








Profili
Kapaku i kreshtës siguron shtresën ku takohen dy shpatet e çatisë, duke e mbrojtur në mënyrë efektive zonën nga shiu dhe pluhuri. Këto kapele janë të disponueshme në forma të ndryshme për të plotësuar stile të ndryshme të paneleve metalike të çatisë dhe janë bërë nga çelik i veshur me ngjyra 0.3-0.6 mm, PPGI dhe çelik i galvanizuar.
Rasti real - Parametrat kryesorë teknikë
Grafiku i rrjedhës: Decoiler--Udhëzues--Makinë formimi të rulit--Shpues hidraulik--Prerës hidraulik--Tavolinë daljeje

Rasti real - Parametrat kryesorë teknikë
· Shpejtësi e rregullueshme e linjës: 0-10m/min
· Materiale të pajtueshme: Çelik i veshur me ngjyra, çelik i galvanizuar dhe PPGI
· Diapazoni i trashësisë së materialit: 0.3-0.6 mm
· Lloji i makinës së formimit të rulit: Strukturë me panel muri
· Sistemi i lëvizjes: Mekanizëm zinxhiri
· Sistemi i prerjes: Prerje hidraulike, me ndalimin e formuesit të rulit gjatë procesit të prerjes
· Kontroll PLC: Sistemi Siemens
Makineri të vërteta për raste
1. Çlirues manual*1 (Ne gjithashtu ofrojmë çlirues elektrik dhe hidraulik, mësoni më shumë në PËRSHKRIMIN më poshtë)
2. Makinë formuese rrotullash * 1
3. Makinë hidraulike shpuese * 1
4. Makinë prerëse hidraulike * 1
5. Tavolinë jashtë * 2
6. Kabineti i kontrollit PLC * 1
7. Stacion hidraulik*1
8. Kutia e pjesëve rezervë (Falas) * 1
Rast real - Përshkrimi
Decoiler
Çmbështjellësi është i disponueshëm në versione manuale, elektrike dhe hidraulike, të përzgjedhura sipas trashësisë, gjerësisë dhe peshës së bobinës së çelikut. Një çmbështjellës manual është i përshtatshëm për të mbështetur në mënyrë të sigurt një bobinë me trashësi 0.6 mm, duke siguruar një çmbështjellje të qetë dhe të qëndrueshme.
Boshti qendror i shpëlarësit, i njohur edhe si pajisja e zgjerimit të bërthamës, është projektuar për të mbajtur spiralen e çelikut, me aftësinë për t'u zgjeruar ose tkurrur për të akomoduar diametra të brendshëm që variojnë nga 460-520 mm, duke siguruar shpëlarje të sigurt dhe të qetë. Përveç kësaj, përfshihet një mbajtëse e jashtme e spirales për të parandaluar rrëshqitjen e spirales, duke rritur sigurinë e punonjësve.
Udhëzues

Rulat udhëzues ndihmojnë që spiralja e çelikut të hyjë pa probleme në makinën e formimit të rulit, duke siguruar shtrirjen me vijën qendrore të makinave të tjera. Kjo shtrirje është thelbësore për ruajtjen e drejtësisë së kapakut të kreshtës dhe sigurimin e pikave të sakta të presionit të formimit.
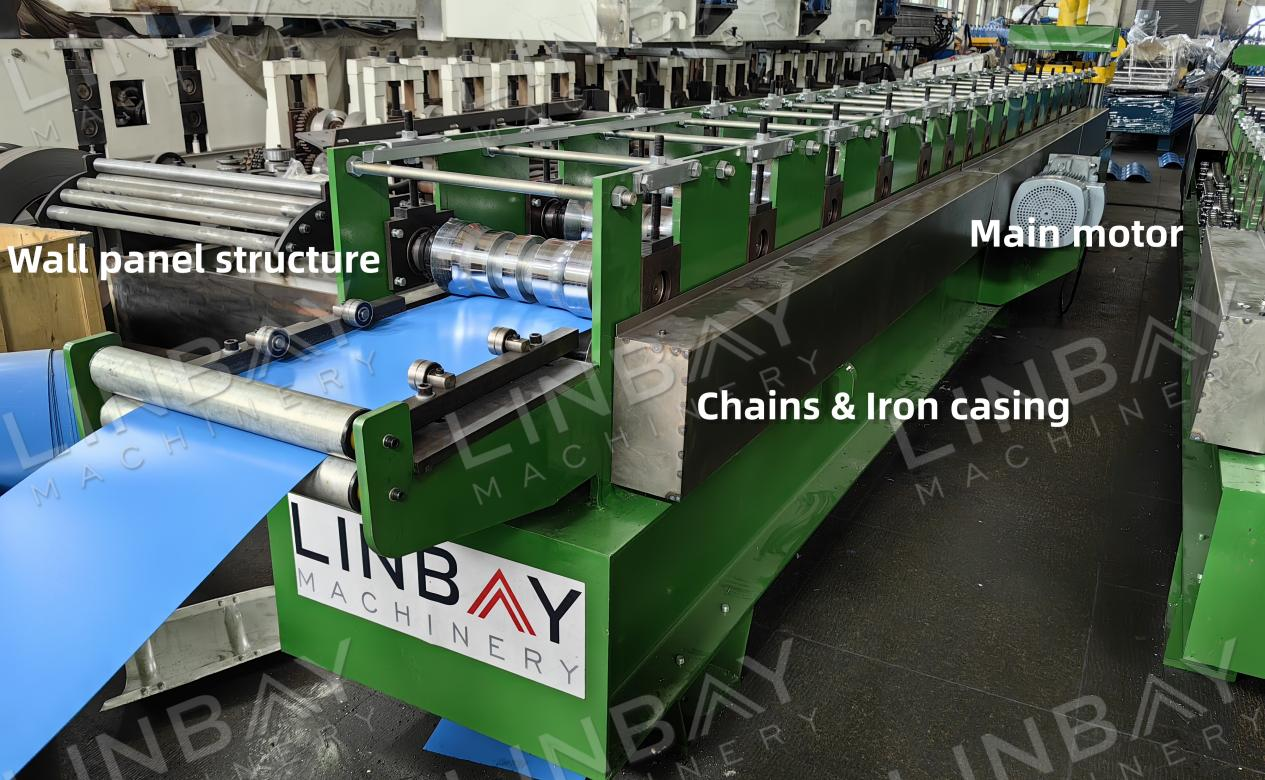
Makinë formimi rrotullash
Struktura e paneleve të murit e kombinuar me sistemin e drejtuar nga zinxhiri formon në mënyrë efikase fletë të holla me trashësi që variojnë nga 0.3-0.6 mm, duke ofruar një zgjidhje me kosto efektive. Zinxhiri është i mbyllur në një mbështjellës hekuri, duke siguruar mbrojtje për punëtorët dhe duke i mbrojtur zinxhirët nga dëmtimi nga mbeturinat. Ndërsa spiralja e çelikut kalon nëpër rulat formues, ajo i nënshtrohet presionit dhe forcave tërheqëse, duke rezultuar në formën e dëshiruar.
Sistemi përfshin 16 stacione formimi, secila e projektuar me saktësi bazuar në specifikimet e klientit, duke marrë parasysh lartësinë e valës, rrezen e harkut dhe skajet e drejta në të dyja anët e kapakut të kreshtës. Këto stacione janë projektuar për të parandaluar çdo gërvishtje të sipërfaqes së spirales ose dëmtim të shtresës së bojës.
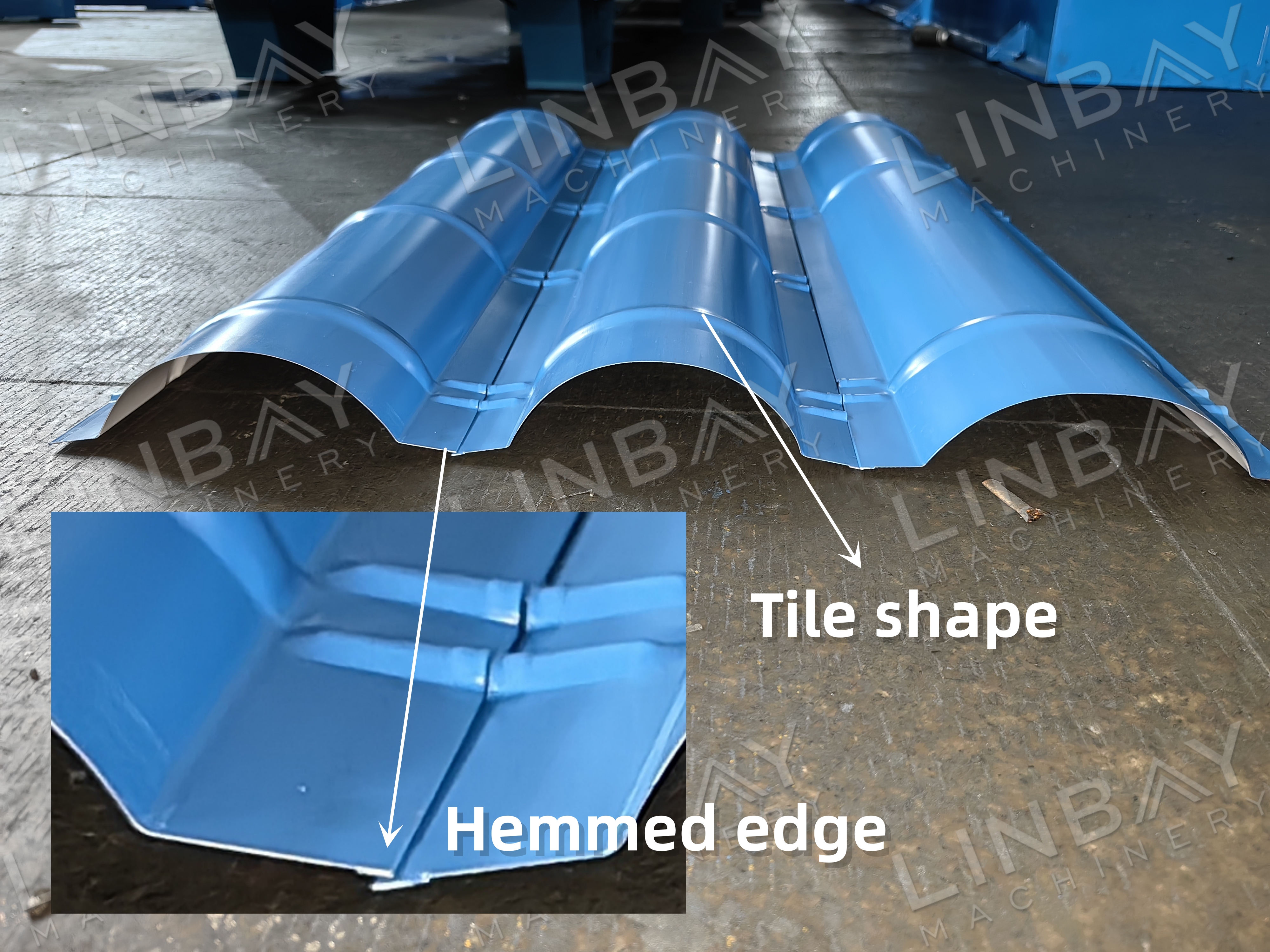
Ky kapak kreshtë përfshin skaje të rrumbullakosura për të rritur sigurinë duke zvogëluar mprehtësinë dhe duke i mbrojtur punëtorët nga lëndimet. Dizajni i rrumbullakosur gjithashtu fsheh skajin metalik, duke parandaluar zvarritjen e skajit dhe duke zvogëluar rrezikun e formimit të ndryshkut në skajin e kapakut kreshtë.
Vulosje
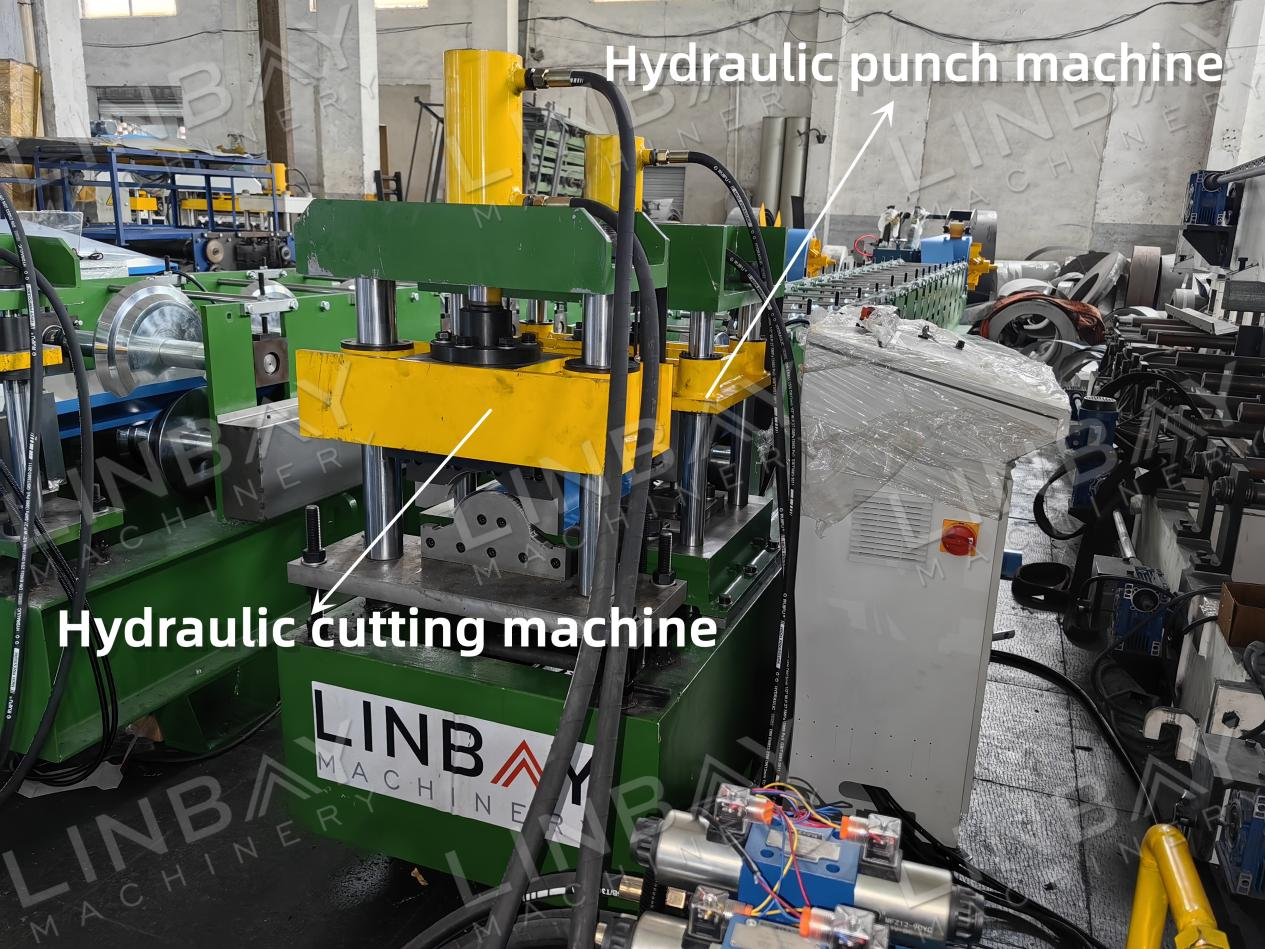
Pasi formohet, spiralja e çelikut merr një formë gjysmërrethore. Më pas, përdoret një makinë shpuese hidraulike për të stampuar modelin e ngritur mbi pllakë. Ky proces jo vetëm që i jep formë pllakës, por gjithashtu rrit forcën gjatësore të majës së kreshtës. Frekuenca e stampimit mund të rregullohet nëpërmjet ekranit PLC, dhe forma e stampimit mund të personalizohet sipas specifikimeve tuaja.
Enkoder, Kabineti i Kontrollit PLC dhe Prerje Hidraulike
Enkoderi mat me saktësi gjatësinë e spirales së çelikut në avancim dhe e shndërron këtë matje në një sinjal elektrik të dërguar në kabinetin e kontrollit PLC. Operatorët mund të konfigurojnë shpejtësinë e prodhimit, madhësinë e serisë dhe gjatësinë e prerjes direkt nga ekrani i kabinetit PLC. Falë reagimeve të sakta nga enkoderi, makina prerëse hidraulike mund të mbajë një gabim gjatësie prerjeje brenda ±1 mm. Përveç kësaj, tehet prerëse janë të projektuara me porosi sipas vizatimeve të dhëna, duke siguruar skaje të pastra dhe pa deformime dhe duke eliminuar gërvishtjet.
1. Zbrazës

2. Ushqyerja

3. Goditje me grusht

4. Stenda për formësimin e rulit

5. Sistemi i drejtimit

6. Sistemi i prerjes

Të tjerë

Tavolinë jashtë






