









videó
Profil

Esővízcsatorna:A fém ereszcsatornákat gyakran használják az épületek tetejének szélein a vízelvezetéshez, elsősorban az esővíz összegyűjtésére és elvezetésére. Gyakori stílusok:halfa-kerektípusés K.-stílustípusÁltalában 0,3-0,8 mm vastagságú fémanyagokból készülnek, például alumíniumból, előre festett acélból vagy horganyzott acélból.
Gerincfedél:A gerincsapkavankészletahol a két oldalkéttetőpanelektalálkozik, más néven a tetőfelsőEz jellemzőenhasználatd a tető tömítésének és esztétikájának javítása érdekében. A gerincsapkák általában előre festett acélból vagy 0,3-0,8 mm vastagságú horganyzott acélból készülnek.
Valós eset - Fő műszaki paraméterek
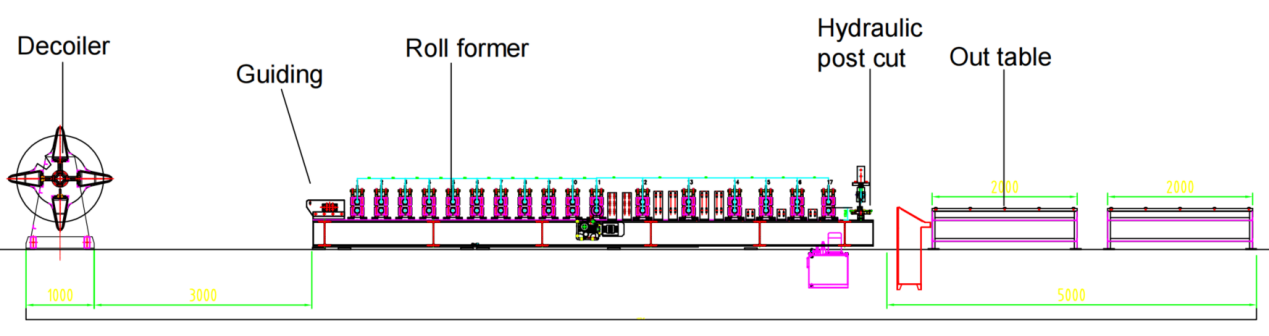
Folyamatábra: Tekercselő--Vezetés--Tekercselő gép--Hidraulikus kivágó--Kivágó asztal
- 1. Bordafedél - Vonalsebesség: 0-12m/perc, állítható
- 2. Ereszcsatorna-vonal sebessége: 0-4m/perc, állítható
- 3. Suiasztal anyaga: horganyzott acél, előfestett acél, alumínium
- 4. Anyagvastagság: 0,3-0,8 mm
- 5. Hengerlőgép: Falpanel szerkezet és lánchajtású rendszer
- 6. Vágórendszer: A tekercselőgép után álljon le a vágáshoz, a tekercselő leáll vágás közben.
- 7.PLC szekrény: Siemens rendszer.
Valódi eset - Csomagolási lista
- 1.Hidraulikus lecsévélő * 2
- 2. Kétsoros hengerlőgép * 1
- 3. Kétsoros hidraulikus vágógép * 1
- 4. Kimeneti asztal * 2
- 5.PLC vezérlőszekrény * 1
- 6.Hidraulikus állomás * 1
- 7. Alkatrészdoboz (ingyenes)
Valós eset leírása
- Tekercselő

A gerincsapka és az ereszcsatorna esetében a tekercselő konfigurációja közel azonos, hidraulikus tekercselőket használ, amelyek teherbírása egyenként 3 tonna. Tekintettel a gerincsapkához és az ereszcsatornához használt acéltekercsek eltérő szélességére, jobb, ha minden gyártósorhoz külön tekercselőt rendelünk. Ez a megközelítés minimalizálja a tekercscsere során eltelt állásidőt, és növeli az egyes gyártósorok működési hatékonyságát.
Irányítás

Aa vezetőgörgők biztosítják az acéltekercs és a tekercs közötti igazítást hengerléses alakításgép, megakadályozva a torzulást a formázási folyamat során.
hengerlőgép

Ez a hengerlőgép falpanel-szerkezetet és lánchajtású rendszert alkalmaz. A hagyományos, kétsoros, azonos profil két különböző méretű változatával ellentétben ez a gép teljesen különböző profilokat kezel minden soron.
Fontos megjegyezni, hogy a két sor nem működhet egyszerre. Nagyobb termelési igények esetén azt javasoljuk, hogy mindkét profilhoz külön gyártósort rendeljen hozzá.
Ezenkívül fémburkolatokat szereltek a láncokra, hogy megvédjék a dolgozókat a forgó láncokkal való véletlen érintkezéstől, valamint a láncokat a por és törmelék okozta sérülésektől.
Hidraulikus vágás

A vágógépek rögzítettek ezen a gyártósoron, megállítva az acéltekercs mozgását a vágás során. Azoknak az ügyfeleknek, akik nagyobb gyártási sebességet igényelnek, repülő vágógépet kínálunk, amelynek talpa simán mozog előre és hátra a síneken, a hengerlőgép sebességével megegyező sebességgel. Ez az innovatív kialakítás lehetővé teszi, hogy az acéltekercs megszakítás nélkül haladjon át a formázógépen a vágás során, ezáltal jelentősen növelve a gyártósor összhatékonyságát.
Mindkét sor végén a vágópengéket aprólékosan kidolgozzák, hogy pontosan illeszkedjenek a megfelelő profilok kontúrjaihoz. Ez biztosítja, hogy a profilok élei torzulásmentesek legyenek, fenntartva a legmagasabb precizitási és minőségi szabványokat.
Hidraulikus állomás
A vágóegység kezdeti áramellátását egy zárt olajtartályon keresztül biztosítja. Kikapcsolható anélkül, hogy lekapcsolna, amivel energiát takaríthat meg.
A hidraulikus állomás hűtőventilátorral van felszerelve, amely hatékony hőelvezetést tesz lehetővé a hosszan tartó és optimális működés biztosítása érdekében. Alacsony meghibásodási arányának és kivételes tartósságának köszönhetően a hidraulikus állomás hosszú távon megbízható teljesítményt garantál.
PLC vezérlőszekrény és jeladó

A hengerléses gyártósort a japán KOYO márka enkóderével szerelték fel. Az enkóder folyamatosan alakítja át az acéltekercsek mért hosszát elektromos jelekké, és továbbítja azokat a PLC vezérlőszekrénybe. A kezelők beállíthatják a gyártási sebességet, a mennyiséget és a vágási hosszt. A vágógép figyelemre méltó pontosságot ér el az enkóder precíz mérésének és visszacsatolásának köszönhetően, a vágási hibákat ±1 mm-en belül tartva.
1. Tekercselő

2. Etetés

3. Ütés

4. Hengerlőformázó állványok

5. Vezetőrendszer

6. Vágórendszer

Mások

Kifelé asztal





