ویدئو
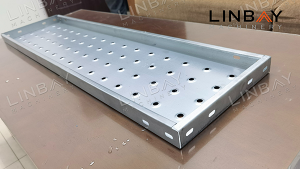
پرفیل
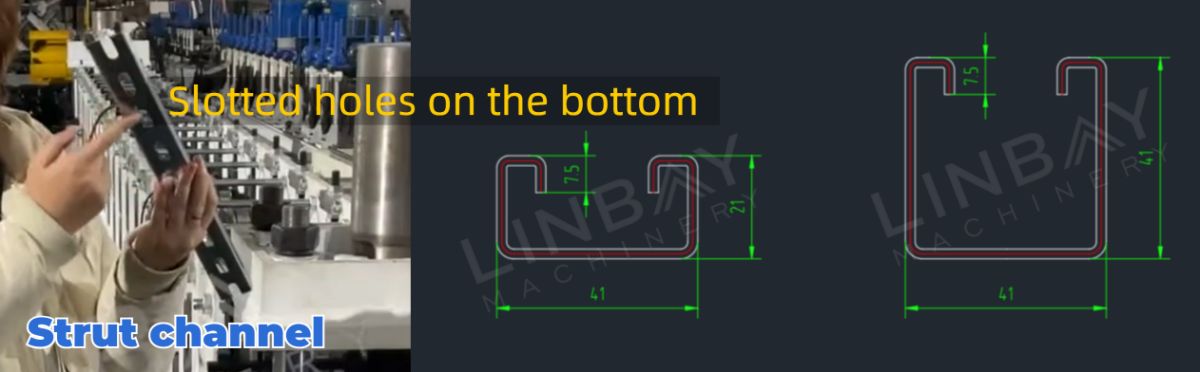
کانال ستونی به عنوان یک جزء حیاتی برای تحمل و اتصال بارهای سازهای سبک در ساخت و ساز ساختمان عمل میکند. ابعاد استاندارد برای کانالهای ستونی اغلب شامل موارد زیر است:41 * 21 میلیمترو۴۱ * ۴۱ میلیمتراین کانالها معمولاً از موادی مانند ... ساخته میشوند.فولاد نورد گرم، فولاد نورد سرد یا فولاد گالوانیزه، با ضخامتی که معمولاً از ... متغیر است۱.۵ میلیمتر تا ۲ میلیمتر.
پارامترهای فنی اصلی مورد واقعی
نمودار جریان
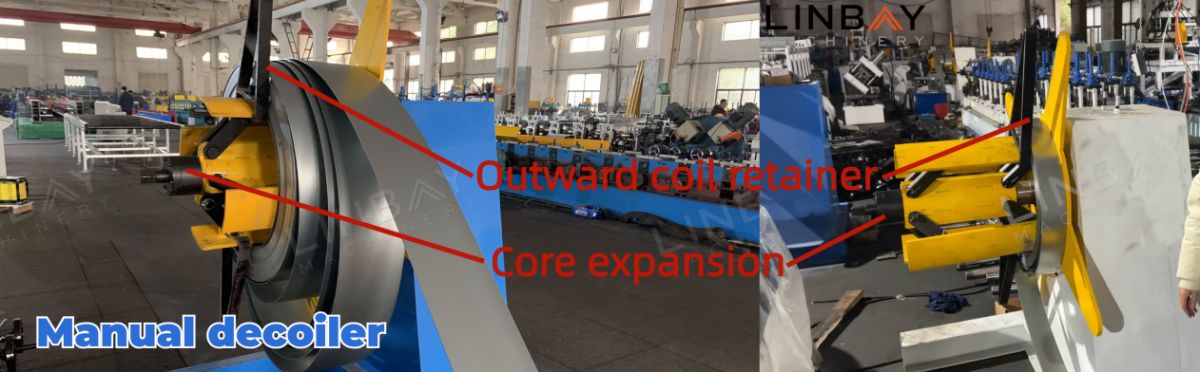
کویل بازکن دستی مجهز به ترمز است که امکان تنظیم انبساط هسته بین φ490 تا 510 میلیمتر را فراهم میکند.اطمینان از باز شدن روان کلافعلاوه بر این، یک نگهدارنده کویل به سمت بیرون از لغزش کویل جلوگیری میکند و باعث افزایش مقرون به صرفه بودن و ایمنی میشود. در مورد کویل بازکن هیدرولیکی، یک بازوی پرس، کویل فولادی را محکم میکند و خطر فنری شدن کویل و آسیب احتمالی به کارگر را کاهش میدهد. برای پاسخگویی به تقاضای تولید افزایش یافته، ما یک کویل بازکن هیدرولیکی اختیاری ارائه میدهیم که توسط یک ایستگاه هیدرولیک تغذیه میشود.
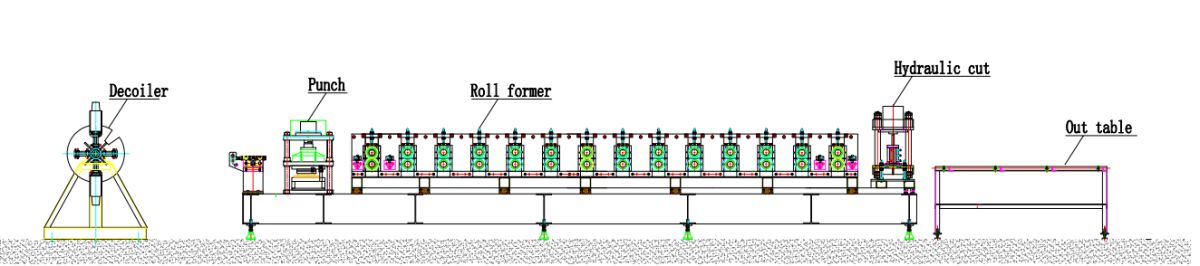
کویل بازکن دستی - راهنما - پانچ هیدرولیک - دستگاه رول فرمینگ - برش هیدرولیک - میز خروجی
پارامترهای فنی اصلی
سرعت خط: 0-12 متر در دقیقه بدون پانچ، 3 متر در دقیقه با پانچ.
۲. ضخامت مواد: در این مورد ۲ میلیمتر.
3. مواد مناسب: فولاد نورد گرم، فولاد نورد سرد، فولاد گالوانیزه.
۴. دستگاه رول فرمینگ: ساختار پنل دیواری و سیستم محرک زنجیرهای.
۵. تعداد ایستگاههای شکلدهی: ۲۰
۶. سیستم پانچ: هیدرولیک، رول فرمینگ هنگام پانچ کردن متوقف میشود.
7. سیستم برش: هیدرولیک، غلتک هنگام برش متوقف میشود.
۸. تغییر اندازه: ۲-۳ ساعت به صورت دستی.
کابینت 9.PLC: سیستم زیمنس.
شرح مورد واقعی
کویل بازکن دستی
هدایت
غلتکهای راهنما نقش مهمی در حفظ همترازی بین کویل فولادی و دستگاه دارند و از اعوجاج کانال ستون جلوگیری میکنند.

غلتکهای راهنما نقش مهمی در فرآیند شکلدهی دارند و از تغییر شکل برگشتی فولاد نواری جلوگیری میکنند. صاف بودن تیر لوله برای کیفیت محصول ضروری است و بر عملکرد پشتیبانی کل قاب نصب تأثیر میگذارد. غلتکهای راهنما به صورت استراتژیک در امتداد کل دستگاه شکلدهی رول، نه فقط در ورودی، نصب میشوند. قبل از حمل و نقل، فاصله هر غلتک راهنما تا لبه دستگاه را اندازهگیری میکنیم و این اندازهگیریها را در دفترچه راهنما ثبت میکنیم. در صورت جابجاییهای جزئی در حین حمل و نقل یا فرآیند تولید، کارگران میتوانند از این دادههای ثبت شده برای جابجایی دقیق غلتکها استفاده کنند.
پانچ هیدرولیک

پانچ هیدرولیک که توسط یک ایستگاه هیدرولیک تغذیه میشود، در جلوی دستگاه رول فرمینگ قرار دارد و در حین پانچ، مکثی در فرآیند رول فرمینگ ایجاد میکند. دستگاه پانچ هیدرولیک با گام پانچ ۴۰۰ میلیمتری پیکربندی شده است. برای افزایش سرعت تولید، ما یک راهکار پانچ هیدرولیک مستقل متناسب با نقشههای پانچ ارائه شده را پیشنهاد میکنیم.
دستگاه رول فرمینگ
دستگاه رول فرمینگ دارای ساختار پنل دیواری و سیستم محرک زنجیری است که یک راه حل مقرون به صرفه برای تغییرات اندازه دستی با زمان تعویض حدود ... ارائه میدهد.۲-۳ ساعت.
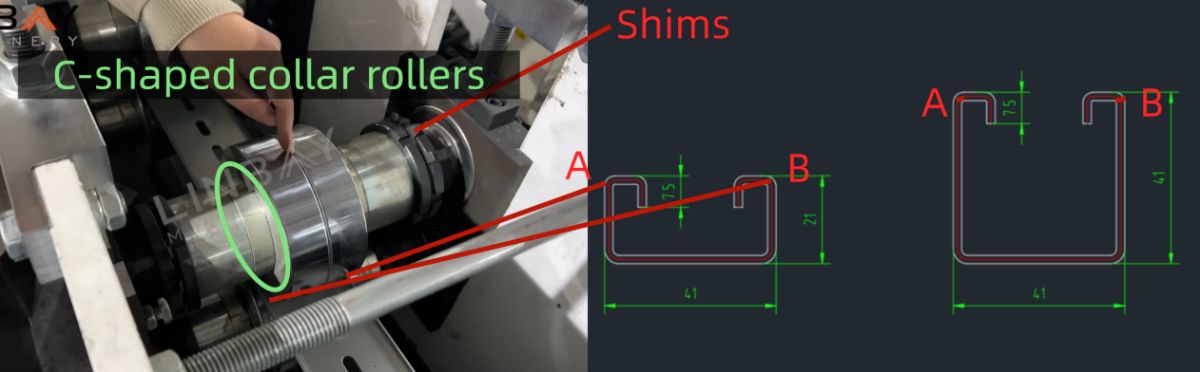
تنظیم نقاط شکلدهی برای تغییر اندازهها بسیار مهم است. شل کردن واشرها در انتهای غلتکها و تعویض یا اضافه کردنغلطکهای یقه C شکل (آستینها)در موقعیت مناسب، نقطه شکلدهی را برای اندازه پروفیل جدید تغییر میدهد. علاوه بر این، ما یکتغییر اندازه خودکار راه حلبا زمان جایگزینیتقریباً ۱۰ دقیقه.
لینک ویدیو به -【نصب】آستینهای تعویضی Linbay برای دستگاه رول فرمینگ

برش هیدرولیک

دستگاه برش هیدرولیک که توسط یک ایستگاه هیدرولیک اداره میشود، در برش کویلهای فولادی با ضخامت ۲ میلیمتر مهارت دارد. تیغههای برش آن متناسب با شکل پروفیل طراحی شدهاند و در هر برش حدود ۸ میلیمتر ضایعات تولید میکنند و در عین حال سطح برش تقریباً بدون پلیسه باقی میماند.
انکودر و PLC
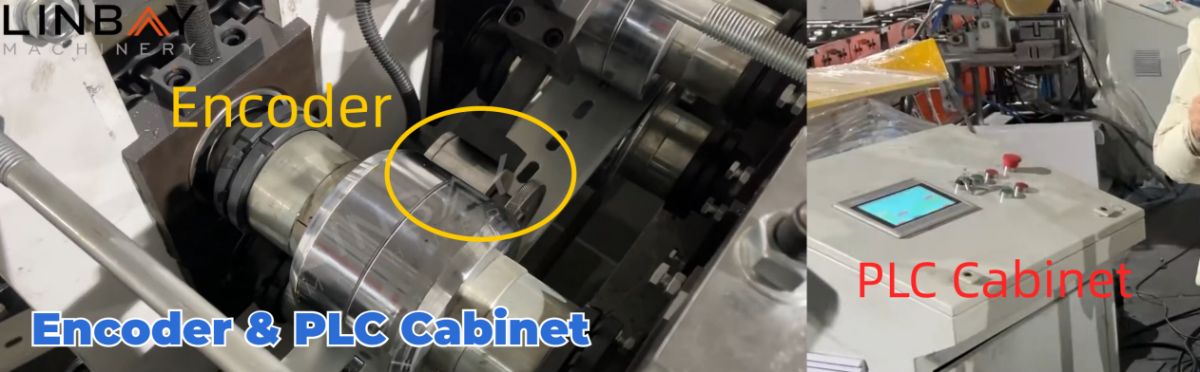
دستگاه رول فرمینگ دارای یک رمزگذار ژاپنی Koyo است که طول کویلهای حسشده را به سیگنالهای الکتریکی منتقلشده به کابینت کنترل PLC تبدیل میکند. این سیستم دقیق تضمین میکند که خطاهای برش حفظ شوند.در محدوده ±1 میلیمتر، تضمین تولید محصولات با کیفیت بالا و در عین حال به حداقل رساندن ضایعات ناشی از برشهای نادرست. اپراتورها میتوانند به راحتی سرعت تولید، ابعاد تولید، طول برش و موارد دیگر را از طریق صفحه نمایش PLC کنترل کنند. علاوه بر این، کابینت کنترل PLC دارای ویژگیهای زیر است:حافظه ذخیرهسازیبرای پارامترهای متداول و عملکردهای حفاظتی مانند اضافه بار، اتصال کوتاه و قطع فاز را فراهم میکند.
زبان روی صفحه PLC را میتوان بر اساس ترجیحات مشتری تنظیم کرد.
ایستگاه هیدرولیک

ایستگاه هیدرولیک ما مجهز به فنهای برقی خنککننده است تا گرما را به طور مؤثر دفع کند و عملکرد طولانی و قابل اعتمادی را با نرخ خرابی پایین تضمین کند و با محیط کاری گرم سازگار شود.
گارانتی
در روز حمل و نقل، تاریخ فعلی روی پلاک فلزی حک خواهد شد که نشانگر شروع گارانتی دو ساله برای کل خط تولید و گارانتی پنج ساله برای غلتکها و شفتها است.
1. کویل بازکن

۲. تغذیه

3. پانچ کردن

4. غرفههای رول فرمینگ

۵. سیستم رانندگی

6. سیستم برش

دیگران

میز بیرون