VIDEO
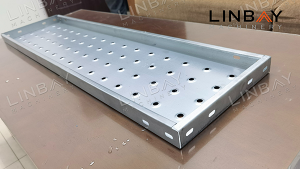
Profil
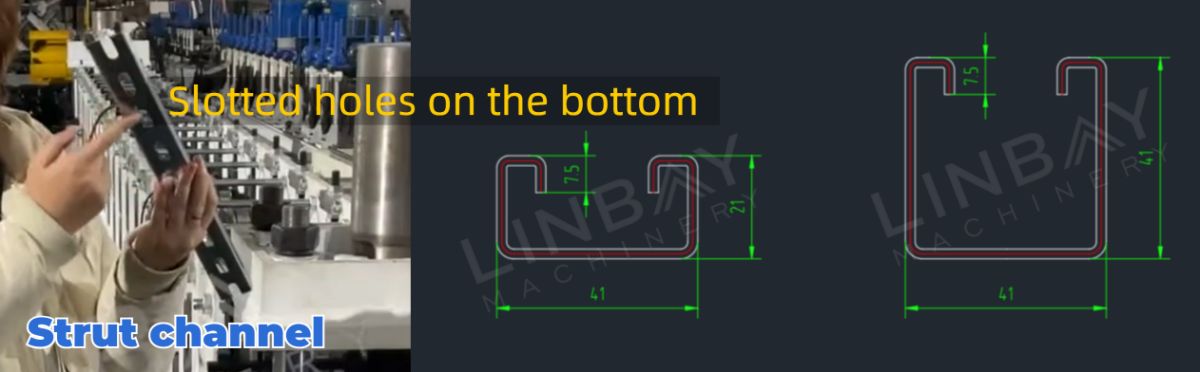
Nosilni kanal služi kot ključni element za podpiranje in povezovanje lahkih konstrukcijskih obremenitev v gradbeništvu. Standardne dimenzije za nosilne kanale pogosto vključujejo41*21 mmin41 * 41 mmTi kanali so običajno izdelani iz materialov, kot sovroče valjano jeklo, hladno valjano jeklo ali pocinkano jeklo, z debelino, ki se običajno giblje od1,5 mm do 2 mm.
Glavni tehnični parametri v resničnem primeru
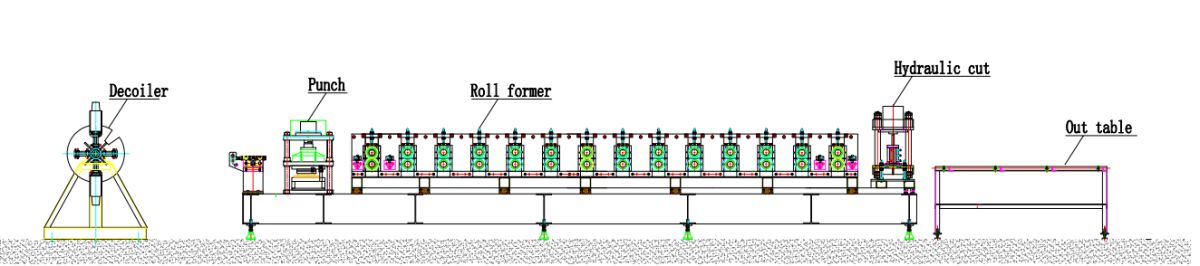
Diagram poteka
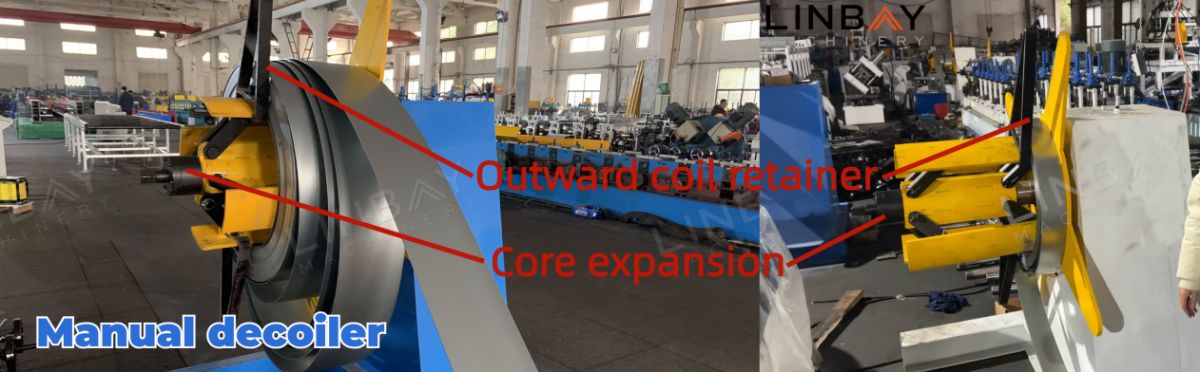
Ročni odvijalnik je opremljen z zavorno napravo, ki omogoča nastavitev raztezanja jedra med φ490-510 mm,zagotavljanje gladkega odvijanjaPoleg tega zunanje držalo tuljave preprečuje zdrs tuljave, kar povečuje stroškovno učinkovitost in varnost. Pri hidravličnem odvijalniku stiskalna roka pritrdi jekleno tuljavo, kar zmanjša tveganje za vzmetenje tuljave in morebitne poškodbe delavcev. Za zadostitev povečanim proizvodnim zahtevam ponujamo opcijski hidravlični odvijalnik, ki ga poganja hidravlična postaja.
Ročni odvijalnik -- Vodenje -- Hidravlični prebijalnik -- Stroj za valjanje -- Hidravlični izrez -- Miza
Glavni tehnični parametri
1. Hitrost linije: 0-12 m/min brez prebijanja, 3 m/min z prebijanjem.
2. Debelina materiala: v tem primeru 2 mm.
3. Primeren material: vroče valjano jeklo, hladno valjano jeklo, pocinkano jeklo.
4. Stroj za valjanje: Struktura stenskih plošč in sistem verižnega pogona.
5. Št. oblikovalne postaje: 20
6. Sistem za prebijanje: Hidravlični, valjar se ustavi pri prebijanju.
7. Sistem rezanja: Hidravlični, valjar se ustavi med rezanjem.
8. Spreminjanje velikosti: 2-3 ure ročno.
9. PLC omarica: Siemensov sistem.
Opis resničnega primera
Ročni odvijalnik
Vodenje
Vodilna kolesa igrajo ključno vlogo pri ohranjanju poravnave med jekleno tuljavo in strojem ter preprečujejo deformacijo kanala opornika.

Vodilni valji igrajo ključno vlogo v procesu oblikovanja, saj preprečujejo povratno deformacijo jeklenega traku. Ravnost cevnega nosilca je bistvena za kakovost izdelka in vpliva na nosilnost celotnega ogrodja. Vodilni valji so strateško nameščeni vzdolž celotnega stroja za valjanje, ne le na vhodu. Pred odpremo izmerimo razdaljo od vsakega vodilnega valja do roba stroja in te meritve dokumentiramo v priročniku. V primeru manjših premikov med prevozom ali proizvodnim procesom lahko delavci uporabijo te zabeležene podatke za natančno premestitev valjev.
Hidravlični prebijalnik

Hidravlični prebijač, ki ga poganja hidravlična postaja, se nahaja pred strojem za valjanje, kar med prebijanjem zahteva premor v postopku valjanja. Hidravlični prebijač je konfiguriran s korakom prebijanja 400 mm. Za večjo hitrost proizvodnje predlagamo neodvisno rešitev hidravličnega prebijanja, prilagojeno priloženim načrtom za prebijanje.
Stroj za oblikovanje valjev
Stroj za valjanje ima strukturo stenskih plošč in sistem verižnega pogona, kar zagotavlja stroškovno učinkovito rešitev za ročno spreminjanje velikosti s časom zamenjave približno2–3 ure.
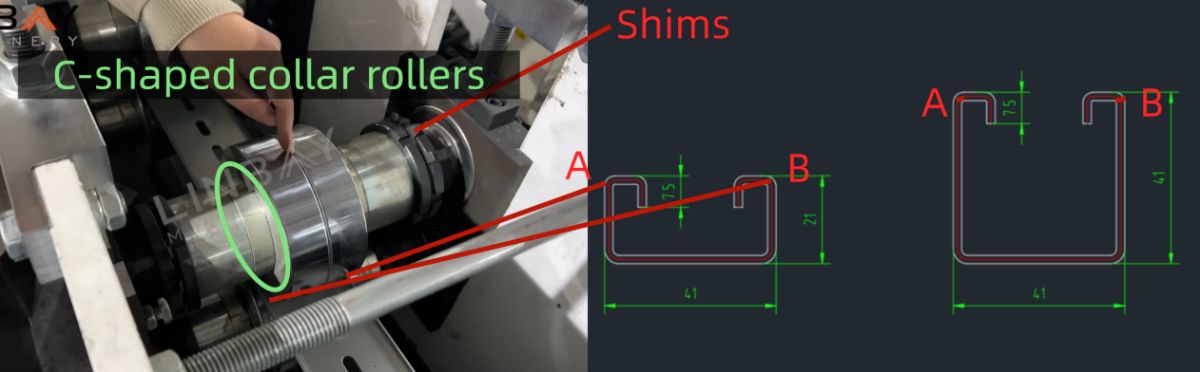
Prilagajanje oblikovalnih točk je ključnega pomena za spreminjanje velikosti. Zrahljanje podložk na koncih valjev in zamenjava ali dodajanjeC-oblikovani ovratni valji (rokavi)na ustreznem položaju premakne točko oblikovanja za novo velikost profila. Poleg tega nudimosamodejna sprememba velikosti rešitevz nadomestnim časompribližno 10 minut.
Povezava do videa -【Namestitev】Linbay Menjalni tulci za stroj za valjanje

Hidravlično rezanje

Hidravlični rezalni stroj, ki ga upravlja hidravlična postaja, je zmožen rezanja 2 mm debelih jeklenih tuljav. Njegova rezila so prilagojena obliki profila, kar ustvari približno 8 mm odpadnega materiala na rez, hkrati pa ohranja skoraj brezrobo rezalno površino.
Dajalnik in PLC
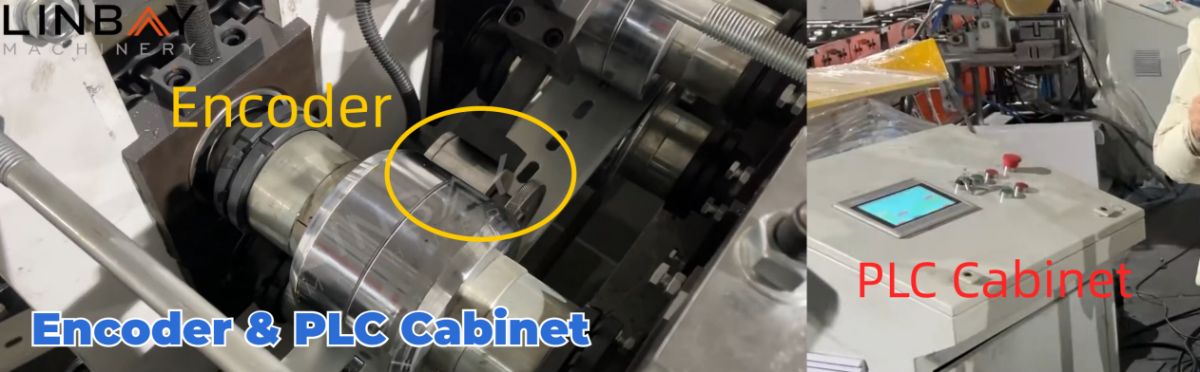
Stroj za valjanje ima vgrajen japonski dajalnik Koyo, ki pretvarja zaznane dolžine tuljav v električne signale, ki se prenašajo v krmilno omarico PLC. Ta natančen sistem zagotavlja, da se napake pri rezanju zmanjšajo.v območju ±1 mm, kar zagotavlja proizvodnjo visokokakovostnih izdelkov, hkrati pa zmanjšuje odpadke zaradi napačnih rezov. Operaterji lahko prek zaslona PLC priročno nadzorujejo hitrost proizvodnje, dimenzije proizvodnje, dolžino reza in drugo. Poleg tega ima krmilna omarica PLC še funkcijeshranjevanje v pomnilnikuza pogosto uporabljene parametre in zagotavlja zaščitne funkcije, kot so preobremenitev, kratek stik in izpad faze.
Jezik na zaslonu PLC-ja je mogoče prilagoditi glede na želje stranke.
Hidravlična postaja

Naša hidravlična postaja je opremljena s hladilnimi električnimi ventilatorji za učinkovito odvajanje toplote, kar zagotavlja dolgotrajno in zanesljivo delovanje z nizko stopnjo okvar ter se prilagaja vročemu delovnemu okolju.
Garancija
Na dan odpreme bo na kovinsko imensko ploščico vgraviran trenutni datum, ki označuje začetek dvoletne garancije za celotno proizvodno linijo in petletne garancije za valje in gredi.
1. Odvijalec

2. Hranjenje

3. Prebijanje

4. Stojala za valjanje

5. Vozni sistem

6. Sistem rezanja

Drugi

Zunaj mize