








video
Profil

Křížové ztužení hraje v regálových systémech zásadní roli, posiluje oporu a stabilitu mezi dvěma svislými rámy. Jsou vyrobeny z odolné černé oceli o tloušťce obvykle od 1,5 do 2,5 mm a následně nanesený nátěr zvyšuje odolnost proti korozi a rzi, čímž zajišťuje dlouhou životnost a spolehlivost.
Hlavní technické parametry - reálný případ
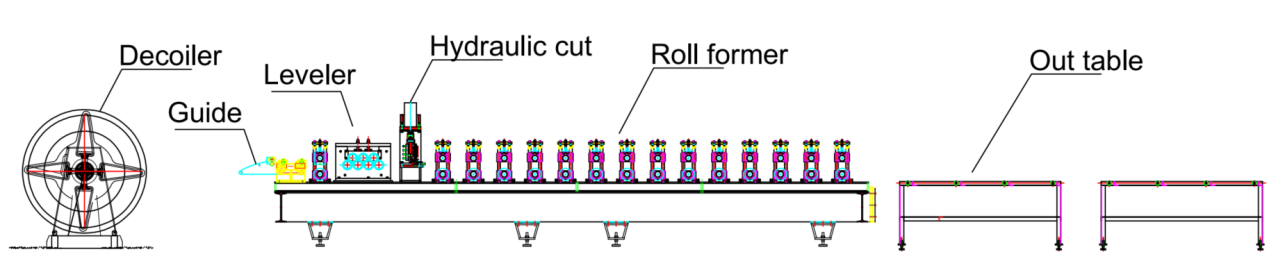
Vývojový diagram: Deoiler--Vodítka--Rovnátka--Předřez--Rolovací formastroj--Venkovní stůl
- 1. Rychlost linky: 0-15 m/min, nastavitelná
- 2. Rozměry v reálném případě: Vícenásobná šířka 80-300 mm, pevná výška 50 mm
- 3. Vhodný materiál: Pozinkovaná ocel
- 4. Tloušťka materiálu: 1,5-2 mm
- 5. Tvářecí stroj na válcování: Litinakonstrukce a systém pohonu řetězu n
- 6. Řezací systém: Řez před válcovacím tvářecím strojem s hydraulickým pohonem.
- 7. Skříň PLC: systém Siemens.
Skutečné stroje na výrobu pouzder
1. Odvíječ*1
2. Zarovnávač (vybavený na válcovacím tvářecím stroji) * 1
3. Hydraulický předřezávací stroj*1
4. Tvářecí stroj na válcování*1
5. Out stůl*2
6. Řídicí skříň PLC*1
7. Hydraulická stanice*2
8. Krabice s náhradními díly (zdarma)*1
Popis skutečného případu
- Odvíječ
Odvíječ obvykle slouží jako první součást výrobní linky. Jeho lisovací rameno je schopno zajistit ocelovou cívku a zabránit tak zranění způsobenému zpětným rázem cívky během její výměny. Zařízení pro uchycení cívky směrem ven dále zabraňují sklouznutí cívek z trnu.
Vedení
Vodicí válečky správně povedou ocelovou cívku do tvarovacích válců, aby se udrželo zarovnání mezi ocelovou cívkou a tvarovacím strojem a minimalizovalo se tak potenciální ohnutí nebo odchylka.
Nivelační přístroj

Tloušťka příčného ztužení dosahuje 2,5 mm a pouze tehdy, když je dokonale rovné a nezkroucené, může poskytnout nejlepší stabilitu rámu regálu. Rovnací stroj dokáže zploštit ocelovou cívku, uvolnit vnitřní tlak, což usnadňuje její rovné tvarování a tvarování. V této výrobní lince je rovnací stroj umístěn na základně válcovacího stroje, což šetří podlahovou plochu a snižuje náklady na pozemky.
Předřezávací stroj
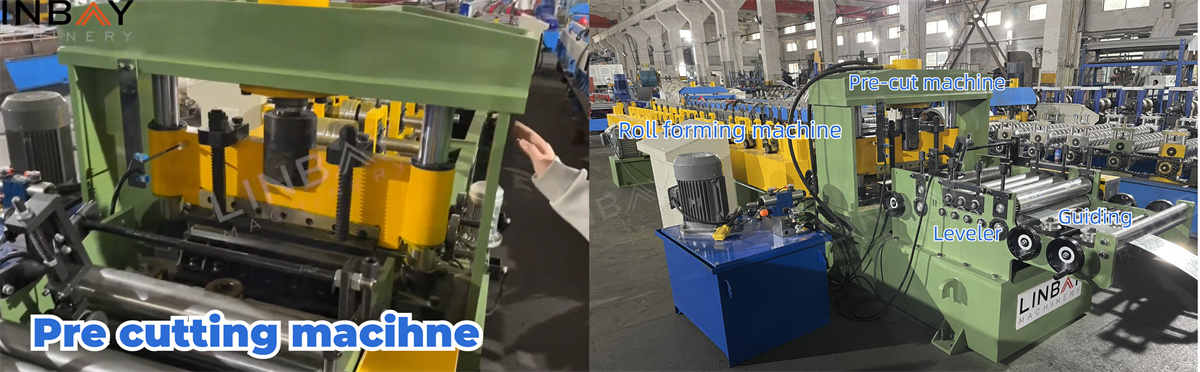
Ve srovnání s dodatečným řezáním nevznikají při předřezávání před tvarováním žádné odpady. Toto řešení usnadňuje výměnu ocelových svitků různých šířek pro výrobu více velikostí na stejné výrobní lince, aniž by vznikal jakýkoli odpad.
Rolovací formastroj

Tvářecí stroj je nejdůležitější součástí celé výrobní linky. Pro tvářecí stanici využívá robustní litinovou konstrukci vyrobenou z masivního kusu oceli. Otáčení tvářecích válců je poháněno řetězovým systémem.
Materiál tvarovacích válců je Gcr15, což je vysoce uhlíková chromová ložisková ocel proslulá svou vynikající tvrdostí a odolností proti opotřebení. Válečky jsou chromovány pro prodloužení jejich životnosti. Hřídele jsou vyrobeny z materiálu 40Cr a procházejí tepelným zpracováním.
Ve spodní části profilu jsou pro zvýšení jeho pevnosti začleněny výztuhy. Tento tvářecí stroj dokáže vyrábět příčné výztuhy o šířce 80–300 mm a výšce 50 mm. Zadáním požadovaných rozměrů do ovládacího panelu PLC se tvářecí stanice pohybuje po kolejnicích do správné a přesné polohy. Tvářecí bod se také přizpůsobuje pohybu tvářecí stanice.
Pro bezpečnost pohybu formovacích stanic, 2 senzory vzdálenosti jsou umístěny na základně stroje, odpovídající nejvzdálenější a nejvnitřnější poloze,formovánístaniceslze přesunout do.Pro senzory, tSnímací bod jezdenazákladna formovacích stanicNejvnitřnějšísenzorje zabránit tomu,formovánístanicesz přílišného přiblížení a způsobení kolizí s válci.Nejvzdálenějšísenzorje zabránit tomu,formovánístanice se odpoutala odkolejnicea padající.
Hydraulická stanice
Hydraulická stanice je vybavena chladicími ventilátory, které jsou navrženy pro efektivní odvod tepla, což zaručuje nepřetržitý provoz a zvyšuje produktivitu. Tato hydraulická stanice, proslulá nízkou poruchovostí, je konstruována pro dlouhou životnost a životnost.
Řídicí skříň PLC a enkodér
Enkodér převádí snímanou délku ocelové cívky na elektrické signály přenášené do řídicí skříně PLC. V řídicí skříni lze spravovat rychlost výroby, individuální výrobní výkon, délku řezu a další parametry. Díky přesným měřením a zpětné vazbě z encoderu dokáže řezací stroj kontrolovat chyby řezání v rozmezí ±1 mm.
1. Odvíječ

2. Krmení

3. Děrování

4. Stolice pro tváření válců

5. Pohonný systém

6. Řezací systém

Ostatní

Out tabulka






