








video
Propil

Cross bracing maénkeun peran penting dina sistem rak, bolstering rojongan tur stabilitas antara dua pigura tegak. Dijieun tina baja hideung awét kalayan ketebalan biasana mimitian ti 1.5 dugi ka 2.5mm, aplikasi cet pos-ngabentuk tiasa ningkatkeun résistansi korosi sareng karat, mastikeun umur panjang sareng reliabilitas.
Kasus nyata-Parameter Téknis Utama
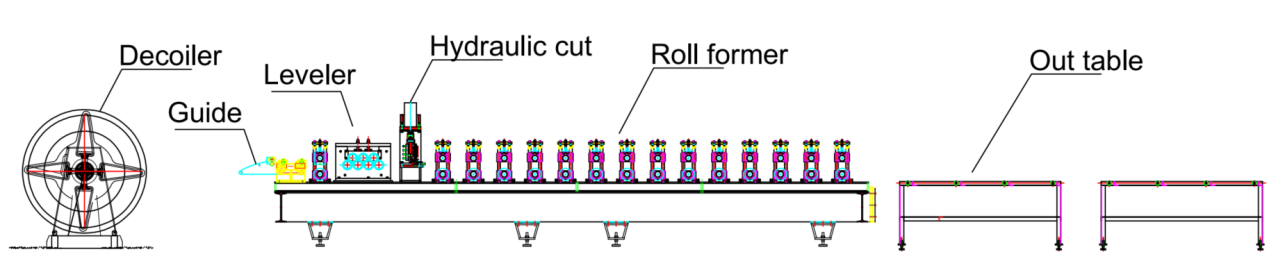
Bagan alur: Decoiler--Pandu--Leveler--Pra-potong--Bentuk gulungandina mesin-- Kaluar méja
- speed 1.Line: 0-15m / mnt, adjustable
- 2.Dimensions dina kasus nyata: Sababaraha rubak 80-300mm, jangkungna dibereskeun 50mm
- 3.Suitable bahan: baja Galvanized
- ketebalan 4.Material: 1.5-2mm
- 5.Roll ngabentuk mesin: Tuang-iron struktur jeung sistem nyetir ranté
- Sistim 6.Cutting: Motong saméméh roll ngabentuk mesin, kalawan kakuatan hidrolik.
- 7.PLC kabinét: Sistim Siemens.
Kasus nyata-Mesin
1.Decoiler*1
2.Leveler (Dilengkepan dina mesin roll ngabentuk) * 1
3.Hydraulic pre-cut mesin * 1
4.Roll ngabentuk mesin * 1
5. Kaluar méja * 2
6.kabinét kontrol PLC * 1
7.Stasiun hidrolik*2
8.kotak suku cadang (Gratis) * 1
Kasus nyata-Pedaran
- Decoiler
Biasana, decoiler janten komponén mimiti jalur produksi. Panangan pencétna tiasa ngamankeun coil baja, nyegah tatu tina coil recoil nalika robih coil. alat retainer coil kaluar salajengna nyegah coils ngageser kaluar mandrel nu.
nungtun
The guiding rollers leres bakal pituduh coil baja kana rollers ngabentuk pikeun ngajaga alignment antara coil baja jeung mesin roll ngabentuk, ngaminimalkeun sagala bending atawa simpangan poténsial.
Leveler

Ketebalan cross bracing ngahontal 2.5mm, sarta ngan lamun éta sampurna lempeng tur teu twisted bisa nyadiakeun stabilitas pangalusna pikeun pigura rak. Mesin leveling tiasa rarata coil baja, ngaleupaskeun tekanan internal, sahingga leuwih gampang pikeun ngawangun sarta ngabentuk straightly. Dina garis produksi ieu, mesin leveling diatur dina roll ngabentuk base mesin, nu bisa ngahemat spasi lanté sarta ngurangan biaya darat.
Mesin pre-cut
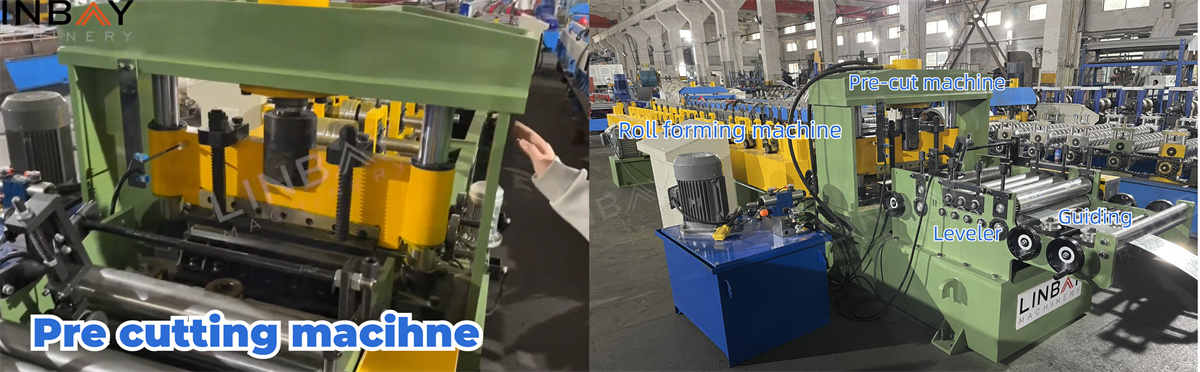
Dibandingkeun jeung post-motong, pre-motong saméméh ngabentuk ngajadikeun euweuh runtah. Leyuran ieu mempermudah ngagantian gampang tina coils baja lebaran varying pikeun ngahasilkeun sababaraha ukuran dina garis produksi sarua, tanpa ngabalukarkeun runtah nanaon.
Bentuk gulungandina mesin

Mesin ngabentuk gulungan mangrupikeun komponén anu paling kritis dina sadaya jalur produksi. Ieu utilizes konstruksi matak-beusi mantap pikeun stasiun ngabentuk, crafted ti sapotong padet tina baja. Rotasi rollers ngabentuk disetir ku sistem ranté.
Bahan tina rollers ngabentuk nyaeta Gcr15, a tinggi-karbon kromium bearing baja renowned pikeun karasa alus teuing sarta lalawanan maké. The rollers anu Chrome-plated pikeun manjangkeun umur layanan maranéhanana. The shafts dijieunna tina bahan 40Cr sarta ngalaman perlakuan panas.
Tulangan dilebetkeun di handapeun profil pikeun ningkatkeun kakuatanana. mesin roll ngabentuk ieu bisa ngahasilkeun cross bracing kalayan rubak 80-300mm sarta jangkungna 50mm. Ku ngasupkeun dimensi anu dipikahoyong kana panel kontrol PLC, stasiun ngabentuk ngalir sapanjang rel ka posisi anu bener sareng tepat. Titik ngabentuk ogé nyaluyukeun nalika stasiun ngabentuk ngalir.
Pikeun kasalametan gerak stasiun ngabentuk, 2 sénsor jarak dipasang dina dasar mesin, pakait jeung posisi pangluarna jeung pangjerona nungabentukstasiunsbisa dipindahkeun ka.Pikeun sénsor, tanjeunna titik sensing nyaetaIeuhdidasar stasiun ngabentuk. Nu pangjeronasénsornyaéta pikeun nyegahngabentukstasiunsti deukeut teuing jeung ngabalukarkeun tabrakan roller.Pangluarnasénsornyaéta pikeun nyegahngabentukstasiun ti disengaging tireljeung ragrag.
Stasion hidrolik
Stasion hidrolik dipasangan kipas pendingin anu dirancang pikeun ngaleungitkeun panas anu efisien, ngajamin operasi anu teu kaganggu sareng ningkatkeun produktivitas. Kasohor pikeun tingkat gagalna anu rendah, stasion hidrolik ieu diwangun pikeun tahan, mastikeun daya tahan jangka panjang.
Kabinét kontrol PLC & Encoder
Encoder ngarobah panjang rasa tina coil baja kana sinyal listrik dikirimkeun ka kabinet kontrol PLC. Dina kabinét kontrol, laju produksi, kaluaran produksi individu, panjang motong, sareng parameter sanésna tiasa diurus. Kalayan pangukuran anu tepat sareng eupan balik ti encoder, mesin motong tiasa ngontrol kasalahan motong dina ± 1mm.
1. Decoiler

2. Dahar

3. Nyentak

4. Roll ngabentuk nangtung

5. Sistim nyetir

6. Sistim motong

Lain

Méja kaluar






