




1.jpg)
2.jpg)
3.jpg)
Karakterizaĵoj
lLa máquina povas produkti ĉiujn dimensiojn porla aŭtoregulebla sistemo
l El corte hidráulico antaŭa al conformado no require tener en cuenta la formo de la profilo, tio signifas ke nur se bezonas un conjunto de kuchillas, permesante tiel una redukto de kostoj. (Por uzi la kortecon antaŭ la konformado, la profilo devas havi unu longitudon urbestro al 3 metroj.)
Perfilo
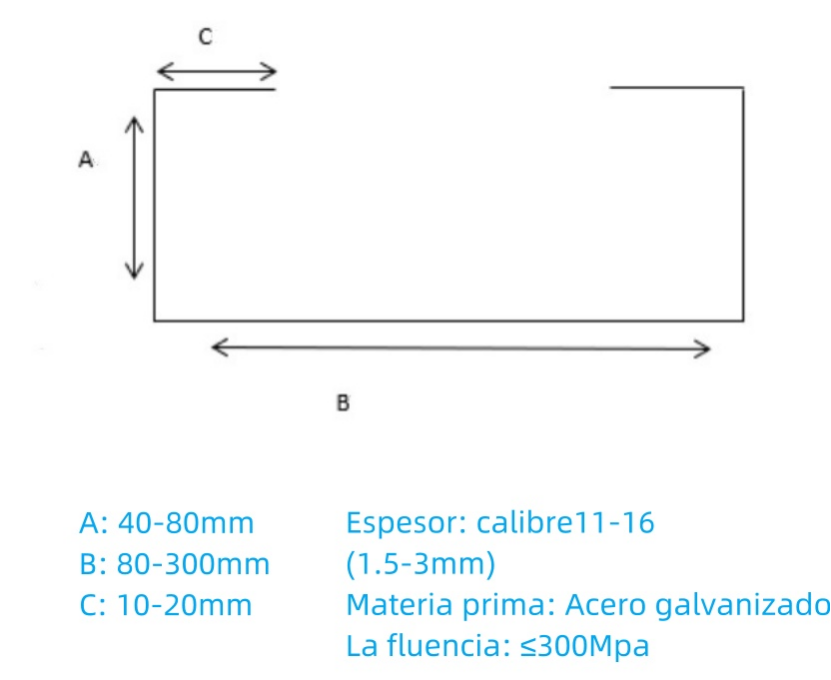
El lado A tiene un rango de 40 a 80 mm, el lado B vario inter 80 y 300 mm, kaj la lado C oscila inter 10 y 20 mm. El grosor respond a calibres 11 a 16, o sea, de 1.5 a 3 mm. La materialo dungita estas unu bobina de acero galvanizado.
El lado C estas el borde libre. Los lados A y B povas alĝustigi aŭtomate, kaj la parto restante se transformas en el borde C. Kiam los lados A y B ocupan toda la anchura del rollo de acero, el borde C se reduce a cero, kreante un perfil de correas en forma de U.
Flujo
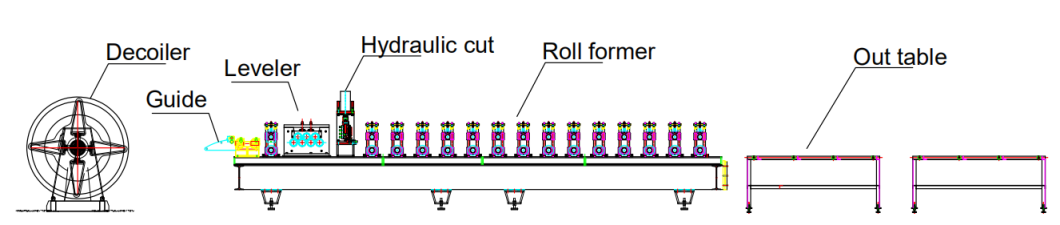
3Ton-bobenilo manlibro--Guía--Aplanadoro--Korto hidráulico (antes del conformado)--Conformadora--Mesa de salida
Desbobinador
Al la komenco de la linio de produktado se trovas la desbobinador. Su función estas subteni la rulojn de acero. Kun un desbobinador manual, la laboristo devas insertar un extremo de la rulo de acero en la maŝinon konforma, ke poste arrastra la rulo hacia antaŭen. Por eviti ĉi tion, proponas unu alternativon: la desbobinador aŭtomata. Ĉi tiu teamo desenrolla kaj ĝiras la bobinon hidráulicamente kaj la motoro realigas la desenrolladon, forigante la neceson de interveno manual. La klientoj povas elekti la tipon de desbobinador, ke pli bone ĝustigu siajn bezonojn.

Parametroj
| Perfiladora para polines C y U (Corte antes del conformado) | ||
| Ero | Agordo laŭvola | |
| Primara materio: | Galvanizita ŝtalo | Spezo (MM): 1.5-3mm/kalibro 16-11 |
| Flueco: | ≤300Mpa | |
| Linia rapido | 0-20m/min | |
| Desbobinador | Manlibro | Laŭvola: 3 Ton Desbobinador Hidráulico |
| Capacidad de carga de desbobinador | 3t | |
| Número de rodillos de aplanador | 7 rodiloj | |
| Diametro de rodillos de aplanador | 90mm | |
| Potencia de motoro por nivelo | 3 kW | |
| Hidraŭlika korto | Tranĉi antaŭ la konformiĝo | Neniu fojnoperdo |
| Potencia de motoro de korte hidráulico | 7.5kW | |
| Materio de tranĉilo | Cr12Mov | 1 ludo |
| Profillongo | ≥3 metrooj | |
| Toleremo de longitudo | ≤±1mm | |
| Potenco de motoro de konforma | 15kW | 5 jaroj da garantio |
| Potencia de motoro de ŝanĝo de anĉo | 1.5kw | 5 jaroj da garantio |
| Potencia de motoro de ŝanĝo de alto | 2 * 0.75kw | 5 jaroj da garantio |
| Sistemo de transdono: | Cadena | |
| Strukturo de la maŝino: | 22mm dika panelo | |
| Paŝoj de konformiĝo | 16 stacioj | |
| Materialo de la eje | 40Cr | |
| Materialo de la stangoj: | GCr15 | 5 jaroj da garantio |
| Diametro de la eje | φ75 mm | 5 jaroj da garantio |
| Longitudo de la elirtabulo | 4 metroj | |
| Inversilo: | Marca Yaskawa | |
| PLC: | Marko Siemens | |
| HMI: | Marko MCGS | |
| Lingvo: | la angla | La hispana |
| Elektro: | 440V 60Hz 3Ph | * Laŭ via postulo |
| Koloro de la maŝino: | Blua kaj ruĝa | * Laŭ via postulo |
| Livero: | 90 Tagoj | |
| Konkursanto | 1*40GP | |
| Totala peso | 8 tunoj | |
| Dimensioj: | 12m*1.0m*1.2m | |
Gvidilo kaj Planilo
Unue, la acero eniras en la konformigadon tra la sistemo de gvidilo de la manĝanto. La eniro de nutrado povas alĝustigi la anĉon, kion permesas fabriki profilojn de diversaj dimensioj. A continuación, se encuentra la sekcio de nivelación. Las bobinas de acero pasas por la aplanador por forigi la internajn streĉojn, preparante por la procezo de konforma. La niveladora está equipada kun siete rodillos de 90 mm de diámetro por nivelar. A medida que aumenta la grosor del profilo, estas necese uzi pliajn bastonojn kaj de plej granda diametro.
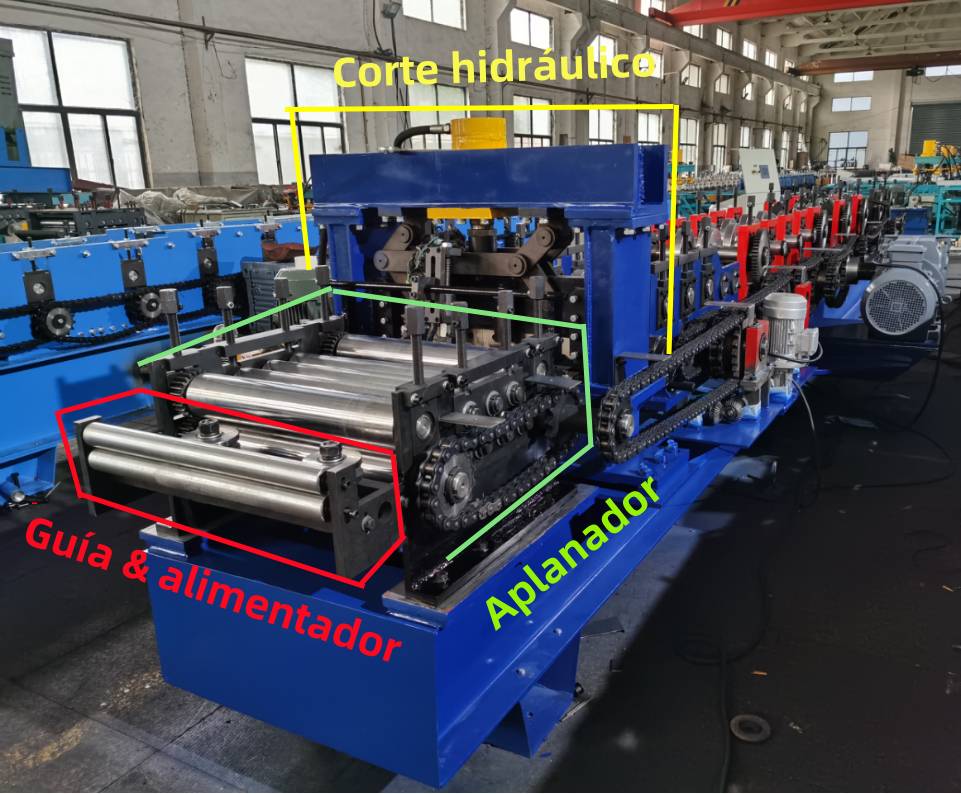
Hidraŭlika korto
Poste del proceso de nivelación, se procede al corte. Por ĉi tiu maŝino, ni elektas la metodon de korte hidráulico antaŭan konforman. Dado que es necesario producir vigas de malsamaj dimensioj, uzi la korton hidráulico posterior al konformita postulita un ludo de kuchillas por ĉiu grandeco. Por lo tanto, al emplear la corte frontal, se povas redukti la kostojn. Tamen, estas grave havi en konto, ke por uzi la kortecon frontal, la longitudo de la profilo devas esti supera al tri metroj.
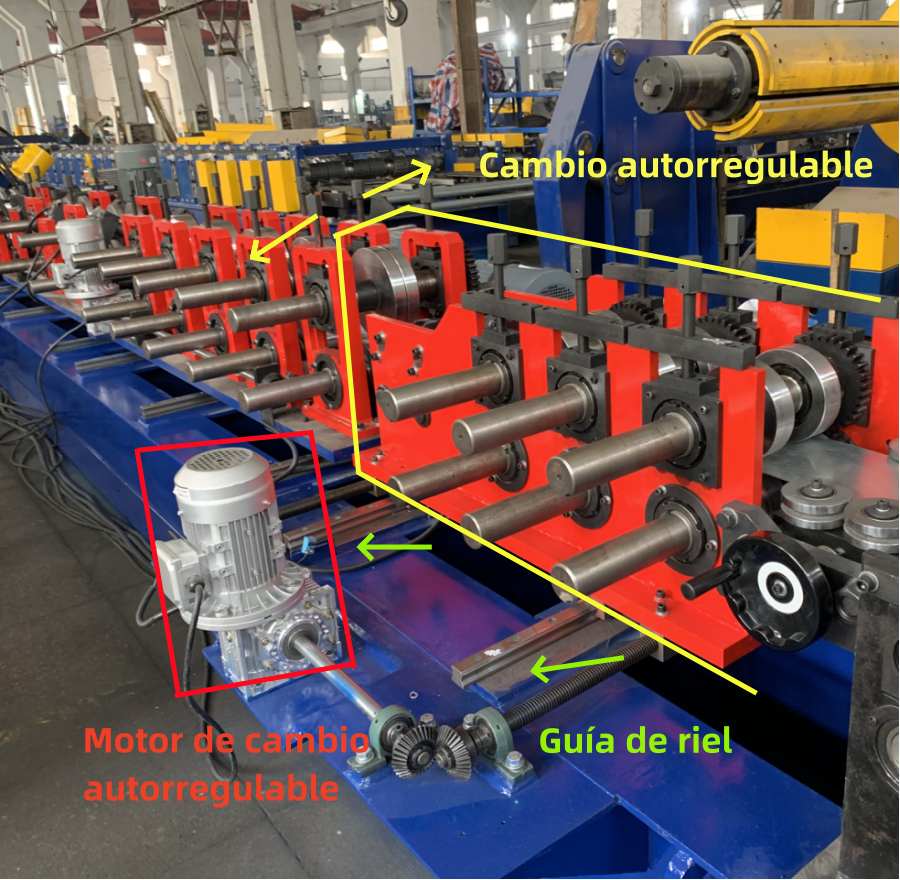
Konformadoro
Unufoje farita el la kortego, se avancas al la etapo de konformado. La konforma konto kun unu strukturo de fero forĝata kaj utiligas unu transdonon por ĉeno, kio estas tre efika. Krome, la perfiladora estas ekipita kun sistemo de aŭtomate desplazamiento. Dankon al ĉi tiu sistemo, estas eble produkti purlins de diversaj altecoj kaj anĉoj de maniero tre sencilla. La mezuroj de ĉiu profilo alĝustigiĝas aŭtomate. Ekzemple, se vi volas fabriki profilon kun unu almo de 100 mm, nur se bezonas enigi [100] kaj [konfirmi] en la ekrano táctil, kaj la motoroj de ĝustigo se movos aŭtomate al la ĝusta pozicio.
Hidraŭlika korto
La sistemo PLC de la konformiga estas agordita en la hispana, sed povas esti personecigita laŭ la kondiĉoj de la kliento. Aldone, ofertas al niaj klientoj un manual de usuario kaj un video de instalación por simpligi la operacion kaj la uzo de la maŝino. Disponemos de un ingeniero local en Monterrey, México, que puede brindar servicio postventa en el lugar por nuestros clientes.

1. Malvolvilo

2. Manĝigo

3. Trufrapado

4. Rulformaj standoj

5. Vetursistemo

6. Tranĉsistemo

Aliaj

Ekster la tablo






