟ

ਹਾਈਡ੍ਰੌਲਿਕ ਡੀਕੋਇਲਰ-ਗਾਈਡਿੰਗ-ਲੇਵਲਰ-ਹਾਈਡ੍ਰੌਲਿਕ ਪੰਚ-ਪ੍ਰੀ ਕੱਟ-ਰੋਲ ਫਾਰਮਰ-ਫਲਾਇੰਗ ਯੂਨੀਵਰਸਲ ਕੱਟ-ਆਊਟ ਟੇਬਲ
5 ਟਨ ਹਾਈਡ੍ਰੌਲਿਕ ਡੀਕੋਇਲਰ
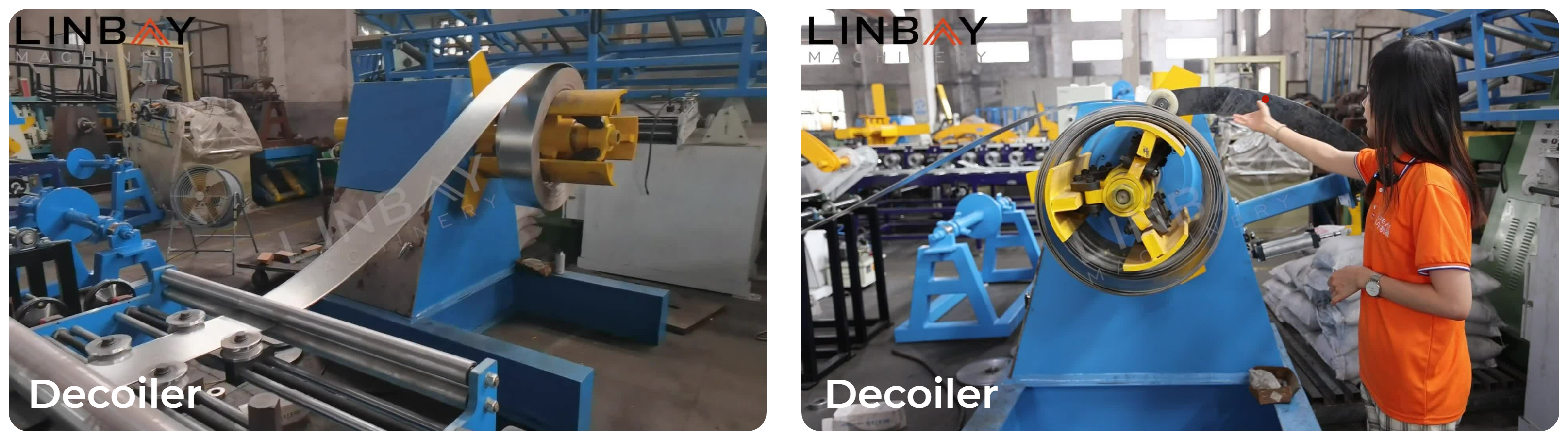
ਪਹਿਲਾਂ, ਅਸੀਂ ਇਸ 5-ਟਨ ਹਾਈਡ੍ਰੌਲਿਕ ਡੀਕੋਇਲਰ 'ਤੇ ਸਟੀਲ ਕੋਇਲ ਰੱਖਦੇ ਹਾਂ। ਹਾਈਡ੍ਰੌਲਿਕ ਸਟੇਸ਼ਨ ਅੰਦਰੂਨੀ ਸਪੋਰਟ ਰਾਡ ਨੂੰ ਫੈਲਾਉਣ ਲਈ ਸ਼ਕਤੀ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ, ਜੋ ਫਿਰ ਕੋਇਲ ਨੂੰ ਖੋਲ੍ਹਣ ਲਈ ਘੁੰਮਦਾ ਹੈ। ਅਸੀਂ ਕੋਇਲ ਨੂੰ ਸੁਰੱਖਿਅਤ ਕਰਨ ਅਤੇ ਤਬਦੀਲੀਆਂ ਦੌਰਾਨ ਅਚਾਨਕ ਅਨਵਾਂਇੰਗ ਨੂੰ ਰੋਕਣ ਲਈ ਇੱਕ ਪ੍ਰੈਸ-ਆਰਮ ਵੀ ਜੋੜਿਆ ਹੈ।ਬਾਹਰ ਵੱਲਕੋਇਲ ਰਿਟੇਨਰਕੋਇਲ ਫਿਸਲਣ ਤੋਂ ਬਚਾਓ, ਇਹ ਸਭ ਇਸ ਨਾਲ ਡਿਜ਼ਾਈਨ ਕੀਤਾ ਗਿਆ ਹੈਕਾਮਿਆਂ ਦੀ ਸੁਰੱਖਿਆਧਿਆਨ ਵਿੱਚ ਰੱਖੋ। ਹਾਈਡ੍ਰੌਲਿਕ ਡੀਕੋਇਲਰ ਵਧੇਰੇ ਕੁਸ਼ਲ ਹੈ ਅਤੇ ਹੱਥੀਂ ਡੀਕੋਇਲਰਾਂ ਦੇ ਮੁਕਾਬਲੇ ਮਜ਼ਦੂਰੀ ਦੀ ਲਾਗਤ ਘਟਾਉਂਦਾ ਹੈ।
ਗਾਈਡਿੰਗ ਅਤੇ ਲੈਵਲਰ

ਗਾਈਡਿੰਗ ਰੋਲਰਾਂ ਵਿੱਚੋਂ ਲੰਘਣ ਤੋਂ ਬਾਅਦ, ਸਟੀਲ ਕੋਇਲ ਲੈਵਲਰ ਵਿੱਚ ਦਾਖਲ ਹੁੰਦਾ ਹੈ। ਕਈ ਗਾਈਡਿੰਗ ਰੋਲਰ ਕੋਇਲ ਨੂੰ ਮਸ਼ੀਨ ਦੀ ਸੈਂਟਰਲਾਈਨ ਨਾਲ ਇਕਸਾਰ ਰੱਖਦੇ ਹਨ, ਜਿਸ ਨਾਲ ਅੰਤਿਮ ਉਤਪਾਦ ਵਿੱਚ ਵਿਗਾੜ ਨੂੰ ਰੋਕਿਆ ਜਾਂਦਾ ਹੈ। ਜਦੋਂ ਸਟੀਲ ਕੋਇਲ ਦੀ ਮੋਟਾਈ 1.5 ਮਿਲੀਮੀਟਰ ਤੋਂ ਵੱਧ ਜਾਂਦੀ ਹੈ ਜਾਂ ਇਸਦੀ ਉਪਜ ਤਾਕਤ 300 MPa ਤੋਂ ਵੱਧ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਇੱਕ ਲੈਵਲਰ ਜ਼ਰੂਰੀ ਹੁੰਦਾ ਹੈ। ਇਹ ਬੇਨਿਯਮੀਆਂ ਨੂੰ ਦੂਰ ਕਰਦਾ ਹੈ, ਕੋਇਲ ਦੀ ਸਮਤਲਤਾ ਅਤੇ ਸਮਾਨਤਾ ਨੂੰ ਵਧਾਉਂਦਾ ਹੈ, ਇਸ ਤਰ੍ਹਾਂ ਕੋਇਲ ਅਤੇ ਅੰਤਿਮ ਪਰਲਿਨ ਉਤਪਾਦ ਦੀ ਗੁਣਵੱਤਾ ਵਿੱਚ ਸੁਧਾਰ ਹੁੰਦਾ ਹੈ।
ਏਨਕੋਡਰ ਅਤੇ ਹਾਈਡ੍ਰੌਲਿਕ ਪੰਚ

ਫਿਰ ਸਟੀਲ ਕੋਇਲ ਹਾਈਡ੍ਰੌਲਿਕ ਪੰਚਿੰਗ ਮਸ਼ੀਨ ਵੱਲ ਚਲੀ ਜਾਂਦੀ ਹੈ, ਜਿਸਨੂੰ "ਫਲਾਇੰਗ ਹਾਈਡ੍ਰੌਲਿਕ ਪੰਚ" ਕਿਹਾ ਜਾਂਦਾ ਹੈ, ਜਿਸ ਵਿੱਚ "ਫਲਾਇੰਗ" ਦਰਸਾਉਂਦਾ ਹੈ ਕਿ ਮਸ਼ੀਨ ਬਣਤਰ ਦੀ ਗਤੀ ਦੇ ਨਾਲ ਤਾਲਮੇਲ ਵਿੱਚ ਚਲਦੀ ਹੈ,ਉਤਪਾਦਨ ਕੁਸ਼ਲਤਾ ਵਿੱਚ ਵਾਧਾ. ਇਸ ਤੋਂ ਪਹਿਲਾਂ, ਸਟੀਲ ਕੋਇਲ ਇੱਕ ਏਨਕੋਡਰ ਅਤੇ ਗਾਈਡਿੰਗ ਰੋਲਰਾਂ ਵਿੱਚੋਂ ਲੰਘਦਾ ਹੈ। ਏਨਕੋਡਰ ਸੈਂਸਡ ਕੋਇਲ ਲੰਬਾਈ ਨੂੰ PLC ਕੰਟਰੋਲ ਪੈਨਲ ਨੂੰ ਭੇਜੇ ਗਏ ਇਲੈਕਟ੍ਰੀਕਲ ਸਿਗਨਲਾਂ ਵਿੱਚ ਬਦਲਦਾ ਹੈ, ਜਿਸ ਨਾਲਸਟੀਕ ਕੰਟਰੋਲ1mm ਭਟਕਣ ਦੇ ਅੰਦਰ ਪੰਚਿੰਗ ਸਥਾਨ ਦਾ।
ਪ੍ਰੀ-ਕੱਟ

ਦੇ ਬਦਲਾਅ ਦੀ ਸਹੂਲਤ ਲਈਵੱਖ-ਵੱਖ ਚੌੜਾਈ ਵਾਲੇ ਸਟੀਲ ਕੋਇਲਵੱਖ-ਵੱਖ ਆਕਾਰ ਦੇ ਉਤਪਾਦਨ ਅਤੇ ਕੱਚੇ ਮਾਲ ਦੀ ਰਹਿੰਦ-ਖੂੰਹਦ ਨੂੰ ਬਚਾਉਣ ਲਈ, ਅਸੀਂ ਇੱਕ ਪ੍ਰੀ-ਕੱਟ ਡਿਵਾਈਸ ਤਿਆਰ ਕੀਤੀ ਹੈ।
ਰੋਲ ਫਾਰਮਰ

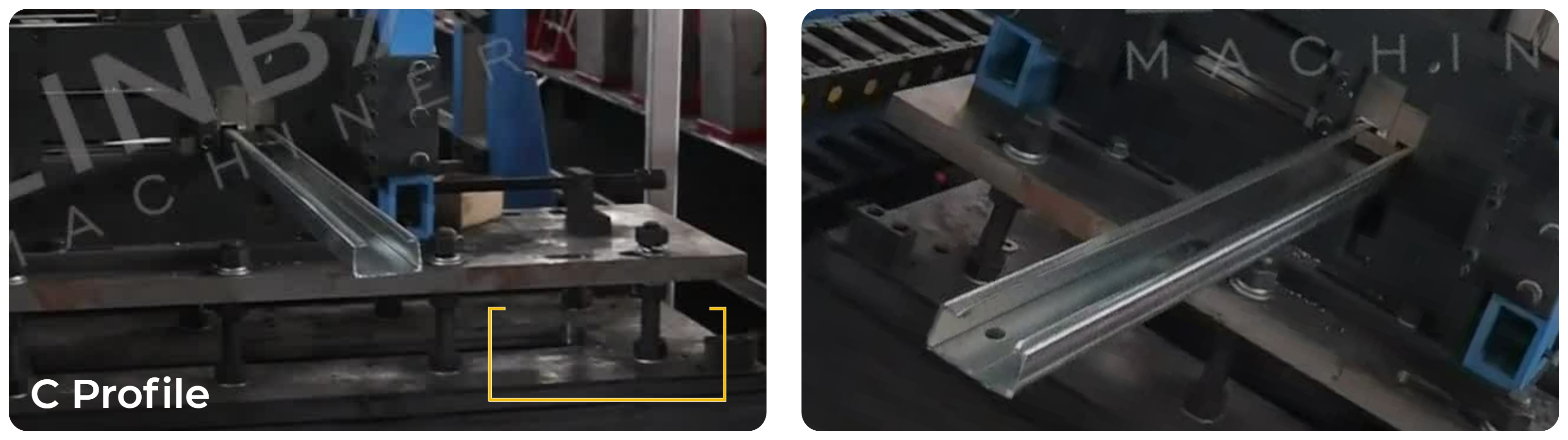
ਇਹ ਪੂਰੀ ਉਤਪਾਦਨ ਲਾਈਨ ਦਾ ਸਭ ਤੋਂ ਮਹੱਤਵਪੂਰਨ ਹਿੱਸਾ ਹੈ। ਅਸੀਂ ਇੱਕ ਅਪਣਾਇਆ ਹੈਕੱਚਾ ਲੋਹਾਬਣਤਰ, ਇੱਕ ਠੋਸ ਅਤੇ ਸਥਿਰ ਸਿੰਗਲ-ਪੀਸ ਸਟੀਲ ਨਿਰਮਾਣ। ਮਸ਼ੀਨ ਐਗ ਨਾਲ ਲੈਸ ਹੈਈਅਰਬੌਕਸ ਅਤੇ ਯੂਨੀਵਰਸਲ ਜੋੜ, ਫਾਰਮਿੰਗ ਰੋਲਰਾਂ ਦੇ ਕੁਸ਼ਲ ਰੋਟੇਸ਼ਨ ਨੂੰ ਸਮਰੱਥ ਬਣਾਉਂਦਾ ਹੈ ਅਤੇ 4mm ਮੋਟੀ ਸਟੀਲ ਕੋਇਲ ਬਣਾਉਣ ਦੇ ਕੰਮ ਨੂੰ ਸੰਭਾਲਦਾ ਹੈ। ਮਸ਼ੀਨ ਦੇ ਦੋਵੇਂ ਪਾਸੇ ਤਿੰਨ ਮੋਟਰਾਂ ਰੀਡਿਊਸਰ ਨੂੰ ਪਾਵਰ ਪ੍ਰਦਾਨ ਕਰਦੀਆਂ ਹਨ, ਜਿਸ ਨਾਲ ਫਾਰਮਿੰਗ ਸਟੇਸ਼ਨ ਰੇਲਾਂ 'ਤੇ ਅੱਗੇ-ਪਿੱਛੇ ਘੁੰਮਦਾ ਹੈ, ਰੋਲਰਾਂ ਵਿਚਕਾਰ ਪਾੜੇ ਨੂੰ ਐਡਜਸਟ ਕਰਦਾ ਹੈ, ਨਤੀਜੇ ਵਜੋਂਵੱਖ-ਵੱਖ ਆਕਾਰਾਂ ਦੇ ਪਰਲਿਨ ਦਾ ਉਤਪਾਦਨ,ਤੋਂ ਲੈ ਕੇਚੌੜਾਈ ਵਿੱਚ 100 ਤੋਂ 400 ਮਿਲੀਮੀਟਰ ਅਤੇ ਉਚਾਈ ਵਿੱਚ 40 ਤੋਂ 100 ਮਿਲੀਮੀਟਰ. ਵਰਕਰ ਸਿਰਫ਼ PLC ਕੰਟਰੋਲ ਸਕ੍ਰੀਨ 'ਤੇ ਕਮਾਂਡਾਂ ਇਨਪੁਟ ਕਰ ਸਕਦੇ ਹਨਆਟੋਮੈਟਿਕ ਸਮਾਯੋਜਨ. C ਤੋਂ Z ਪ੍ਰੋਫਾਈਲਾਂ ਵਿੱਚ ਤਬਦੀਲੀ ਸਿੱਧੀ ਹੈ, ਜਿਸ ਲਈ ਇੱਕ ਮੈਨੂਅਲ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ2-3 ਫਾਰਮਿੰਗ ਸਟੇਸ਼ਨਾਂ ਦਾ 180° ਰੋਟੇਸ਼ਨ.
ਫਲਾਇੰਗ ਯੂਨੀਵਰਸਲ ਹਾਈਡ੍ਰੌਲਿਕ ਕੱਟ

ਇਸ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਨੂੰ ਸਿਰਫ਼ ਲੋੜ ਹੈਇੱਕ ਸੈੱਟਵੱਖ-ਵੱਖ ਆਕਾਰਾਂ ਦੇ ਪਰਲਿਨ ਨੂੰ ਸੁਚਾਰੂ ਢੰਗ ਨਾਲ ਕੱਟਣ ਲਈ ਬਲੇਡਾਂ ਦਾ ਅਤੇਬਿਨਾਂ ਕਿਸੇ ਝੁਰੜੀਆਂ ਦੇ.
ਪੀ.ਐਲ.ਸੀ.

ਕੰਟਰੋਲ ਪੈਨਲ ਵਿੱਚ, ਅਸੀਂ ਅੰਤਰਰਾਸ਼ਟਰੀ ਬ੍ਰਾਂਡ ਦੇ ਇਲੈਕਟ੍ਰੀਕਲ ਕੰਪੋਨੈਂਟਸ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਾਂ, ਜਿਵੇਂ ਕਿ ਜਾਪਾਨ ਤੋਂ ਯਾਸਕਾਵਾ, ਜਰਮਨੀ ਤੋਂ ਸੀਮੇਂਸ, ਅਤੇ ਫਰਾਂਸ ਤੋਂ ਸ਼ਨਾਈਡਰ, ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਇਲੈਕਟ੍ਰੀਕਲ ਕੰਪੋਨੈਂਟਸ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦੇ ਹਨ ਜਿਨ੍ਹਾਂ ਦੀ ਦੇਖਭਾਲ ਕਰਨਾ ਆਸਾਨ ਹੈ। ਅਸੀਂ ਅੰਗਰੇਜ਼ੀ, ਸਪੈਨਿਸ਼, ਰੂਸੀ, ਫ੍ਰੈਂਚ ਅਤੇ ਹੋਰ ਭਾਸ਼ਾਵਾਂ ਵਿੱਚ PLC ਸਕ੍ਰੀਨ ਭਾਸ਼ਾ ਦੀ ਅਨੁਕੂਲਤਾ ਦੀ ਪੇਸ਼ਕਸ਼ ਵੀ ਕਰਦੇ ਹਾਂ।
1. ਡੀਕੋਇਲਰ

2. ਖੁਆਉਣਾ

3. ਮੁੱਕਾ ਮਾਰਨਾ

4. ਰੋਲ ਬਣਾਉਣ ਵਾਲੇ ਸਟੈਂਡ

5. ਡਰਾਈਵਿੰਗ ਸਿਸਟਮ

6. ਕੱਟਣ ਵਾਲੀ ਪ੍ਰਣਾਲੀ

ਹੋਰ

ਬਾਹਰੀ ਮੇਜ਼






