








Профиль
Коньковый колпак защищает стык двух скатов крыши, эффективно защищая эту зону от дождя и пыли. Эти колпаки доступны в различных формах, подходящих к различным типам металлических кровельных панелей, и изготавливаются из стали толщиной 0,3–0,6 мм с полимерным покрытием, PPGI и оцинкованной стали.
Реальный случай - Основные технические параметры
Блок-схема: Разматыватель – Направляющая – Профилегибочная машина – Гидравлический пробойник – Гидравлический резак – Стол для резки

Реальный случай — основные технические параметры
· Регулируемая скорость линии: 0-10 м/мин
· Совместимые материалы: сталь с цветным покрытием, оцинкованная сталь и PPGI
· Диапазон толщины материала: 0,3-0,6 мм
· Тип профилегибочной машины: Конструкция стеновых панелей
· Система привода: Цепной механизм
· Система резки: гидравлическая резка с остановкой профилегибочного станка во время процесса резки
· Управление ПЛК: система Siemens
Реальный случай-Машины
1.Ручной разматыватель*1 (Мы также предлагаем электрические и гидравлические разматыватели, узнайте больше в ОПИСАНИИ ниже)
2.Профилегибочная машина*1
3. Гидравлический пробивной пресс*1
4. Гидравлическая отрезная машина*1
5.Выходной стол*2
6. Шкаф управления ПЛК*1
7.Гидравлическая станция*1
8. Коробка с запасными частями (бесплатно)*1
Реальный случай-Описание
Разматыватель
Разматыватель доступен в ручном, электрическом и гидравлическом исполнении, выбор которого зависит от толщины, ширины и веса рулона стали. Ручной разматыватель обеспечивает надёжную фиксацию рулона толщиной 0,6 мм, обеспечивая плавное и равномерное разматывание.
Центральный вал разматывателя, также известный как устройство расширения сердечника, предназначен для удержания рулона стали и может расширяться или сжиматься в зависимости от внутреннего диаметра рулона от 460 до 520 мм, обеспечивая безопасное и плавное разматывание. Кроме того, предусмотрен внешний фиксатор рулона, предотвращающий его соскальзывание и повышающий безопасность труда.
Путеводитель

Направляющие ролики обеспечивают плавный вход рулона стали в профилегибочную машину, обеспечивая выравнивание с осевой линией других машин. Это выравнивание критически важно для поддержания прямолинейности конька и обеспечения точного давления при формовке.
Профилегибочная машина
Конструкция стеновой панели в сочетании с цепным приводом обеспечивает эффективную формовку тонких листов толщиной от 0,3 до 0,6 мм, предлагая экономичное решение. Цепь заключена в железный кожух, обеспечивающий защиту рабочих и предотвращающий повреждение цепей обломками. При прохождении стального рулона через формующие ролики он подвергается давлению и растяжению, что приводит к формованию желаемой формы.
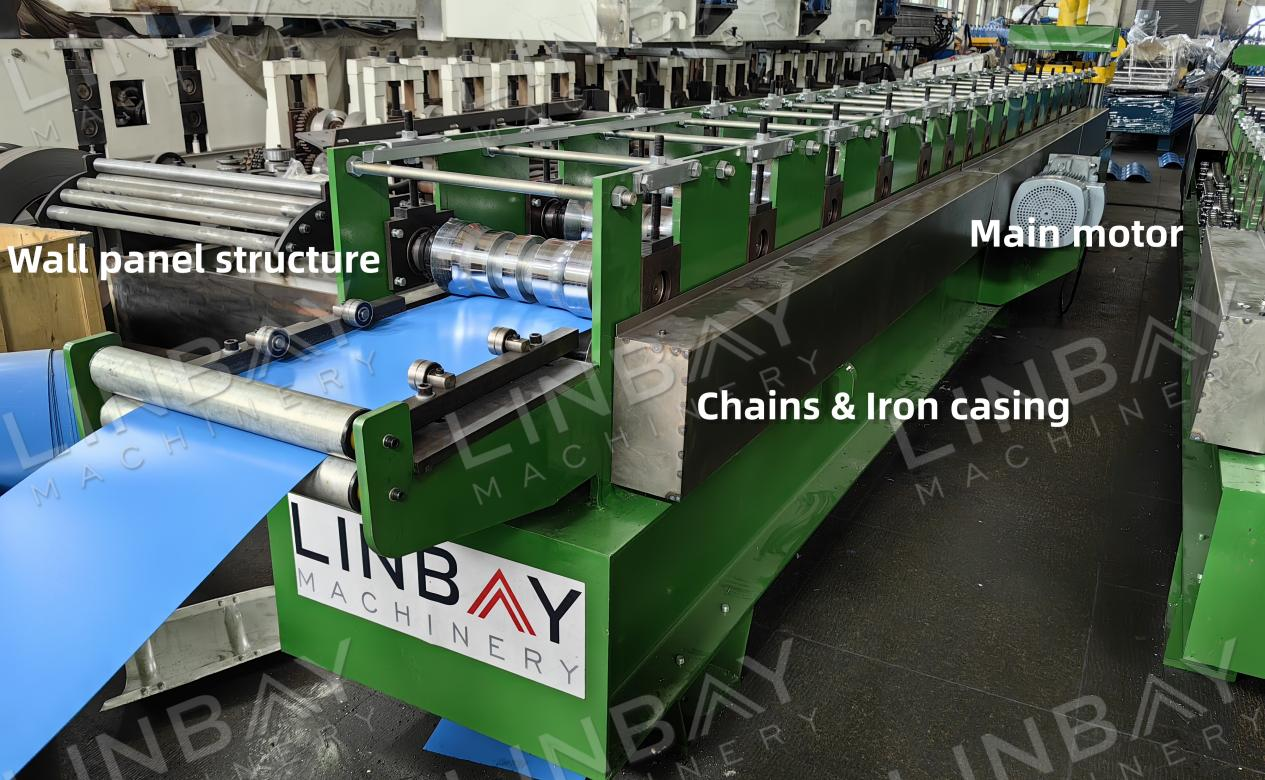
Система включает в себя 16 формовочных станций, каждая из которых точно спроектирована в соответствии с требованиями заказчика, с учётом высоты волны, радиуса дуги и прямолинейности кромок с обеих сторон конька. Эти станции разработаны таким образом, чтобы предотвратить появление царапин на поверхности рулона и повреждение лакокрасочного покрытия.
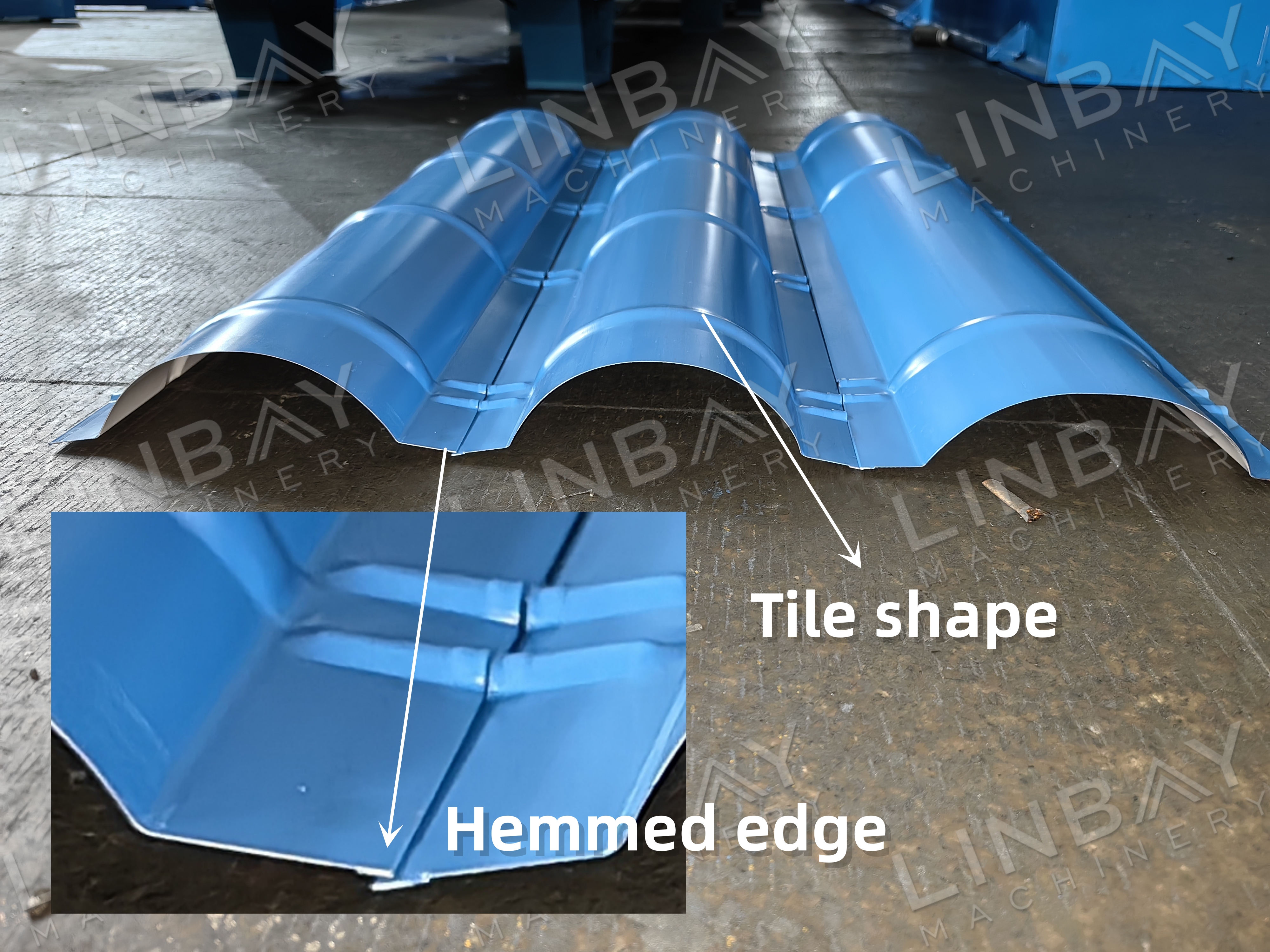
Этот коньковый колпак имеет закруглённые края, что повышает безопасность, уменьшая остроту и защищая рабочих от травм. Закруглённая форма также скрывает металлическую кромку, предотвращая её смещение и снижая риск образования ржавчины на краю конькового колпака.
Штамповка
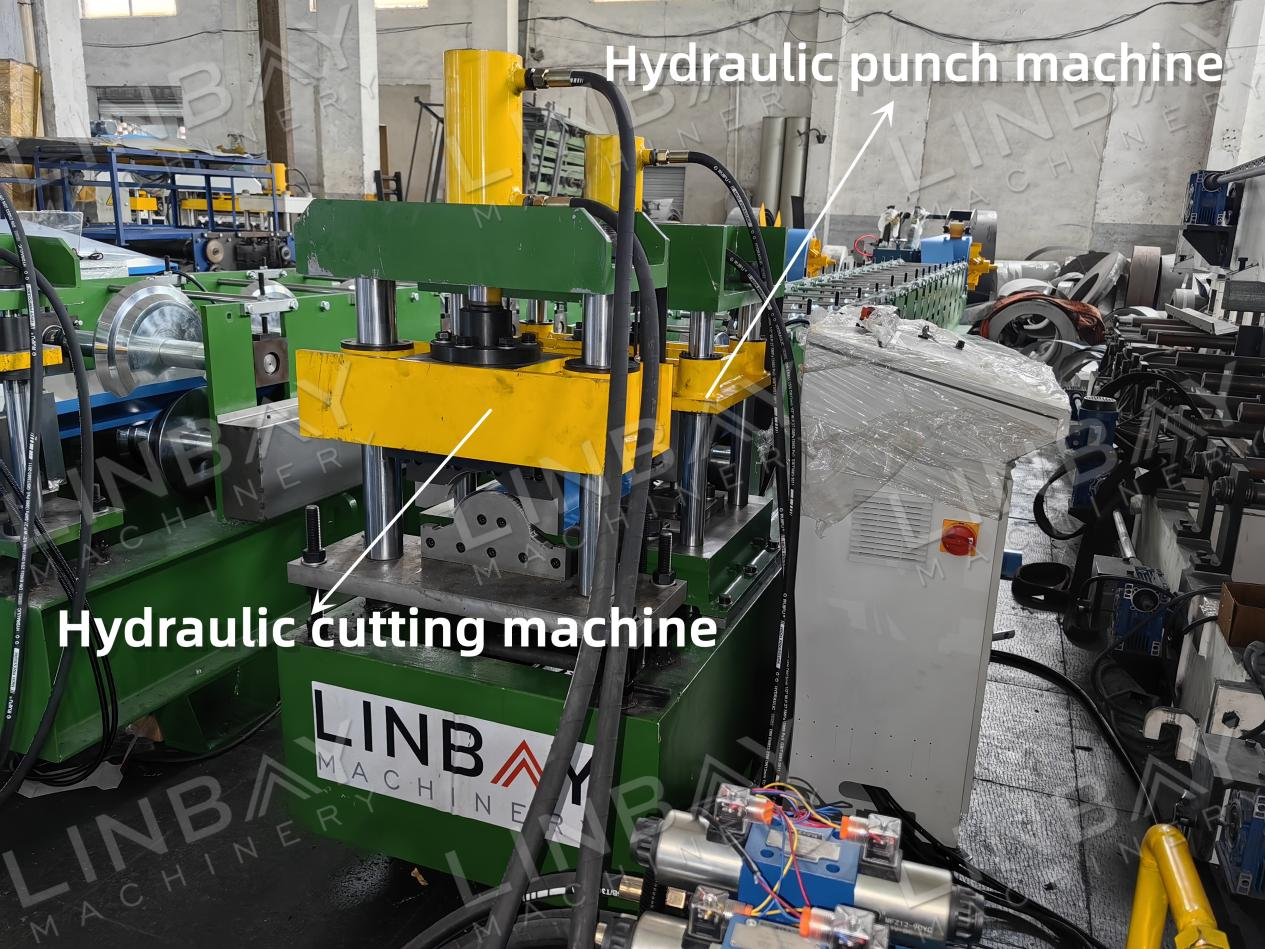
После формования рулон стали принимает полукруглую форму. Затем гидравлический штамповочный пресс штампует рельефный рисунок на плитке. Этот процесс не только формирует плитку, но и повышает продольную прочность коньковой накладки. Частоту штамповки можно регулировать с помощью экрана ПЛК, а форму штамповки можно настроить в соответствии с вашими требованиями.
Энкодер, шкаф управления ПЛК и гидравлическая резка
Энкодер точно измеряет длину продвигаемого рулона стали и преобразует результаты измерений в электрический сигнал, отправляемый в шкаф управления ПЛК. Операторы могут настраивать скорость производства, размер партии и длину реза непосредственно с экрана шкафа ПЛК. Благодаря точной обратной связи от энкодера гидравлический отрезной станок может поддерживать погрешность длины реза в пределах ±1 мм. Кроме того, режущие лезвия изготавливаются по индивидуальному заказу в соответствии с предоставленными чертежами, что обеспечивает чистые кромки без деформаций и отсутствие заусенцев.
1. Разматыватель

2. Кормление

3.Пробивка

4. Стенды профилегибочные

5. Система привода

6. Режущая система

Другие

Внешний вид стола






