ВИДЕО
Профил
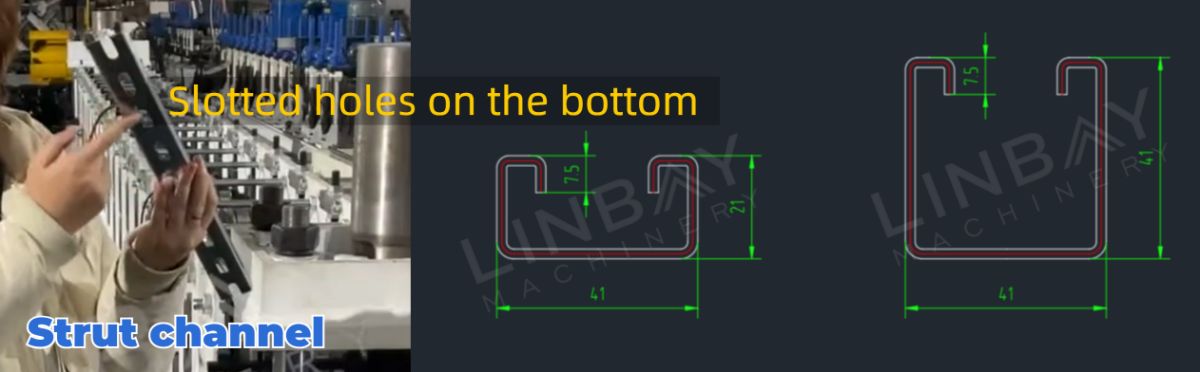
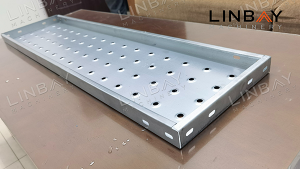
Подпорният канал служи като жизненоважен компонент за поддържане и свързване на леки структурни товари в строителството. Стандартните размери за подпорните канали често включват41*21 мми41*41 ммТези канали обикновено се изработват от материали катогорещовалцувана стомана, студеновалцувана стомана или поцинкована стомана, с дебелина, обикновено варираща от1,5 мм до 2 мм.
Реален случай - Основни технически параметри
Блок-схема
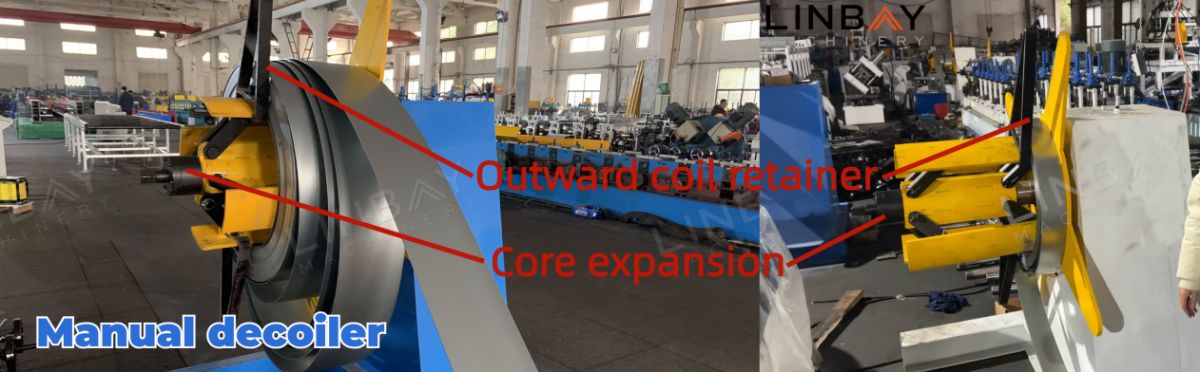
Ръчният размотавач е оборудван със спирачно устройство, което позволява регулиране на разширяването на сърцевината между φ490-510 мм,осигуряване на плавно развиванеОсвен това, външен фиксатор на рулоната предотвратява изплъзването ѝ, което повишава рентабилността и безопасността. В случая на хидравличното размотаване, притискащо рамо закрепва стоманената рулона, намалявайки риска от изкривяване на рулоната и потенциално нараняване на работниците. За да отговорим на повишените производствени изисквания, ние предлагаме опционален хидравличен размотавач, задвижван от хидравлична станция.
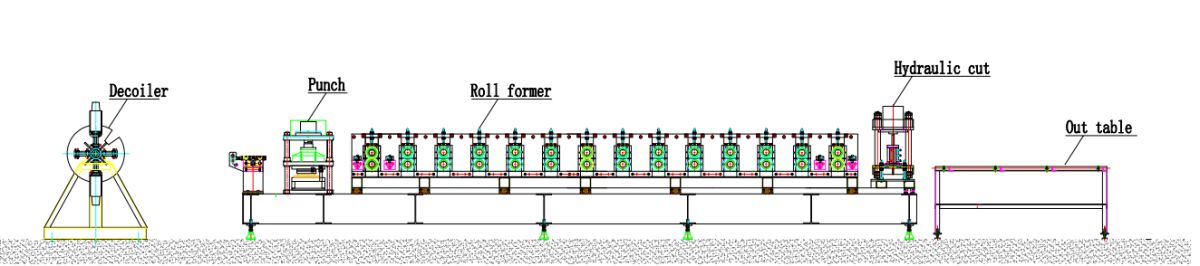
Ръчен размотавач -- Насочване -- Хидравличен щанц -- Валцова машина -- Хидравлично изрязване -- Маса
Основни технически параметри
1. Скорост на линията: 0-12 м/мин без пробиване, 3 м/мин с пробиване.
2. Дебелина на материала: в този случай 2 мм.
3. Подходящ материал: горещовалцувана стомана, студеновалцувана стомана, поцинкована стомана.
4. Машина за валцоване: Структура на стенни панели и система за задвижване на веригата.
5. Брой формовъчни станции: 20
6. Система за щанцоване: Хидравлична, ролковият бивш спира при щанцоване.
7. Система за рязане: Хидравлична, ролковият формовъчен механизъм спира при рязане.
8. Промяна на размера: 2-3 часа ръчно.
9. PLC шкаф: система Siemens.
Описание на реалния случай
Ръчен размотавач
Водещи
Направляващите ролки играят ключова роля за поддържане на подравняването между стоманената намотка и машината, предотвратявайки изкривяване на канала на подпората.

Направляващите ролки играят ключова роля в процеса на формоване, предотвратявайки отскок на стоманената лента. Праволинейността на тръбната греда е от съществено значение за качеството на продукта, влияейки върху носещата способност на цялата монтажна рамка. Направляващите ролки са стратегически монтирани по цялата дължина на ролковата машина, не само на входа. Преди доставката, ние измерваме разстоянието от всяка направляваща ролка до ръба на машината и документираме тези измервания в ръководството. В случай на леки измествания по време на транспортиране или производствения процес, работниците могат да използват тези записани данни, за да препозиционират ролките точно.
Хидравличен перфоратор

Хидравличният щанцов апарат, задвижван от хидравлична станция, е разположен пред ролформовъчната машина, което налага пауза в процеса на ролформиране по време на щанцоването. Хидравличният щанцов апарат е конфигуриран със стъпка на щанцоване от 400 мм. За повишена скорост на производство предлагаме независимо хидравлично решение за щанцоване, съобразено с предоставените чертежи за щанцоване.
Машина за валцоване
Валцовъчната машина е с конструкция от стенни панели и система за верижно задвижване, което осигурява рентабилно решение за ръчна промяна на размера с време за подмяна от около2-3 часа.
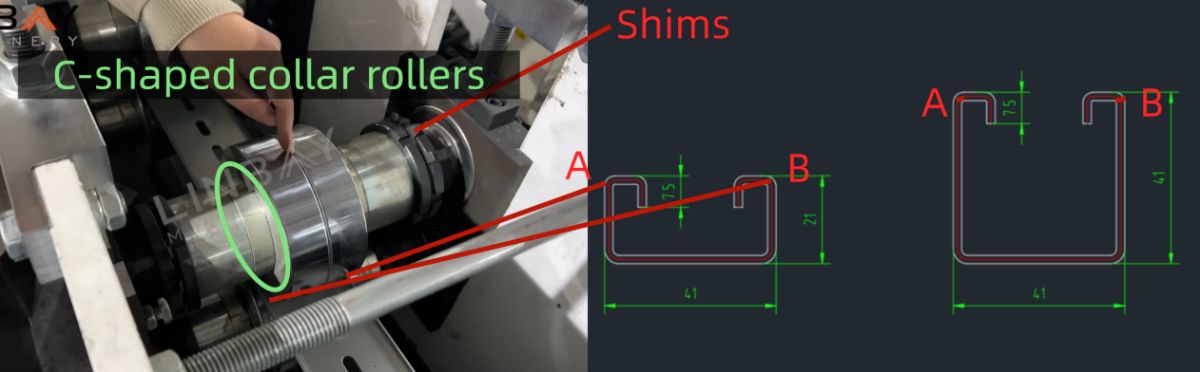
Регулирането на точките на формоване е от решаващо значение за промяна на размерите. Разхлабване на подложките в краищата на ролките и подмяна или добавянеC-образни ролки за яка (ръкави)в подходящата позиция измества точката на формоване за новия размер на профила. Освен това, ние предоставямеавтоматична промяна на размера решениес време за заместване наприблизително 10 минути.
Видео линк към -【Инсталация】Сменяеми ръкави Linbay за машина за валцоване

Хидравлично рязане

Хидравличната машина за рязане, управлявана от хидравлична станция, е способна да реже стоманени рулони с дебелина 2 мм. Режещите ѝ ножове са съобразени с формата на профила, произвеждайки около 8 мм отпадъчен материал на рязане, като същевременно поддържат почти без мустаци режеща повърхност.
Енкодер и PLC
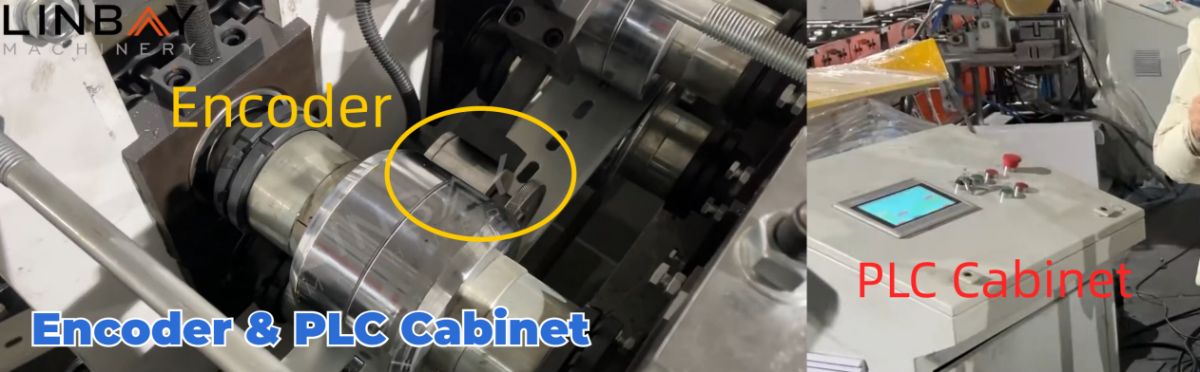
Валцовъчната машина е оборудвана с енкодер на японска марка Koyo, който преобразува измерените дължини на рулоните в електрически сигнали, предавани към PLC контролния шкаф. Тази прецизна система гарантира, че грешките при рязане са минимизирани.в диапазон от ±1 мм, осигурявайки производството на висококачествени продукти, като същевременно минимизират отпадъците от неправилни разрези. Операторите могат удобно да контролират скоростта на производство, производствените размери, дължината на рязане и други чрез PLC екрана. Освен това, PLC контролният шкаф разполагасъхранение на паметза често използвани параметри и осигурява защитни функции като претоварване, късо съединение и загуба на фаза.
Езикът на екрана на PLC може да бъде персонализиран според предпочитанията на клиента.
Хидравлична станция

Нашата хидравлична станция е оборудвана с охлаждащи електрически вентилатори за ефективно разсейване на топлината, осигурявайки продължителна и надеждна работа с нисък процент на повреди, адаптирайки се към гореща работна среда.
Гаранция
В деня на доставката, текущата дата ще бъде гравирана върху металната табелка с данни, отбелязвайки началото на двугодишна гаранция за цялата производствена линия и петгодишна гаранция за ролки и валове.
1. Развивач

2. Хранене

3. Пробиване

4. Стендове за валцоване

5. Система за задвижване

6. Система за рязане

Други

Аут маса