








відэа
Профіль
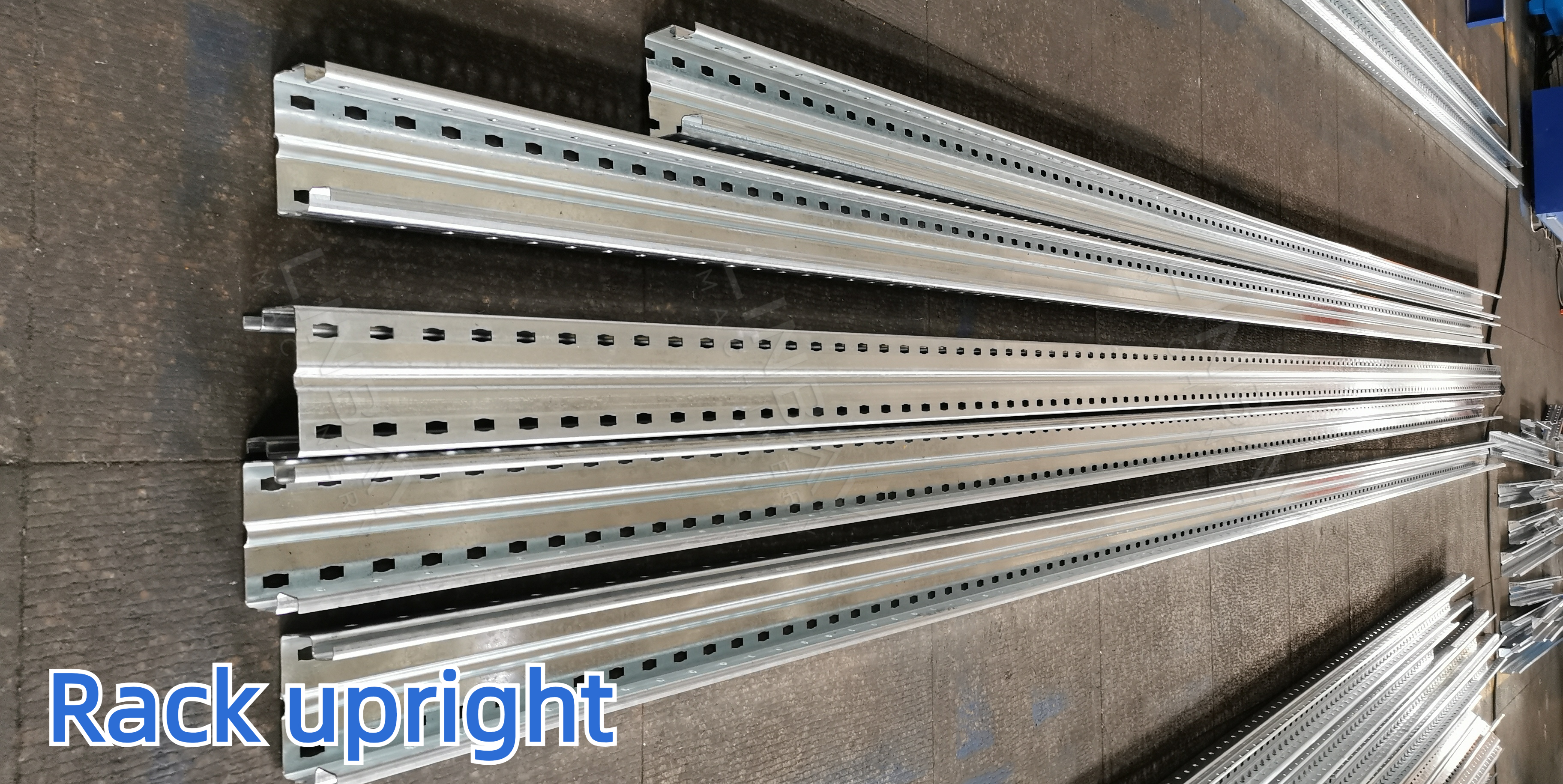
Вертыкальная стойка забяспечвае вертыкальную апору і структурную цэласнасць паліц і стэлажаў. Яна распрацавана з перфарацыяй для рэгулявання размяшчэння бэлек, што дазваляе падбіраць гнуткую вышыню паліц. Вертыкальныя стойкі звычайна вырабляюцца з халоднакатанай або гарачакатанай сталі таўшчынёй ад 2 да 3 мм.
Рэальная справа - Блок-схема
Блок-схема: гідраўлічны размотчык — выраўноўвальнік — сервападавальнік — гідраўлічны прабойнік — абмежавальнік — накіроўвалы — прафіляцыйны станок — лятаючая гідраўлічная выразальная машына — вынасны стол

Рэальны выпадак - асноўныя тэхнічныя параметры
1. Хуткасць лініі: 0-12 м/мін, рэгуляваная
2. Падыходны матэрыял: гарачакатаная сталь, халоднакатаная сталь, ацынкаваная сталь
3. Таўшчыня матэрыялу: 2-3 мм
4. Машына для фармавання ролікаў: чыгунная канструкцыя
5. Сістэма кіравання: сістэма кіравання каробкай перадач
6. Сістэма рэзкі: лятаючая рэзальная машына, ролікавая фармавальная машына не спыняецца падчас рэзкі.
7. Шафа ПЛК: сістэма Siemens.
Сапраўдная машына для кейсаў
1. Гідраўлічны размотчык*1
2. Выраўноўвальнік*1
3. Сервапрывад*1
4. Гідраўлічны прабівальнік*1 (Звычайна для кожнага памеру патрабуецца асобная форма.)
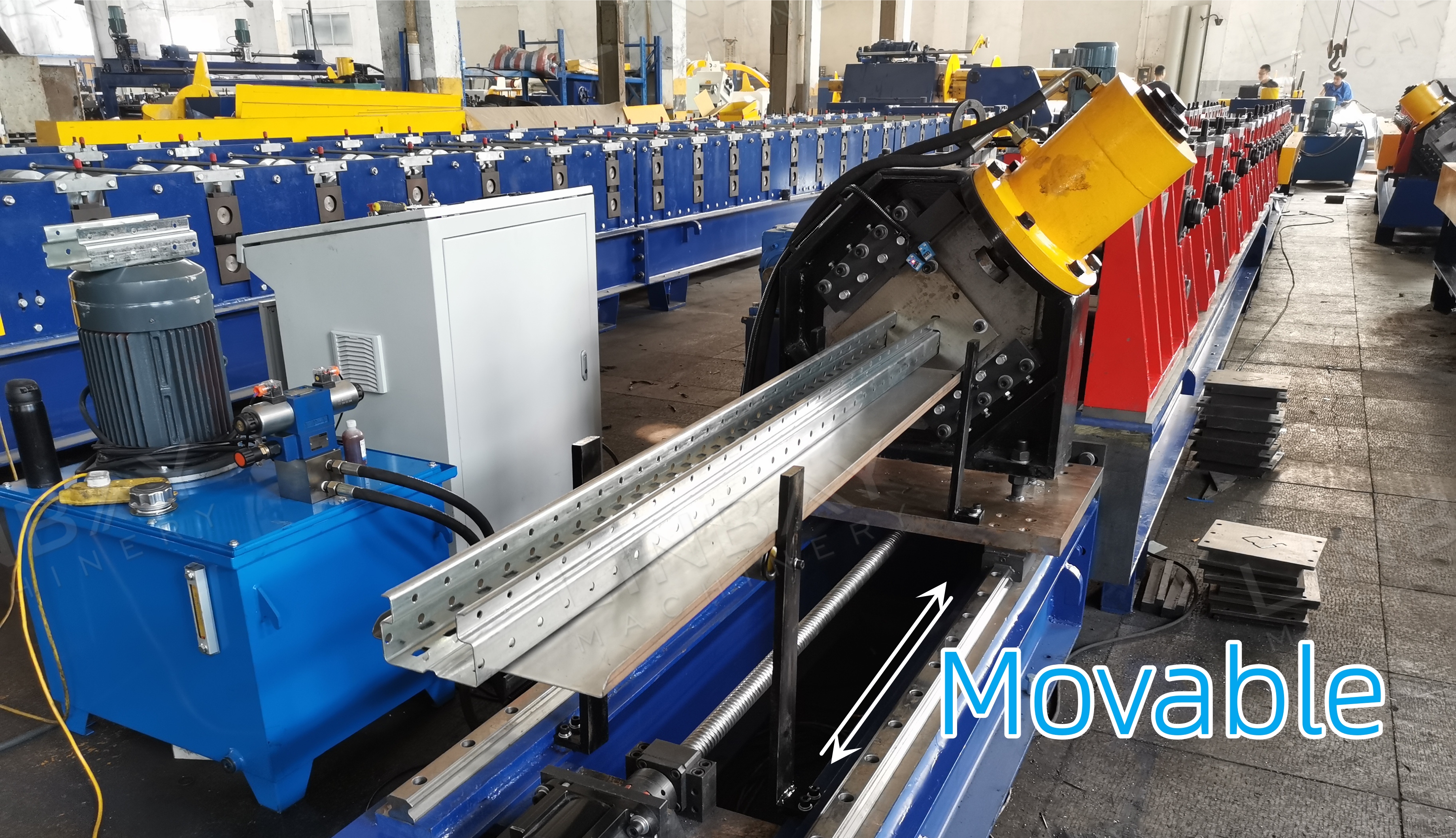
5. Машына для фармавання ролікаў*1
6. Гідраўлічная рэжучая машына*1 (Звычайна для кожнага памеру патрабуецца асобнае лязо.)
7. Аўт-стол*2
8. Шафа кіравання ПЛК*1
9. Гідраўлічная станцыя*2
10. Каробка запасных частак (бясплатна) * 1
Апісанне рэальнага выпадку
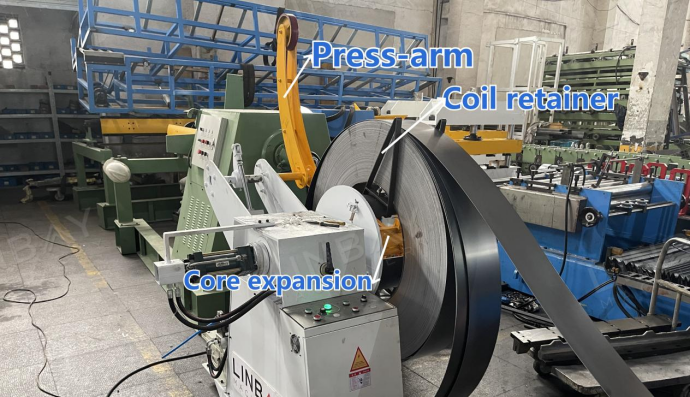
Гідраўлічны размотчык
Гідраўлічны размотчык аўтаматызуе працэс размоткі рулона, мінімізуючы ручное ўмяшанне і павышаючы эфектыўнасць. Ён абсталяваны перадавымі функцыямі бяспекі, такімі як прыціскны рычаг і вонкавы фіксатар рулона, якія прадухіляюць падзенне або выскальванне сталёвага рулона.
Выраўноўвальнік

Выраўноўвальнік разгладжвае сталёвы рулон і здымае ўнутранае напружанне, што спрыяе наданню формы і дакладнай штампоўцы. Форма вертыкальнай стойкі істотна ўплывае на яе грузападымальнасць.
Гідраўлічны прабойнік і сервападавальнік
Падавальнік прыводзіцца ў рух серварухавіком, што забяспечвае мінімальную затрымку запуску і прыпынку, а таксама дакладны кантроль даўжыні сталёвага рулона, дакладна размяшчаючы адтуліны паміж імі. Унутры падавальніка выкарыстоўваецца пнеўматычная падача для абароны паверхні сталёвага рулона ад драпін.
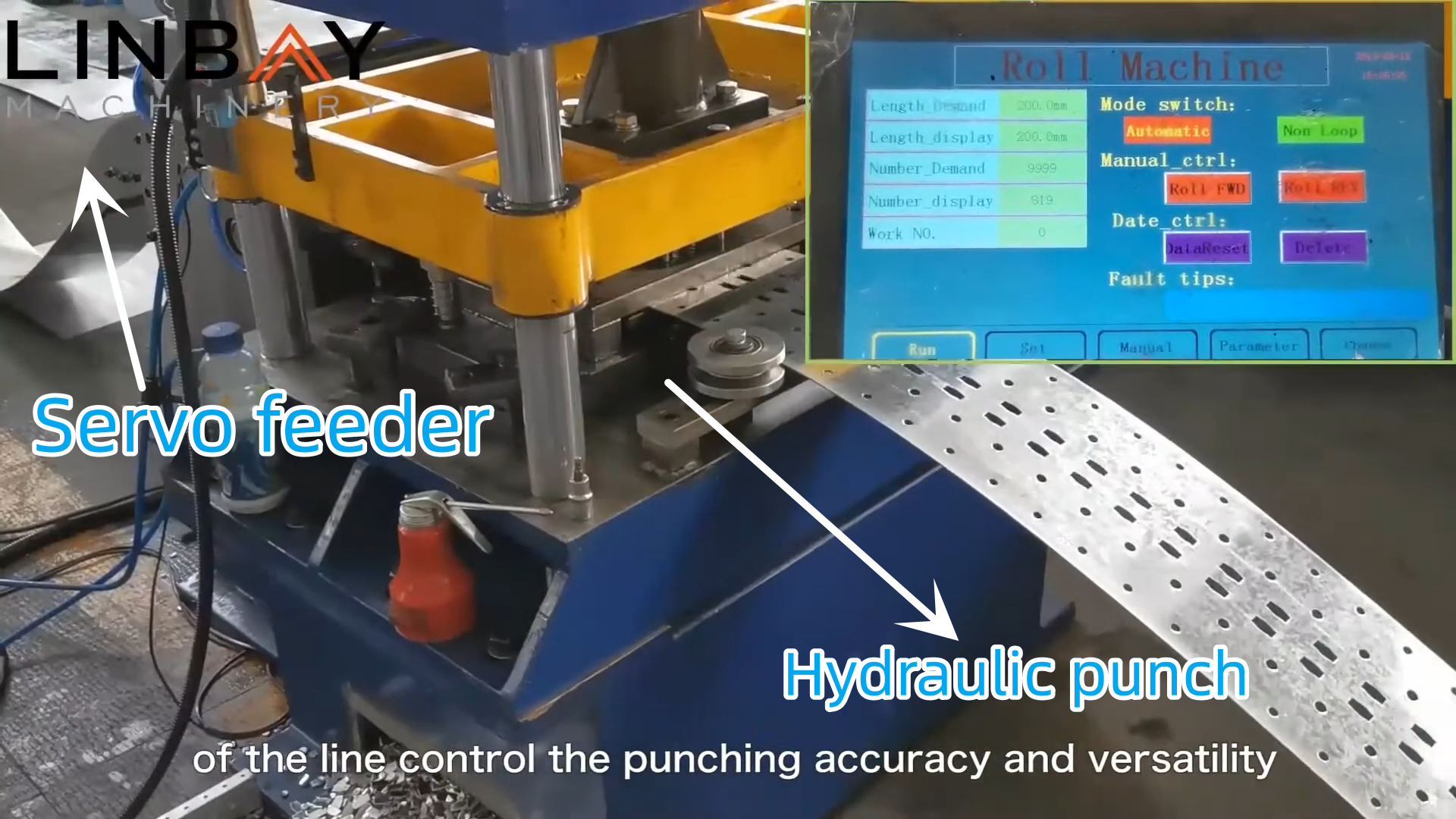
Гідраўлічны прабойнік працуе ад гідраўлічнай станцыі. Падчас выкарыстання аўтаномнай гідраўлічнай прабойнай машыны іншыя часткі вытворчай лініі могуць працягваць працаваць без перапынкаў.
Аўтаномная гідраўлічная прабіўная машына забяспечвае месца для захоўвання сталёвага рулона паміж этапамі прабівання і фармавання. Падчас прабівання фармавальная машына можа працягваць працаваць, тым самым павышаючы агульную эфектыўнасць і прадукцыйнасць вытворчай лініі. Важна адзначыць, што пры вытворчасці вертыкальных элементаў розных памераў формы неабходна адпаведна мяняць.
Кіраўніцтва
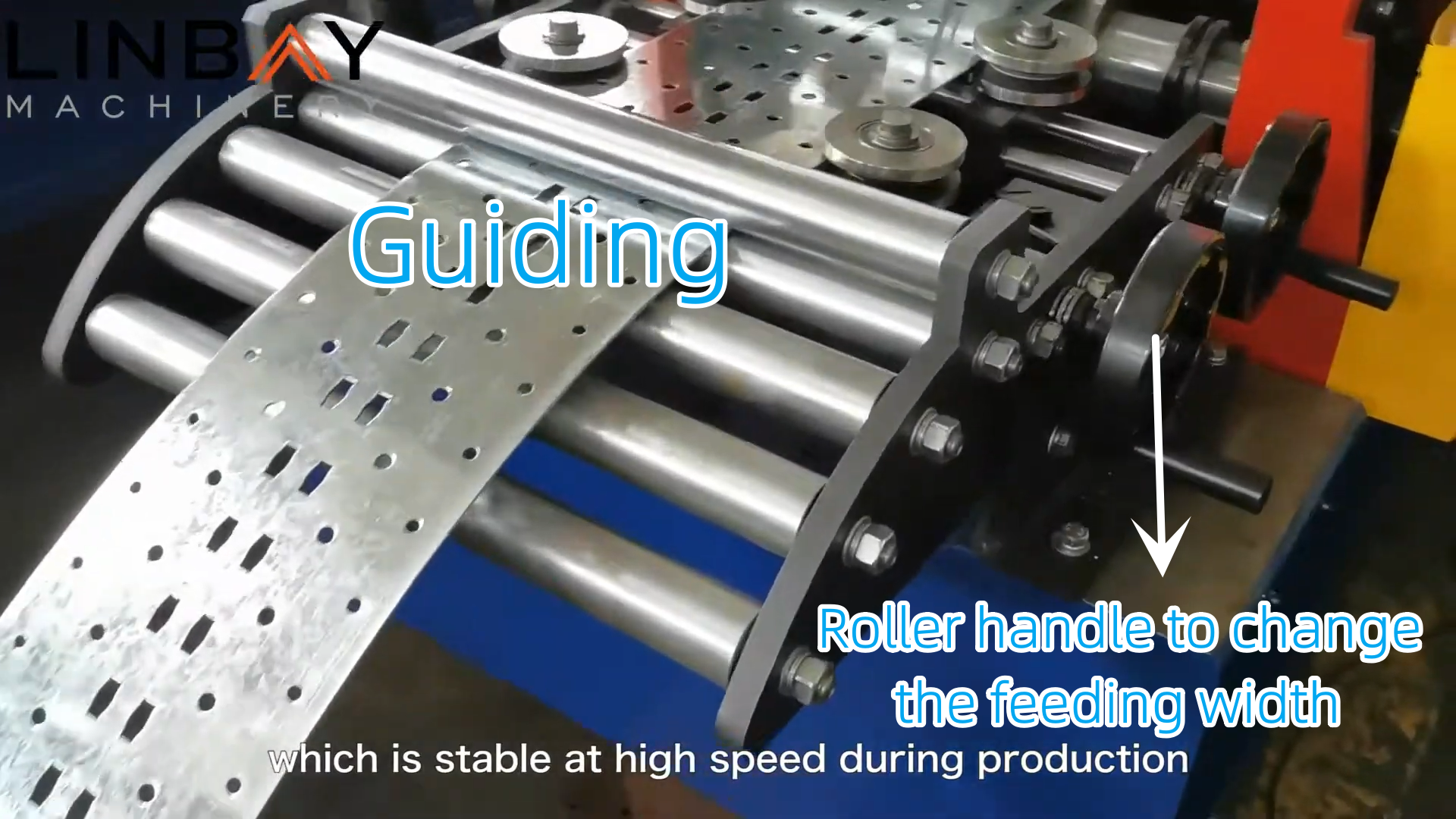
Накіроўвальныя ролікі ўтрымліваюць сталёвы рулон і станок выраўнаваны па адной цэнтральнай лініі, прадухіляючы дэфармацыю падчас працэсу фармавання. Вертыкальная стойка з'яўляецца найважнейшым кампанентам, які падтрымлівае ўстойлівасць рамы стэлажа, і яе прамалінейнасць непасрэдна ўплывае на агульную ўстойлівасць паліцы.
Машына для фармавання ролікаў
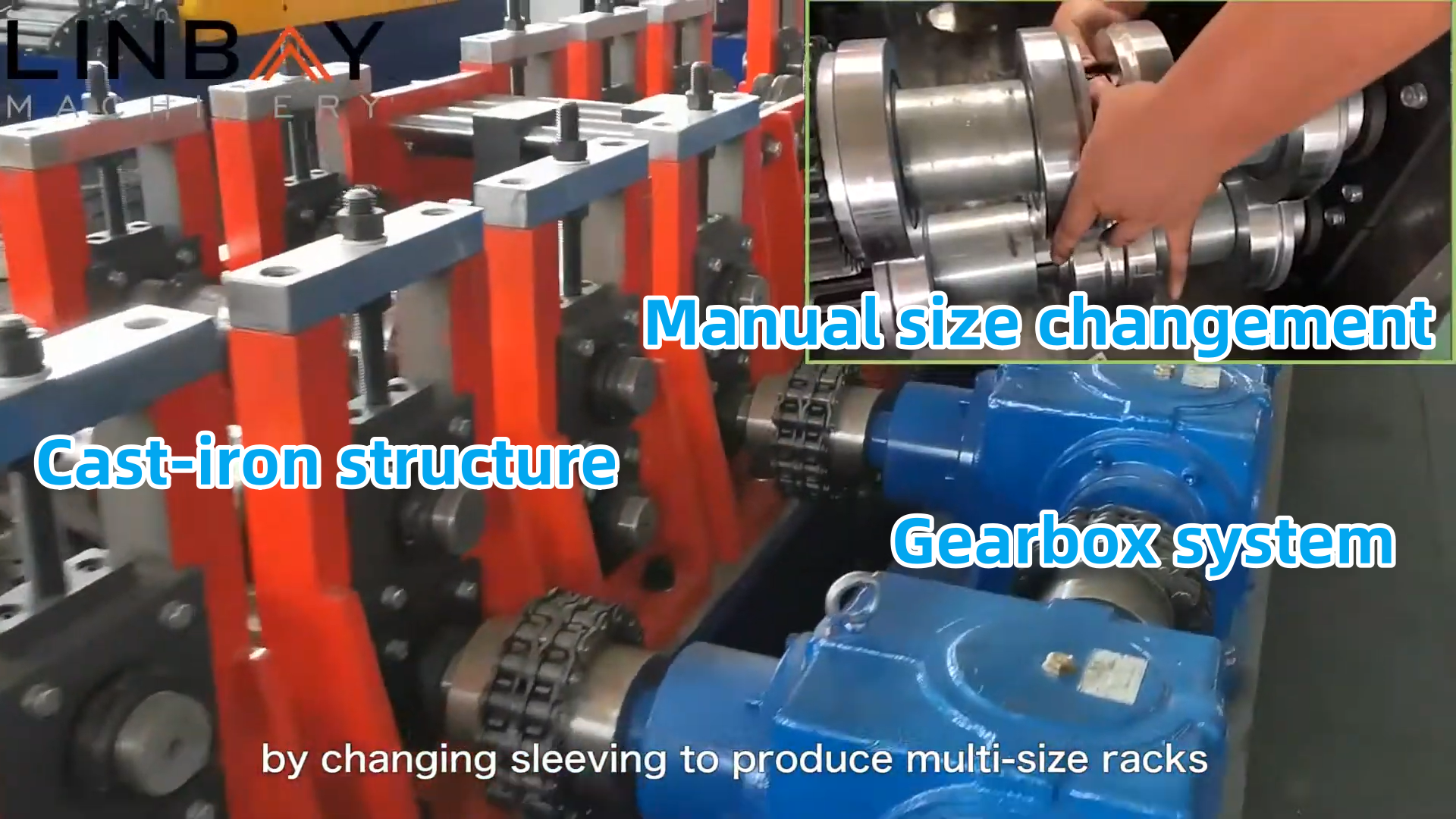
Гэты профільны станок мае чыгунную канструкцыю і сістэму прывада з рэдуктарам. Ён можа вырабляць розныя памеры шляхам ручной рэгулявання ролікаў. Акрамя таго, мы прапануем больш аўтаматызаваныя рашэнні, дзе фармавальныя станцыі аўтаматычна падладжваюцца пад змену памераў.
Незалежна ад узроўню аўтаматызацыі, нашы фармовачныя машыны здольныя вырабляць стойкі з высокай прамалінейнасцю і дакладным сумяшчэннем з чарцяжамі.
Шафа кіравання PLC, энкодэр і лятаючы гідраўлічны рэжучы станок
Энкодэры адыгрываюць вырашальную ролю ў забеспячэнні неабходнай зваротнай сувязі аб становішчы, хуткасці і сінхранізацыі. Яны пераўтвараюць вымераную даўжыню сталёвай шпулькі ў электрычныя сігналы, якія затым перадаюцца ў шафу кіравання ПЛК.
Дысплей шафы кіравання дазваляе рэгуляваць хуткасць вытворчасці, прадукцыйнасць за цыкл, даўжыню рэзкі і іншыя параметры. Дзякуючы дакладным вымярэнням і зваротнай сувязі ад энкодэра, рэжучая машына можа падтрымліваць дакладнасць рэзкі ў межах ±1 мм.
Гэтая гідраўлічная рэжучая машына не ўтварае адходаў пры кожным разрэзе, што дапамагае зэканоміць на матэрыялах. Аднак для кожнага памеру вертыкальнай дошкі патрабуецца асобнае лязо.
Рэзальны станок рухаецца наперад і назад з той жа хуткасцю, што і ролікавая формаўка, што дазваляе вытворчай лініі працаваць бесперапынна без перапынкаў.
Гідраўлічная станцыя
Гідраўлічная станцыя забяспечвае неабходную гідраўлічную магутнасць для працы абсталявання, такога як гідраўлічны размотчык і разак. Абсталяваная вентылятарамі астуджэння для эфектыўнага адводу цяпла, яна забяспечвае бесперапынную працу і павышае прадукцыйнасць. Вядомая сваёй надзейнасцю і нізкім узроўнем паломак, гэтая гідраўлічная станцыя распрацавана для трываласці і працяглага тэрміну службы.
У гарачым клімаце мы рэкамендуем павялічыць памер гідраўлічнага рэзервуара, каб палепшыць цеплааддачу і павялічыць аб'ём вадкасці, даступнай для эфектыўнага паглынання цяпла.
Дзякуючы гэтым мерам, гідраўлічная станцыя можа падтрымліваць стабільную рабочую тэмпературу нават пры працяглым выкарыстанні, што забяспечвае надзейнасць і эфектыўнасць вытворчай лініі па прафіляванні.
1. Размотчык

2. Кармленне

3. Штампоўка

4. Станды для прафілявання

5. Сістэма кіравання

6. Сістэма рэзкі

Іншыя

Аўт-стол






