








видео
Профил

Напречното укрепване играе жизненоважна роля в стелажните системи, като укрепва опората и стабилността между две вертикални рамки. Изработени от издръжлива черна стомана с дебелина, обикновено варираща от 1,5 до 2,5 мм, нанасянето на боя след формоване служи за повишаване на устойчивостта на корозия и ръжда, осигурявайки дълготрайност и надеждност.
Реален случай - Основни технически параметри
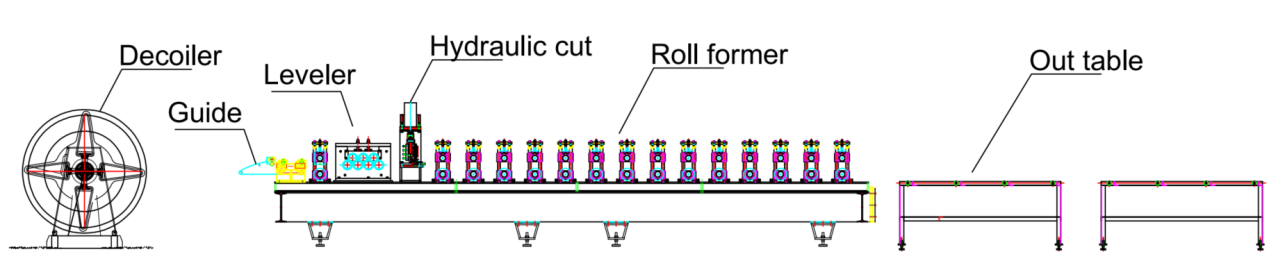
Блок-схема: Dейлъри--Направляващ--Нивелир--Предварително изрязан--Ролкова формамашина--Маса за отсъствие
- 1. Скорост на линията: 0-15 м/мин, регулируема
- 2. Размери в реален случай: Различна ширина 80-300 мм, фиксирана височина 50 мм
- 3. Подходящ материал: Поцинкована стомана
- 4. Дебелина на материала: 1,5-2 мм
- 5. Машина за валцоване: чугуненаn структура и система за задвижване на веригата
- 6. Система за рязане: Рязане преди ролково формоване, с хидравлична мощност.
- 7. PLC шкаф: система Siemens.
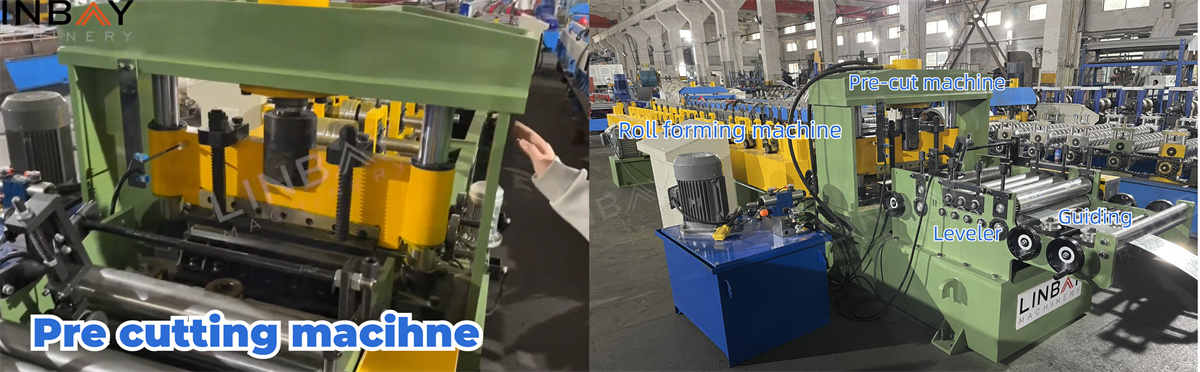
Реални машини за корпуси
1. Развивач*1
2. Изравнител (оборудван на машината за валцоване) * 1
3. Хидравлична машина за предварително рязане * 1
4. Машина за валцоване * 1
5. Извън масата*2
6. PLC контролен шкаф * 1
7. Хидравлична станция*2
8. Кутия с резервни части (безплатна) * 1
Описание на реалния случай
- Развивач
Обикновено размотачът служи като първият компонент на производствената линия. Неговото притискащо рамо е способно да закрепи стоманената рулона, предотвратявайки нараняване от откат на рулоната по време на смяната ѝ. Устройствата за задържане на рулоните, насочени навън, допълнително предотвратяват изплъзването на рулоните от дорника.
Водещи
Направляващите ролки ще насочват правилно стоманената рулона към формоващите ролки, за да поддържат подравняването между стоманената рулона и ролкоформоващата машина, като минимизират всяко потенциално огъване или отклонение.
Нивелир

Дебелината на напречното укрепване достига 2,5 мм и само когато е идеално право и не е усукано, може да осигури най-добра стабилност на рамката на стелажа. Машината за изравняване може да изравни стоманената намотка, да освободи вътрешното налягане, което улеснява оформянето и правилното ѝ формоване. В тази производствена линия машината за изравняване е разположена върху основата на ролковата машина, което може да спести място на пода и да намали разходите за земя.
Машина за предварително рязане
В сравнение с последващото рязане, предварителното рязане преди формоване не води до отпадъци. Това решение улеснява по-лесната подмяна на стоманени рулони с различна ширина за производство на множество размери на една и съща производствена линия, без да се генерират отпадъци.
Ролкова формамашина

Валцовъчната машина е най-важният компонент на цялата производствена линия. Тя използва здрава чугунена конструкция за формовъчната станция, изработена от масивно парче стомана. Въртенето на формовъчните ролки се задвижва от верижна система.
Материалът на формоващите ролки е Gcr15, високовъглеродна хромирана стомана, известна с отличната си твърдост и износоустойчивост. Ролките са хромирани, за да се удължи експлоатационният им живот. Валовете са изработени от материал 40Cr и са подложени на термична обработка.
В долната част на профила са вградени подсилващи елементи, за да се подобри здравината му. Тази ролкова формовъчна машина може да произвежда напречни укрепвания с ширина 80-300 мм и височина 50 мм. Чрез въвеждане на желаните размери в контролния панел на PLC, формовъчната станция се движи по релсите до правилната и точна позиция. Точката на формоване също се настройва с движението на формовъчната станция.
За безопасността на движението на формовъчните станции, 2 сензори за разстояние са разположени на основата на машината, съответстващи на най-външната и най-вътрешната позиция, коятоформиранестанцияsможе да се премести в.За сензорите, tточката на усещане етуквосновата на формовъчните станцииНай-съкровенотосензоре да се предотвратиформиранестанцияsда се приближат твърде много и да причинят сблъсъци с ролерите.Най-външниятсензоре да се предотвратиформиранестанцията да се откачи отрелсии падане.
Хидравлична станция
Хидравличната станция е оборудвана с охлаждащи вентилатори, проектирани за ефективно разсейване на топлината, гарантиращи непрекъсната работа и повишаване на производителността. Известна с ниския си процент на повреди, тази хидравлична станция е създадена да издържи дълготрайно, осигурявайки дълготрайна издръжливост.
PLC контролен шкаф и енкодер
Енкодерът преобразува измерената дължина на стоманената намотка в електрически сигнали, предавани към контролния шкаф с PLC. В контролния шкаф могат да се управляват производствената скорост, индивидуалният производствен обем, дължината на рязане и други параметри. С прецизни измервания и обратна връзка от енкодера, машината за рязане може да контролира грешките при рязане в рамките на ±1 мм.
1. Развивач

2. Хранене

3. Пробиване

4. Стендове за валцоване

5. Система за задвижване

6. Система за рязане

Други

Аут маса






