










ПРОФИЛ
Кръглите тръби за тенти са основни компоненти за тенти, обикновено изработени от алуминий или поцинкована стомана. Стандартните диаметри включват 60/63/70/78/80/85 мм и обикновено се предлагат в дължини от 4, 5, 6 или 7 метра.
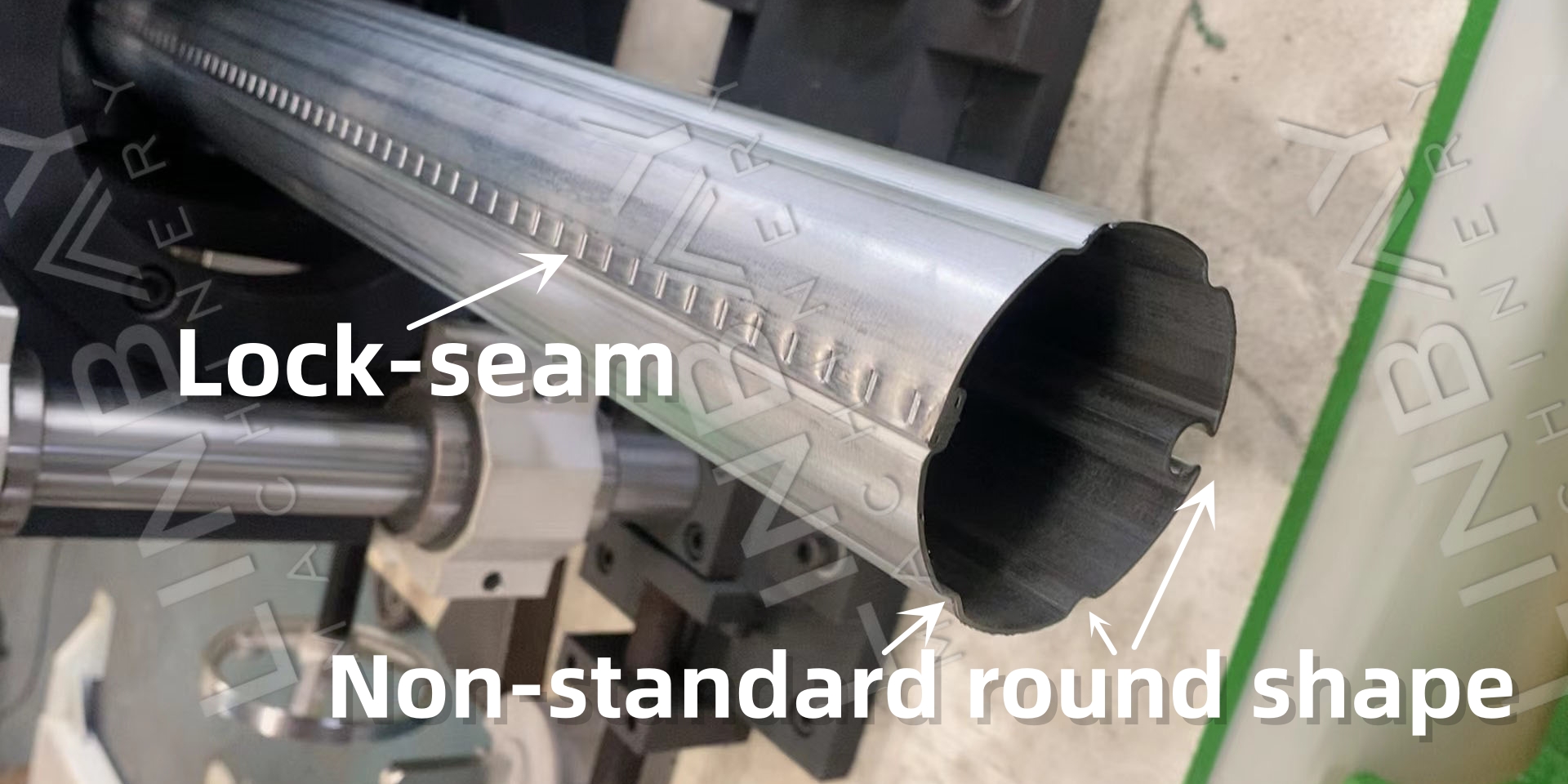
Конвенционален метод на производство: Стоманените рулони се навиват около цилиндрична форма и след това се компресират, за да образуват кръгла тръба. Този подход води до неравномерно разпределение на силата, ниска ефективност и ограничения както по отношение на дължината на тръбата, така и на минималния диаметър. Освен това е трудно да се създадат тръби с нестандартни заоблени ръбове, както е показано на изображението по-долу.
Нов подход: Машина за валцоване.Процесът на валцоване постепенно оформя материала с всеки валяк, като го огъва постепенно, докато се превърне в кръгла тръба с фиксиращ шев. Това равномерно разпределение на силата минимизира пружинирането. Стоманените рулони могат да се подават непрекъснато, без да е необходимо ръчно предварително рязане, а дължините на тръбите могат да бъдат прецизно отрязани с точност от ±1 мм. Този метод е идеален за производство на тръби с по-малък диаметър и персонализирани дизайни на ръбове. Това е ефикасно и икономично решение за клиентите.
РЕАЛЕН СЛУЧАЙ - ОСНОВНИ ТЕХНИЧЕСКИ ПАРАМЕТРИ
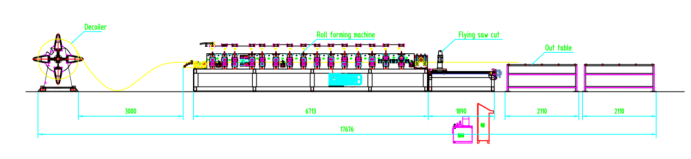
Блок-схема: Развиваща машина -- Насочваща машина -- Валцова машина -- Изрязване с летящ трион -- Изходна маса
РЕАЛЕН СЛУЧАЙ - ОСНОВНИ ТЕХНИЧЕСКИ ПАРАМЕТРИ
1. Скорост на линията: 0-10 м/мин, регулируема
2. Подходящ материал: Поцинкована стомана, алуминий
3. Дебелина на материала: 0,8-1 мм
4. Машина за валцоване: Чугунена конструкция
5. Задвижваща система: Задвижваща система на скоростната кутия с универсален карданен вал.
6. Система за рязане: Летящ трион, ролковият барабан не спира при рязане.
7. PLC шкаф: система Siemens.
ИСТИНСКИ МАШИНИ ЗА ИЗРАБОТКА НА КАСЕТА
1. Ръчен размотавач*1
2. Машина за валцоване * 1
3. Машина за рязане с летящ трион*1 (включително режещ диск*1)
4. Извън масата*2
5. PLC контролен шкаф * 1
6. Хидравлична станция*1
7. Кутия с резервни части (безплатна) * 1
ОПИСАНИЕ НА РЕАЛЕН СЛУЧАЙ
Ръчен размотавач

· Здрава рамка:Рамката е изградена да бъде здрава и стабилна, специално проектирана да поддържа сигурно стоманени рулони.
· Разширяване на дорника:Дорникът или оста може да се регулира ръчно, за да се разшири и побере стоманени рулони с вътрешен диаметър от 490 до 510 мм. Това гарантира, че рулото е здраво закрепено за плавно развиване.
· Фиксатор на бобината:Този компонент е проектиран да предотврати изплъзване на стоманената намотка от дорника. Лесно се монтира и сваля.
· Налични опции:За подобрена мощност и автоматизация се предлагат електрически или хидравлични версии на устройството за разширяване на сърцевината. Ръчната версия обаче е предпочитана за кръгли тръби на тенти поради по-тънките и тесни стоманени намотки.
Водещи

· Основна роляПоддържа прецизно подравняване на стоманената намотка спрямо централната линия на машината, предотвратявайки проблеми като усукване, огъване и образуване на мустаци. Точното подравняване е от решаващо значение за осигуряване на стегнати и сигурни шевове на кръглите тръби на тентата.
· Множество насочващи системиРазположен не само в точката на подаване, но и в цялата формовъчна машина, за да се гарантира, че тръбата остава права по време на производството.
· Рутинно калибриранеРедовното калибриране на направляващите системи е необходимо, особено след транспортиране или продължителни периоди на употреба.
· Документация преди експедицияЕкипът на Linbay внимателно измерва и записва ширината на направляващия елемент преди доставка, като предоставя тези данни в ръководството за потребителя, за да улесни точното калибриране при получаване от клиента.
Ролка бивш
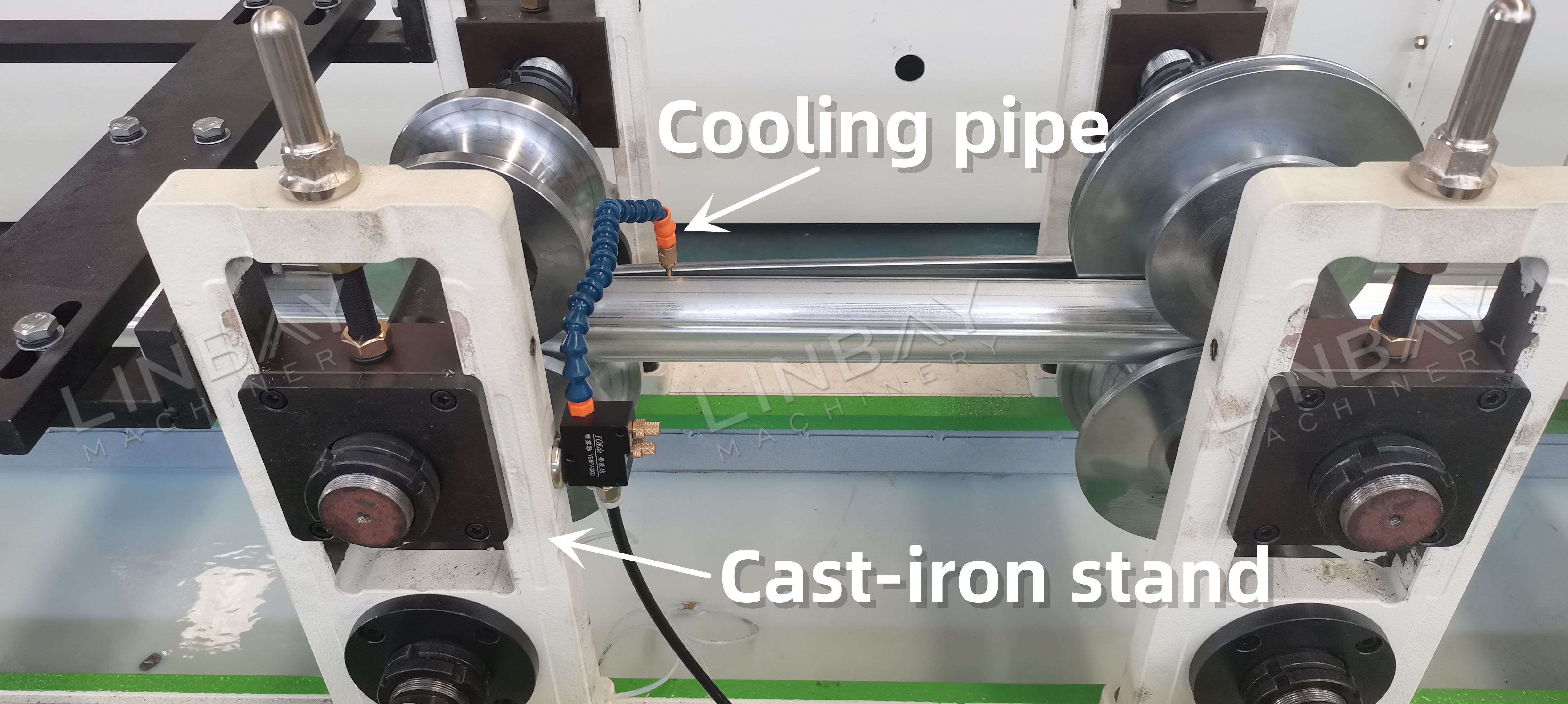
· Здрава конструкция: Разполага с чугунена стойка за повишена издръжливост.
· Мощна задвижваща системаОборудван с предавателна кутия и универсален шарнир, които осигуряват силна задвижваща сила на ролките, осигурявайки гладко и равномерно формоване на стоманени рулони.
· Гъвкаво производствоЕдинична основа на ролковата машина побира различни касети, всяка от които е пригодена за специфични диаметри на кръгли тръби. Просто сменяйте касетите, за да произвеждате тръби с различни размери.
· Ефективност на разходитеПредлага по-икономично решение, като елиминира необходимостта от отделни производствени линии за тръби с различни диаметри.
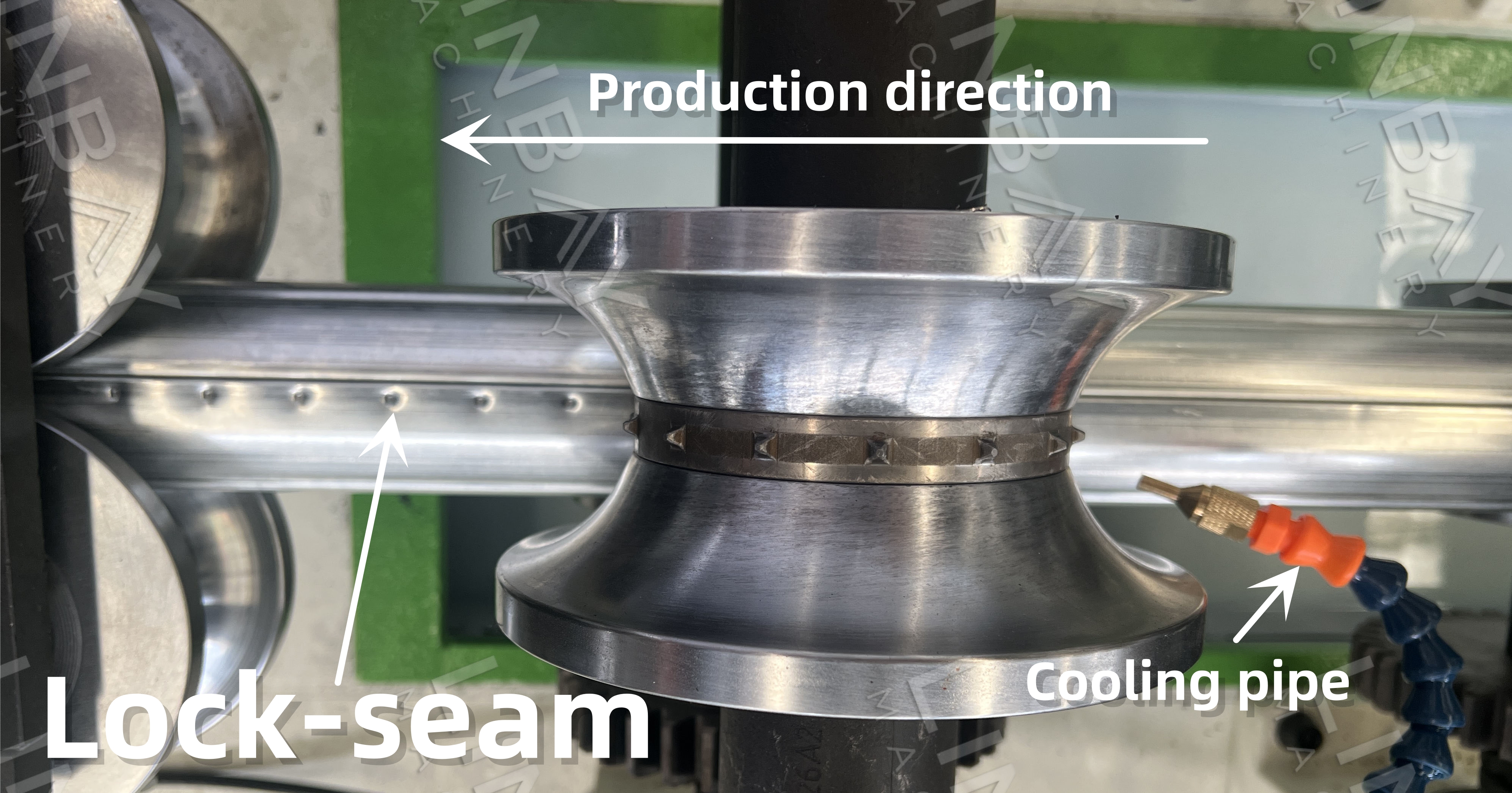
· Сигурен шевГарантира стегнат шев, който остава непокътнат, предотвратявайки евентуални повреди по шева.
· Устойчива охладителна системаИзползва рециркулираща охлаждаща система, за да поддържа ниски температури на ролките, подобрявайки качеството на формоване и удължавайки живота на ролките.
Рязане с летящ трион
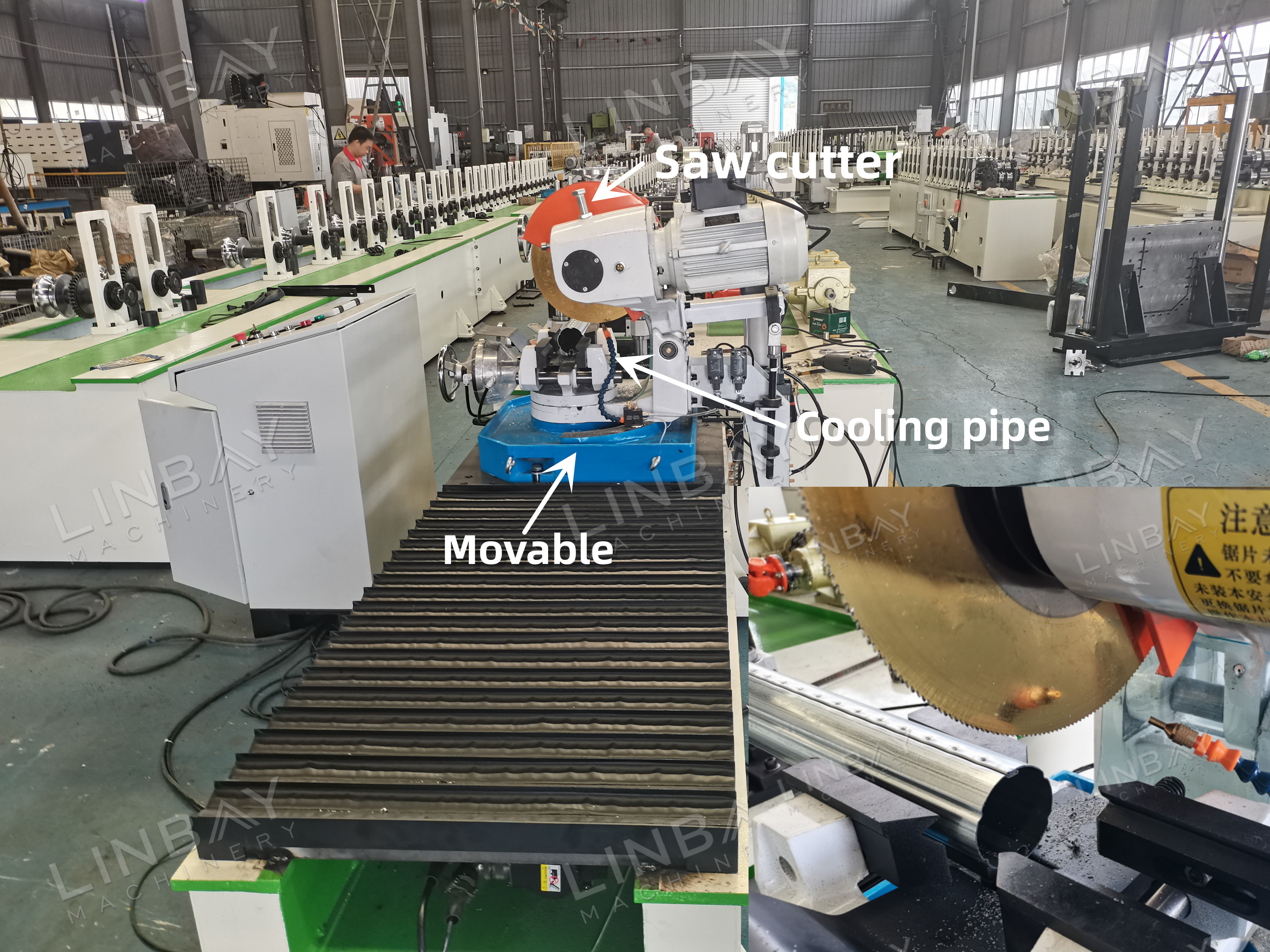
· Трион с множество диаметриПроектиран да побира различни размери кръгли тръби, което спомага за минимизиране на разходите за подмяна на остриетата.
· Прецизно рязанеОсигурява чисти, бездеформационни разрези с гладки ръбове без мустаци.
· Материална ефективностЕлиминира отпадъците с всяко рязане, оптимизирайки използването на стоманени рулони и намалявайки разходите.
· Повишена скорост на производствоРежещият агрегат се движи по релса със същата скорост като процеса на формоване, което позволява непрекъсната работа.
· Висока точностИнтегриран със серво мотор и контролер за движение, поддържащ прецизност на рязане в рамките на ±1 мм толеранс.
· Ефективна охладителна системаРециркулира охлаждащата течност, за да поддържа острието на триона хладно, осигурявайки постоянно качество на рязане при непрекъсната употреба и удължавайки живота на острието.
1. Развивач

2. Хранене

3. Пробиване

4. Стендове за валцоване

5. Система за задвижване

6. Система за рязане

Други

Аут маса






