








Profilo
La kresto-kovrilo sekurigas la junton kie la du tegmentaj deklivoj kuniĝas, efike ŝirmante la areon de pluvo kaj polvo. Ĉi tiuj kovriloj estas haveblaj en diversaj formoj por kompletigi malsamajn stilojn de metalaj tegmentaj paneloj kaj estas faritaj el 0,3-0,6 mm kolor-kovrita ŝtalo, PPGI kaj galvanizita ŝtalo.
Reala kazo - Ĉefaj Teknikaj Parametroj
Fludiagramo: Malvolvilo -- Gvidado -- Rulforma maŝino -- Hidraŭlika stampilo -- Hidraŭlika eltondaĵo -- Eltablo

Reala kazo - Ĉefaj Teknikaj Parametroj
· Alĝustigebla linia rapido: 0-10m/min
· Kongruaj materialoj: Kolor-kovrita ŝtalo, galvanizita ŝtalo kaj PPGI
· Materiala dikeco: 0,3-0,6 mm
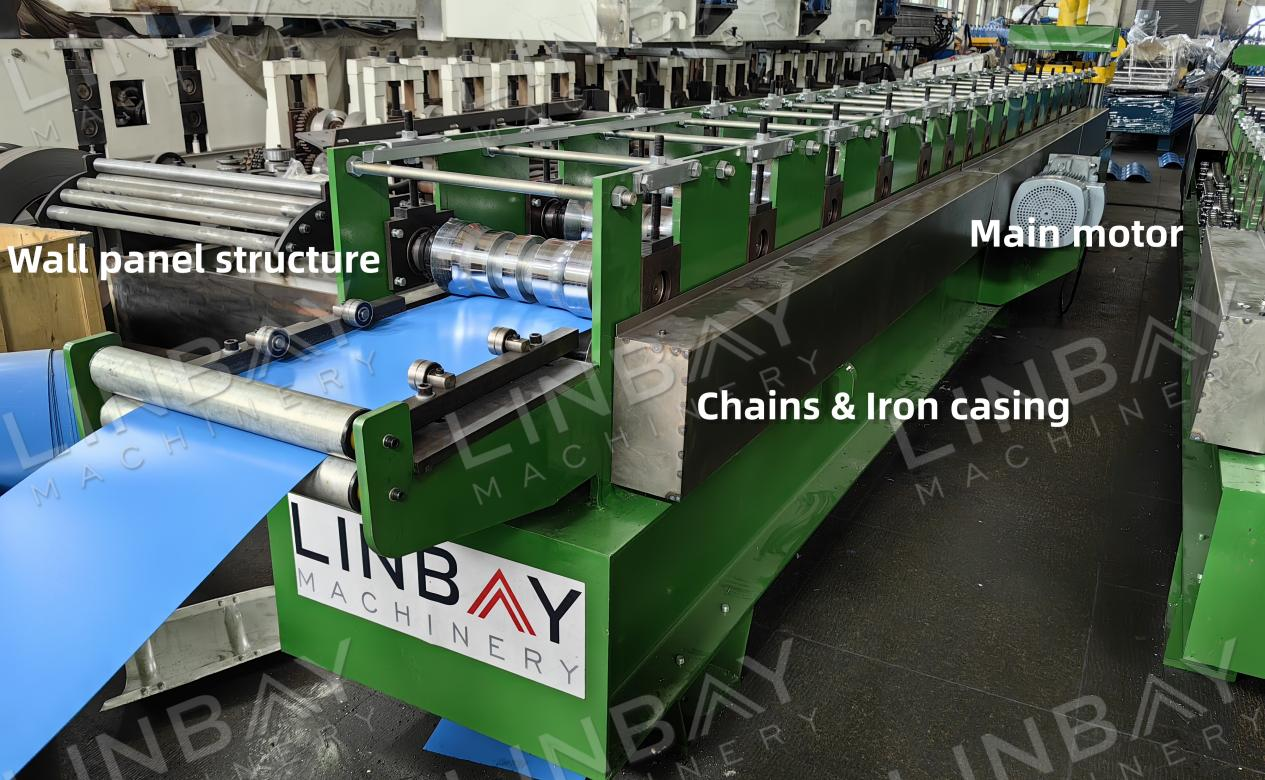
· Tipo de rulforma maŝino: Muro-panela strukturo
· Sistemo de transmisio: Ĉena mekanismo
· Tranĉsistemo: Hidraŭlika tranĉado, kun la rulpremilo haltiĝanta dum la tranĉprocezo
· PLC-kontrolo: Siemens-sistemo
Reala kazo - Maŝinaro
1. Mana malvolvilo * 1 (Ni ankaŭ ofertas elektran kaj hidraŭlikan malvolvilon, sciu pli en la PRISKRIBO sube)
2.Rulformanta maŝino * 1
3. Hidraŭlika trumaŝino * 1
4. Hidraŭlika tranĉmaŝino * 1
5. Elirtablo * 2
6. PLC-regilo * 1
7. Hidraŭlika stacio * 1
8. Skatolo da rezervaj partoj (Senpaga) * 1
Reala kazo - Priskribo
Malvolvilo
La malvolvilo estas havebla en manaj, elektraj kaj hidraŭlikaj versioj, elektitaj laŭ la dikeco, larĝo kaj pezo de la ŝtala volvaĵo. Mana malvolvilo sufiĉas por sekure subteni 0,6 mm dikan volvaĵon, certigante glatan kaj stabilan malvolvadon.
La centra ŝafto de la malvolvanto, ankaŭ konata kiel la kerna ekspansia aparato, estas desegnita por teni la ŝtalan volvaĵon, kun la kapablo ekspansiiĝi aŭ ŝrumpi por akomodi internajn diametrojn de 460-520 mm, certigante sekuran kaj glatan malvolvadon. Krome, ekstera volvaĵa retenilo estas inkluzivita por malhelpi la volvaĵon degliti, plibonigante la sekurecon de laboristoj.
Gvidado

Gvidrulpremiloj helpas la ŝtalvolvaĵon glate eniri la rulpremilon, certigante vicigon kun la centra linio de la aliaj maŝinoj. Ĉi tiu vicigo estas decida por konservi la rektecon de la kresto-kovraĵo kaj certigi precizajn formadajn prempunktojn.
Rulformanta maŝino
La strukturo de la murpanelo kombinita kun la ĉen-movita sistemo efike formas maldikajn foliojn kun dikeco de 0,3 ĝis 0,6 mm, ofertante kostefikan solvon. La ĉeno estas enfermita en fera ujo, provizante protekton por laboristoj kaj ŝirmante la ĉenojn kontraŭ difekto kaŭzita de rubaĵoj. Dum la ŝtala volvaĵo trapasas la formajn rulpremilojn, ĝi estas submetita al premo kaj streĉfortoj, rezultante en la dezirata formo.
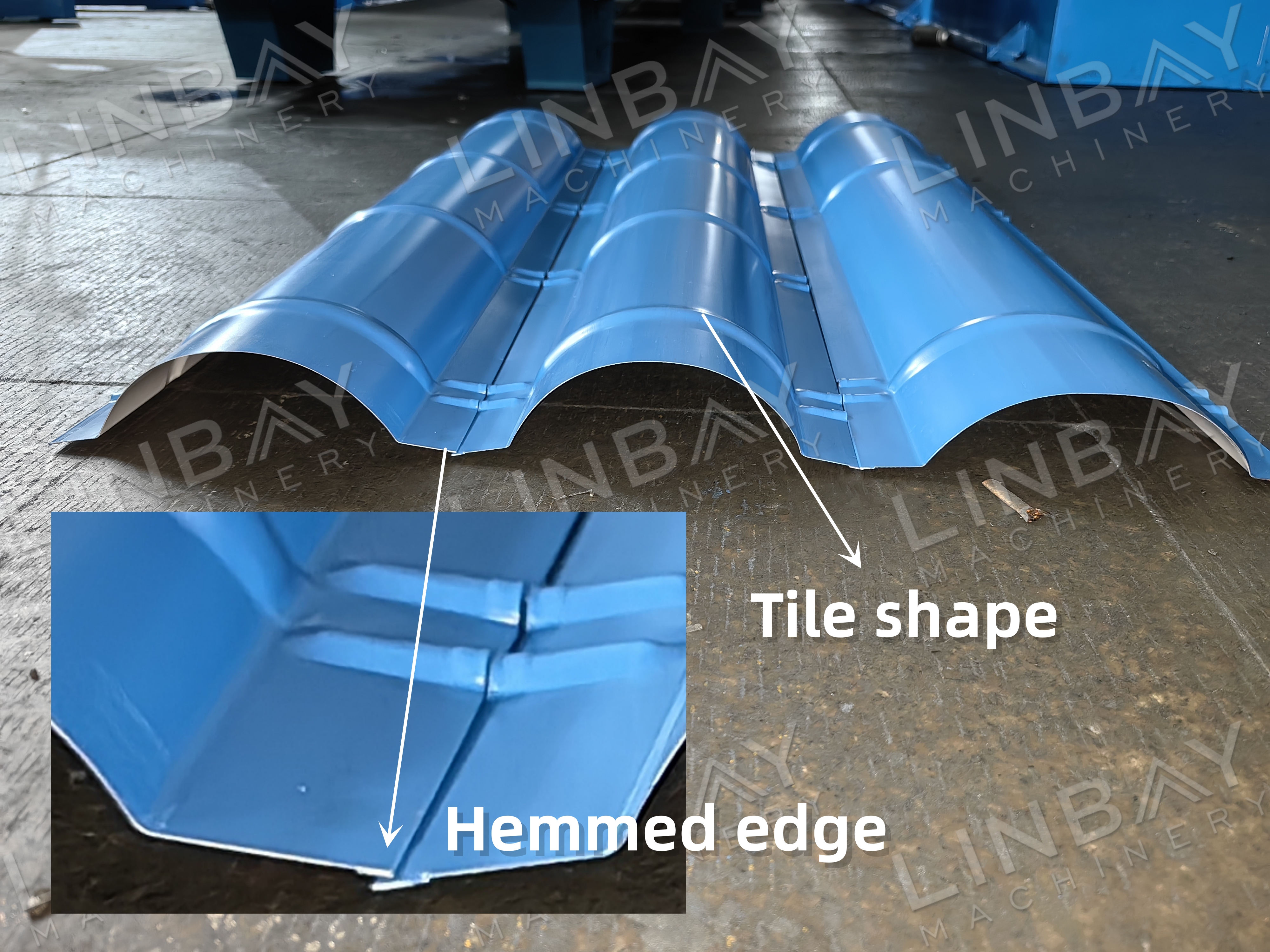
La sistemo inkluzivas 16 formadstaciojn, ĉiu precize kreita laŭ la specifoj de la kliento, konsiderante la ondoaltecon, arkradiuson kaj rektajn randojn ambaŭflanke de la kresto. Ĉi tiuj stacioj estas desegnitaj por malhelpi ajnan gratvundon de la volvaĵosurfaco aŭ difekton de la farbotavolo.
Ĉi tiu krestokovrilo inkluzivas orlitajn randojn por plibonigi sekurecon reduktante akrecon kaj protektante laboristojn kontraŭ vundoj. La orlita dezajno ankaŭ kaŝas la metalan randon, malhelpante randoglitadon kaj reduktante la riskon de rustoformado ĉe la rando de la krestokovrilo.
Stampado
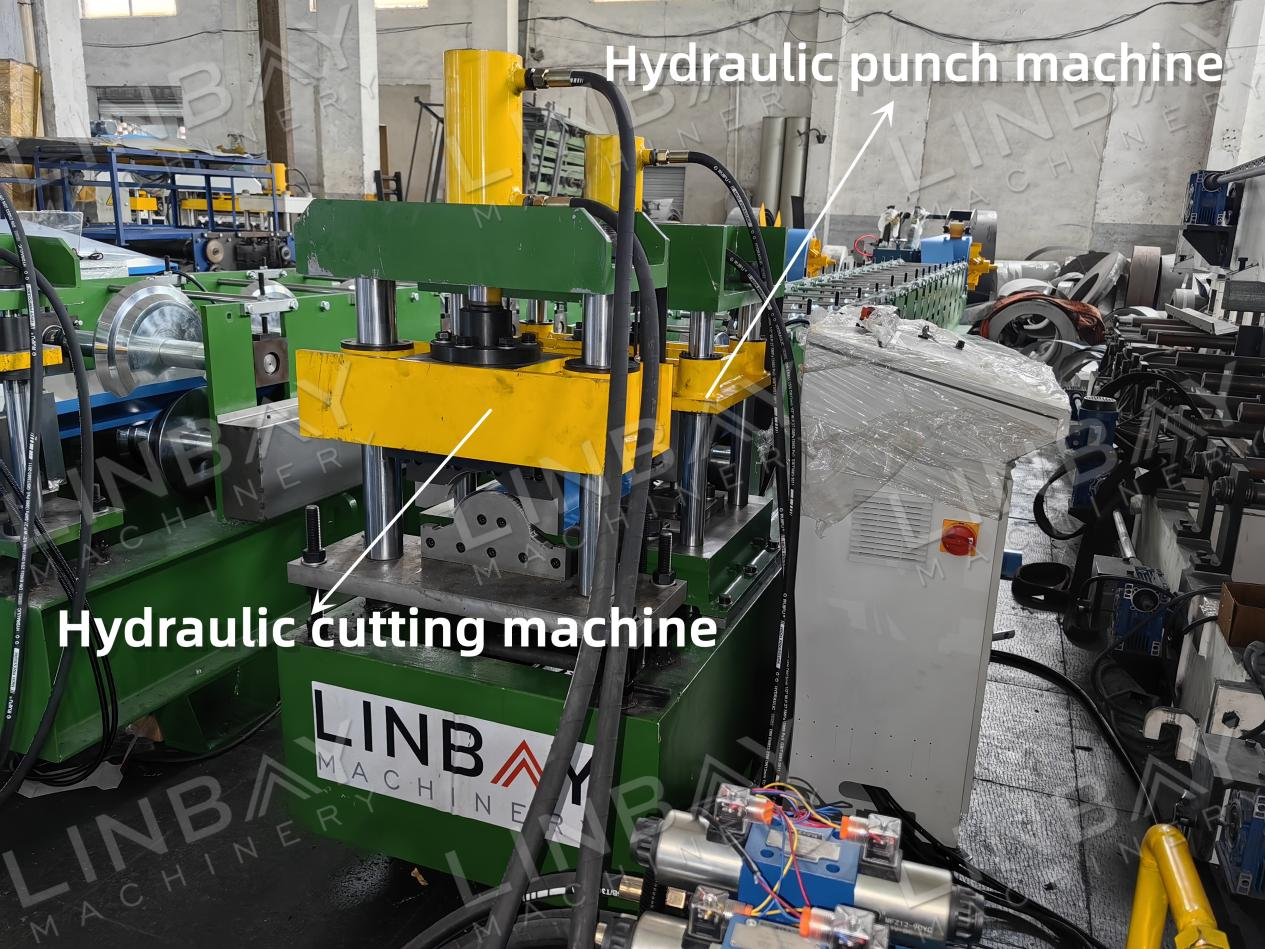
Post formiĝo, la ŝtala volvaĵo alprenas duoncirklan formon. Poste, hidraŭlika trumaŝino estas uzata por stampi la reliefan ŝablonon sur la kahelon. Ĉi tiu procezo ne nur formas la kahelon, sed ankaŭ plibonigas la longitudan forton de la kresto-kovraĵo. La stampa frekvenco povas esti agordita per la PLC-ekrano, kaj la stampa muldilo povas esti adaptita por kongrui kun viaj specifoj.
Kodigilo, PLC-Kontrolo-Ŝranko, kaj Hidraŭlika Tranĉado
La kodigilo precize mezuras la longon de la antaŭeniranta ŝtala volvaĵo kaj konvertas ĉi tiun mezuron en elektran signalon senditan al la PLC-kontrola ŝranko. Operatoroj povas agordi la produktorapidon, la kvanton de la aro kaj la tranĉlongon rekte de la ekrano de la PLC-ŝranko. Danke al la preciza respondo de la kodigilo, la hidraŭlika tranĉmaŝino povas konservi eraron de la tranĉlongo ene de ±1 mm. Krome, la tranĉklingoj estas speciale dizajnitaj laŭ la provizitaj desegnaĵoj, certigante purajn, senformajn randojn kaj eliminante bavojn.
1. Malvolvilo

2. Manĝigo

3. Trufrapado

4. Rulformaj standoj

5. Vetursistemo

6. Tranĉsistemo

Aliaj

Ekster la tablo






