








વિડિઓ
પ્રોફાઇલ

રેક સિસ્ટમમાં ક્રોસ બ્રેસિંગ મહત્વપૂર્ણ ભૂમિકા ભજવે છે, જે બે સીધા ફ્રેમ વચ્ચે સપોર્ટ અને સ્થિરતા વધારે છે. ટકાઉ કાળા સ્ટીલમાંથી બનાવેલ, જેની જાડાઈ સામાન્ય રીતે 1.5 થી 2.5 મીમી સુધીની હોય છે, રચના પછી પેઇન્ટનો ઉપયોગ કાટ અને કાટ પ્રતિકાર વધારવા માટે કામ કરે છે, જે લાંબા આયુષ્ય અને વિશ્વસનીયતા સુનિશ્ચિત કરે છે.
વાસ્તવિક કેસ-મુખ્ય ટેકનિકલ પરિમાણો
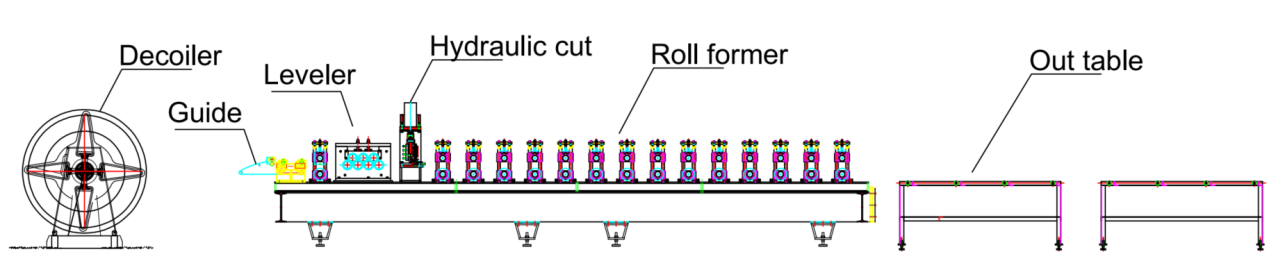
ફ્લો ચાર્ટ: ડીઇકોઇલર--માર્ગદર્શન--લેવલર--પ્રી કટ--રોલ ફોર્મમશીન બનાવવું--આઉટ ટેબલ
- 1.લાઇન ગતિ: 0-15m/મિનિટ, એડજસ્ટેબલ
- 2. વાસ્તવિક કેસમાં પરિમાણો: બહુવિધ પહોળાઈ 80-300mm, નિશ્ચિત ઊંચાઈ 50mm
- ૩. યોગ્ય સામગ્રી: ગેલ્વેનાઈઝ્ડ સ્ટીલ
- 4. સામગ્રીની જાડાઈ: 1.5-2 મીમી
- ૫. રોલ ફોર્મિંગ મશીન: કાસ્ટ-ઇરોn માળખું અને સાંકળ ડ્રાઇવિંગ સિસ્ટમ
- ૬. કટીંગ સિસ્ટમ: રોલ ફોર્મિંગ મશીન પહેલાં કાપો, હાઇડ્રોલિક પાવર સાથે.
- ૭.પીએલસી કેબિનેટ: સિમેન્સ સિસ્ટમ.
વાસ્તવિક કેસ-મશીનરી
૧.ડેકોઇલર*૧
2. લેવલર (રોલ ફોર્મિંગ મશીન પર સજ્જ)*1
૩.હાઇડ્રોલિક પ્રી-કટ મશીન*૧
૪. રોલ ફોર્મિંગ મશીન*૧
૫.આઉટ ટેબલ*૨
૬.પીએલસી કંટ્રોલ કેબિનેટ*૧
૭.હાઇડ્રોલિક સ્ટેશન*૨
૮. સ્પેરપાર્ટ્સ બોક્સ (મફત)*૧
વાસ્તવિક કેસ-વર્ણન
- ડેકોઇલર
સામાન્ય રીતે, ડીકોઇલર ઉત્પાદન લાઇનના પ્રથમ ઘટક તરીકે કાર્ય કરે છે. તેનો પ્રેસ આર્મ સ્ટીલ કોઇલને સુરક્ષિત કરવામાં સક્ષમ છે, કોઇલ ચેન્જઓવર દરમિયાન કોઇલ રિકોઇલથી થતી ઇજાને અટકાવે છે. બાહ્ય કોઇલ રીટેનર ઉપકરણો કોઇલને મેન્ડ્રેલમાંથી સરકતા અટકાવે છે.
માર્ગદર્શન
માર્ગદર્શક રોલર્સ સ્ટીલ કોઇલને ફોર્મિંગ રોલર્સમાં યોગ્ય રીતે માર્ગદર્શન આપશે જેથી સ્ટીલ કોઇલ અને રોલ ફોર્મિંગ મશીન વચ્ચે સંરેખણ જાળવી શકાય, કોઈપણ સંભવિત બેન્ડિંગ અથવા વિચલનને ઓછું કરી શકાય.
લેવલર

ક્રોસ બ્રેસીંગની જાડાઈ 2.5 મીમી સુધી પહોંચે છે, અને જ્યારે તે સંપૂર્ણપણે સીધું હોય અને ટ્વિસ્ટેડ ન હોય ત્યારે જ તે રેક ફ્રેમ માટે શ્રેષ્ઠ સ્થિરતા પ્રદાન કરી શકે છે. લેવલિંગ મશીન સ્ટીલ કોઇલને સપાટ કરી શકે છે, આંતરિક દબાણ મુક્ત કરી શકે છે, જેનાથી તેને આકાર આપવાનું અને સીધું બનાવવાનું સરળ બને છે. આ ઉત્પાદન લાઇનમાં, લેવલિંગ મશીન રોલ ફોર્મિંગ મશીન બેઝ પર સેટ છે, જે ફ્લોર સ્પેસ બચાવી શકે છે અને જમીનનો ખર્ચ ઘટાડી શકે છે.
પ્રી-કટ મશીન
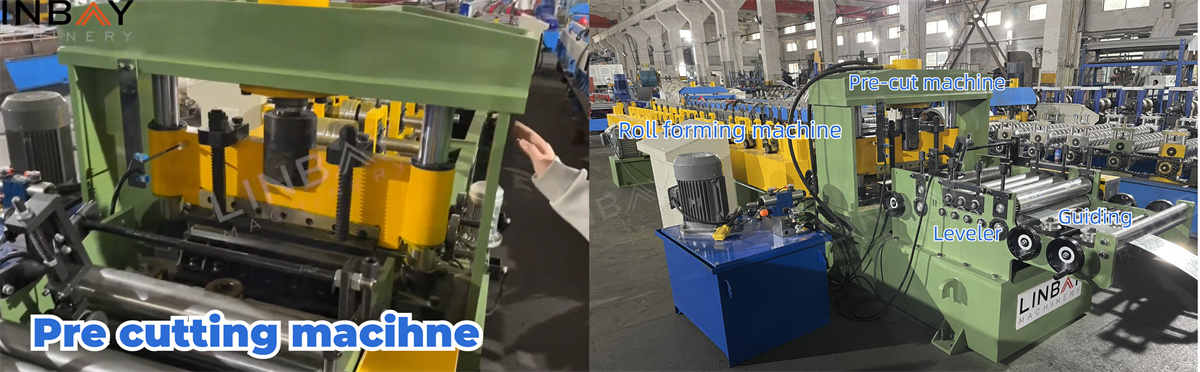
કાપણી પછીની સરખામણીમાં, બનાવતા પહેલા પ્રી-કટીંગ કરવાથી કોઈ બગાડ થતો નથી. આ સોલ્યુશન કોઈપણ કચરો કર્યા વિના, એક જ ઉત્પાદન લાઇન પર બહુવિધ કદનું ઉત્પાદન કરવા માટે વિવિધ પહોળાઈના સ્ટીલ કોઇલને સરળતાથી બદલવાની સુવિધા આપે છે.
રોલ ફોર્મમશીન બનાવવું

રોલ ફોર્મિંગ મશીન સમગ્ર ઉત્પાદન લાઇનનો સૌથી મહત્વપૂર્ણ ઘટક છે. તે ફોર્મિંગ સ્ટેશન માટે મજબૂત કાસ્ટ-આયર્ન બાંધકામનો ઉપયોગ કરે છે, જે સ્ટીલના નક્કર ટુકડામાંથી બનાવવામાં આવે છે. ફોર્મિંગ રોલર્સનું પરિભ્રમણ સાંકળ સિસ્ટમ દ્વારા ચલાવવામાં આવે છે.
ફોર્મિંગ રોલર્સની સામગ્રી Gcr15 છે, જે એક ઉચ્ચ-કાર્બન ક્રોમિયમ બેરિંગ સ્ટીલ છે જે તેની ઉત્તમ કઠિનતા અને ઘસારો પ્રતિકાર માટે પ્રખ્યાત છે. રોલર્સ તેમની સેવા જીવન વધારવા માટે ક્રોમ-પ્લેટેડ છે. શાફ્ટ 40Cr સામગ્રીથી બનેલા છે અને ગરમીની સારવારમાંથી પસાર થાય છે.
પ્રોફાઇલની મજબૂતાઈ વધારવા માટે તેના તળિયે મજબૂતીકરણો શામેલ કરવામાં આવે છે. આ રોલ ફોર્મિંગ મશીન 80-300 મીમી પહોળાઈ અને 50 મીમી ઊંચાઈ સાથે ક્રોસ બ્રેકિંગ ઉત્પન્ન કરી શકે છે. PLC કંટ્રોલ પેનલમાં ઇચ્છિત પરિમાણો દાખલ કરીને, ફોર્મિંગ સ્ટેશન રેલ સાથે યોગ્ય અને ચોક્કસ સ્થિતિમાં ખસે છે. ફોર્મિંગ સ્ટેશન જેમ જેમ આગળ વધે છે તેમ ફોર્મિંગ પોઇન્ટ પણ ગોઠવાય છે.
ફોર્મિંગ સ્ટેશનોની હિલચાલની સલામતી માટે, 2 અંતર સેન્સર મશીન બેઝ પર સેટ કરેલ છે, બાહ્યતમ અને આંતરિકતમ સ્થિતિઓને અનુરૂપ જેરચનાસ્ટેશનsમાં ખસેડી શકાય છે.સેન્સર માટે, ટીસંવેદના બિંદુ એ છે કેઅહીંખાતેફોર્મિંગ સ્ટેશનોનો આધાર. સૌથી અંદરનુંસેન્સરઅટકાવવા માટે છેરચનાસ્ટેશનsખૂબ નજીક જવાથી અને રોલર અથડામણ થવાથી.સૌથી બહારનુંસેન્સરઅટકાવવા માટે છેરચનાસ્ટેશનથી છૂટા થવાથીરેલઅને પડવું.
હાઇડ્રોલિક સ્ટેશન
હાઇડ્રોલિક સ્ટેશનમાં કાર્યક્ષમ ગરમીના વિસર્જન માટે રચાયેલ કૂલિંગ ફેન છે, જે અવિરત કામગીરીની ખાતરી આપે છે અને ઉત્પાદકતામાં વધારો કરે છે. તેના ઓછા નિષ્ફળતા દર માટે પ્રખ્યાત, આ હાઇડ્રોલિક સ્ટેશન લાંબા ગાળાની ટકાઉપણું સુનિશ્ચિત કરીને ટકી રહેવા માટે બનાવવામાં આવ્યું છે.
પીએલસી નિયંત્રણ કેબિનેટ અને એન્કોડર
એન્કોડર સ્ટીલ કોઇલની સંવેદિત લંબાઈને PLC કંટ્રોલ કેબિનેટમાં પ્રસારિત થતા વિદ્યુત સંકેતોમાં રૂપાંતરિત કરે છે. કંટ્રોલ કેબિનેટની અંદર, ઉત્પાદન ગતિ, વ્યક્તિગત ઉત્પાદન આઉટપુટ, કટીંગ લંબાઈ અને અન્ય પરિમાણોનું સંચાલન કરી શકાય છે. ચોક્કસ માપન અને એન્કોડર તરફથી પ્રતિસાદ સાથે, કટીંગ મશીન ±1mm ની અંદર કટીંગ ભૂલોને નિયંત્રિત કરી શકે છે.
1. ડેકોઇલર

2. ખોરાક આપવો

૩. પંચિંગ

4. રોલ ફોર્મિંગ સ્ટેન્ડ

5. ડ્રાઇવિંગ સિસ્ટમ

6. કટીંગ સિસ્ટમ

અન્ય

બહારનું ટેબલ






