







filmeto
Profilo

La dratmaŝa barilfosto, ofte nomata persika fosto, ricevas sian nomon pro sia ekstera formo simila al tiu de persiko. Kutime kreita el malaltkarbonaj aŭ varmrulitaj ŝtalvolvaĵoj, la persika fosto spertas malvarman ruladon por atingi sian distingan formon.
La randoj de la ŝtala volvaĵo estas fleksitaj eksteren por formi U-forman hokon, plibonigante stabilecon dum fiksado de la dratmaŝo. Noĉaj fendoj estas strategie poziciigitaj ambaŭflanke de la persikkolora fosto por faciligi la instaladon de la metala dratmaŝo, kun la fenddimensioj adaptitaj por konveni al la retgrandeco.
La kompleta produktadlinio inkluzivas noĉtrupadon kaj rulformadon. La formaj rulpremiloj kaj stampiloj estas adaptitaj por certigi precizan formadon kaj precizan noĉlokigon.
Reala kazo - Ĉefaj Teknikaj Parametroj
Fludiagramo
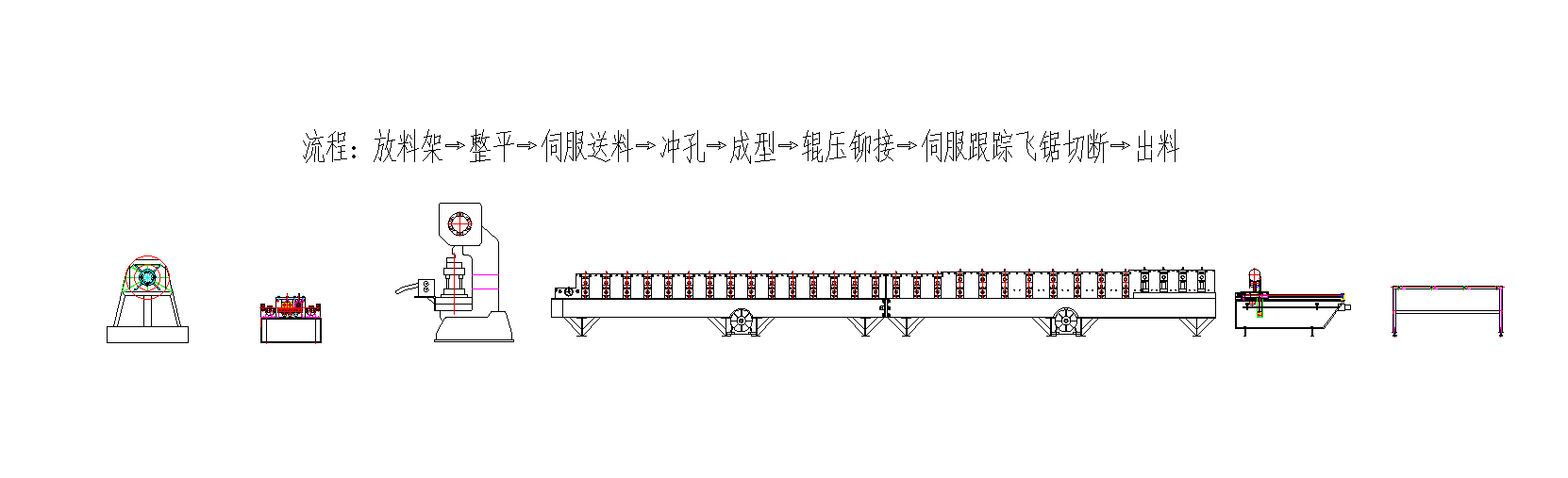
Hidraŭlika malvolvilo-Nivelilo-Serva nutrilo-Trilonpremilo-Kasaĵo-Rulpremilo-Flugsegilo-Eltranĉilo-Tablo
Ĉefaj Teknikaj Parametroj:
1. Linia rapido: Alĝustigebla de 0 ĝis 6 m/min
2. Profiloj: Unuopa grandeco de retbarilfosto
3. Materiala dikeco: 0,8-1,2 mm (por ĉi tiu apliko)
4. Taŭgaj materialoj: Varme rulita ŝtalo, malvarme rulita ŝtalo
5. Rulformanta maŝino: Mur-panela strukturo kun ĉena vetursistemo
6. Nombro de formaj stacioj: 26
7. Nitadsistemo: Rulpremila; la rulpremilo restas funkcia dum la nitado
8. Tranĉsistemo: Segiltranĉado; rulpremilo restas funkcianta dum tranĉado
9. PLC-ŝranko: Ekipita per Siemens-sistemo
Reala kazo - Priskribo
Hidraŭlika malvolvilo
La malvolvilo provizas versatilecon kun ebloj por mana, elektra kaj hidraŭlika funkciigo. La elekto de tipo dependas de la pezo kaj dikeco de la bobeno por certigi glatan kaj senjuntan malvolviĝon.
Ĉi tiu hidraŭlika malvolvilo fanfaronas pri fortika ŝarĝkapacito de 5 tunoj kaj estas ekipita per eksteraj bobenreteniloj por malhelpi glitadon. La motoro pelas la ekspansian aparaton, permesante ekspansion kaj kuntiriĝon por akomodi diversajn internajn diametrojn de bobenoj, kiuj varias de 460 mm ĝis 520 mm.
Nivelilo

La ebenigilo efike platigas la volvaĵon, malpezigante internan premon kaj streĉon, tiel plibonigante la truajn kaj formadajn procezojn.
Servo-nutrilo kaj stampilo
Nia servo-nutrilo, karakterizita per minimumaj komenco-halto-prokrastoj, ofertas precizan kontrolon super la nutrilo. Ĉi tio certigas precizan volvaĵan nutrolongon kaj stampilpoziciojn, plibonigante la ĝeneralan produktadan precizecon kaj efikecon.

Finitaj dratretaj barilfostoj estas ekipitaj per multaj noĉoj desegnitaj por dratretaj konektoj.
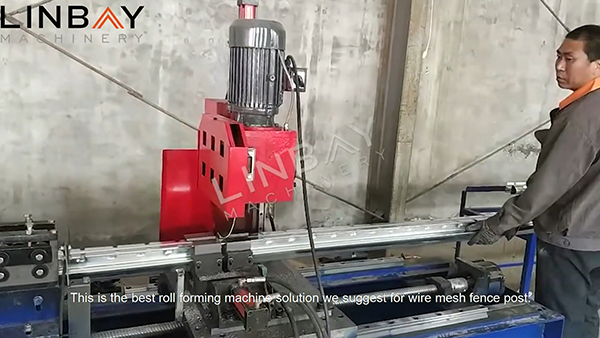
Rulformanta maŝino
Ĉi tiu rulforma maŝino estas konstruita kun mur-panela strukturo kaj funkcias per ĉena transmisia sistemo. Dum la formadprocezo, la volvaĵo iom post iom deformiĝas sub forto, aliĝante al la specifita "persika formo" skizita en la provizitaj desegnaĵoj.

Por malhelpi disiĝon de la volvaĵo ĉe la kuniĝo de la fosto dum plilongigita uzado, oni efektivigas antaŭzorgajn rimedojn. Post rulformado, nitiloj premas la volvaĵinterkovron, kreante nitajn premsignojn, kiuj plifortigas la stabilecon de la fosto kaj plilongigas la vivdaŭron.
Krome, pro la cirkla dezajno de la nitadruloj, la rulpremilo povas senjunte daŭrigi sian funkciadon dum la volvaĵo antaŭeniras dum nitado, eliminante la bezonon starigi alian movan bazon por la nitada aparato.
Fluganta segilo tranĉita
Pro la fermita formo de la persika stango, segiltranĉado ŝajnas la plej taŭga metodo, malhelpante ajnan deformiĝon de la volvaĵo ĉe la tranĉitaj randoj. Krome, la tranĉprocezo ne generas malŝparon. Por optimumigi la kapaciton de la produktadlinio, la bazo de la tranĉmaŝino povas esti alĝustigita antaŭen kaj malantaŭen por sinkronigi kun la rapideco de la rulformmaŝino, certigante seninterrompan funkciadon.
1. Malvolvilo

2. Manĝigo

3. Trufrapado

4. Rulformaj standoj

5. Vetursistemo

6. Tranĉsistemo

Aliaj

Ekster la tablo






