









myndband
Prófíll

Renna:Málmrennur eru almennt notaðar til frárennslis meðfram brúnum húsþöka, aðallega til að safna og beina regnvatni. Algengar gerðir eru meðal annarshalf-hringlagagerðog K.-stíllgerðÞau eru yfirleitt úr málmefnum á bilinu 0,3-0,8 mm, svo sem áli, formálaðu stáli eða galvaniseruðu stáli.
Hryggjahetta:Hryggurinnhúfaersettþar sem báðar hliðartveirþakspjöldmætast, einnig þekkt sem þakiðtoppurÞað er venjuleganotad til að auka þéttingu og fagurfræði þaksins. Hryggjarhlífar eru venjulega smíðaðar úr formálaðu stáli eða galvaniseruðu stáli á bilinu 0,3-0,8 mm.
Raunverulegt tilfelli - Helstu tæknilegar breytur
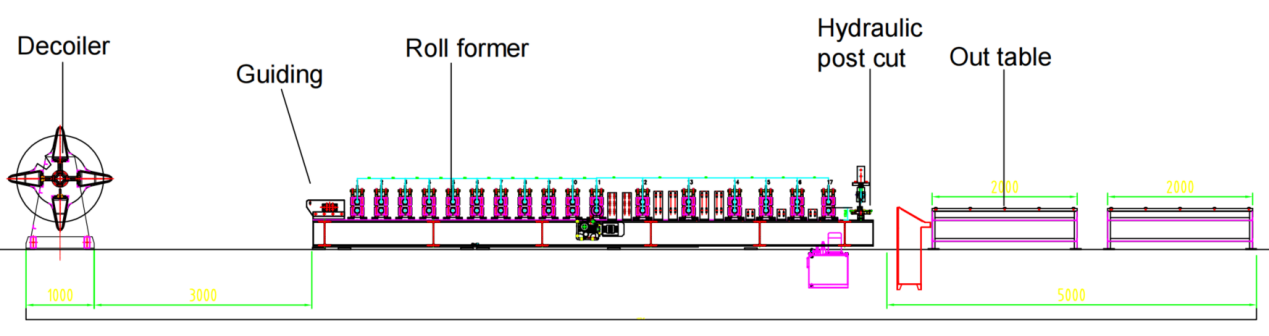
Flæðirit: Afrúllari--Leiðsögn--Rúllumyndunarvél--Vökvaskurðar--Útskurðarborð
- 1. Hrygglok - Línuhraði: 0-12m/mín, stillanleg
- 2. Rennuhraði: 0-4m/mín, stillanleg
- 3. SúíEfni borðs: Galvaniseruðu stáli, formálað stáli, ál
- 4. Efnisþykkt: 0,3-0,8 mm
- 5. Rúlluformunarvél: Veggspjaldabygging og keðjuaksturskerfi
- 6. Skurðarkerfi: Stöðva til að skera eftir rúllumyndunarvél, rúlluformari stoppar þegar skorið er.
- 7. PLC skápur: Siemens kerfi.
Raunverulegt tilfelli - Pökkunarlisti
- 1. Vökvakerfisafrúllari * 2
- 2. Tvöföld röð rúllumyndunarvél * 1
- 3. Tvöföld röð vökvaskurðarvél * 1
- 4. Útiborð * 2
- 5. PLC stjórnskápur * 1
- 6. Vökvastöð * 1
- 7. Varahlutakassi (ókeypis)
Lýsing á raunverulegu tilfelli
- Afrúllari

Fyrir hrygglok og rennu er uppsetning afrúllunarvélarinnar nánast eins, þar sem notaðar eru vökvaknúnar afrúllunarvélar með 3 tonna burðargetu hver. Miðað við mismunandi breidd stálrúlla sem notaðar eru fyrir hrygglok og rennu er betra að úthluta sérstökum afrúllunarvél fyrir hverja framleiðslulínu. Þessi aðferð lágmarkar niðurtíma við spóluskipti og eykur rekstrarhagkvæmni fyrir hverja framleiðslulínu.
Leiðsögn

HinnLeiðarúllur tryggja samræmingu milli stálspólu og rúlluformunvél, sem kemur í veg fyrir aflögun við mótun.
Rúlluformunarvél

Þessi rúlluformunarvél notar veggplötubyggingu og keðjudrifkerfi. Ólíkt hefðbundnum tvíraða uppsetningum með tveimur mismunandi stærðum af sama prófíl, meðhöndlar þessi vél alveg mismunandi prófíla í hverri röð.
Mikilvægt er að hafa í huga að ekki er hægt að vinna tvær raðir samtímis. Við mælum með að nota sérstaka framleiðslulínu fyrir hvora stillingu ef framleiðslukröfur eru meiri.
Að auki hafa málmhlífar verið settar yfir keðjurnar til að vernda starfsmenn fyrir óvart snertingu við snúningskeðjur og til að vernda keðjurnar gegn skemmdum af völdum ryks og rusls.
Vökvaskurður

Skurðarvélarnar eru fastar á þessari framleiðslulínu og stöðva hreyfingu stálrúllunnar við skurð. Fyrir viðskiptavini sem þurfa meiri framleiðsluhraða bjóðum við upp á fljúgandi skurðarvél þar sem botninn getur farið mjúklega fram og til baka á teinum á sama hraða og rúllumótunarvélin. Þessi nýstárlega hönnun gerir stálrúllunni kleift að fara í gegnum mótunarvélina án truflana við skurð, sem eykur verulega heildarhagkvæmni framleiðslulínunnar.
Í enda beggja raða eru skurðarblöðin vandlega smíðuð til að passa nákvæmlega við útlínur viðkomandi sniða. Þetta tryggir að brúnir sniðanna séu óaflagaðar og að hæsta gæðaflokki sé viðhaldið.
Vökvastöð
Gefur upphafsorku til skersins í gegnum lokaðan olíutank. Hann slokknar án þess að sleppa, sem getur sparað orku.
Vökvakerfið er búið kæliviftu sem auðveldar skilvirka varmadreifingu og tryggir langvarandi og bestu mögulegu notkun. Með lágu bilanatíðni og einstakri endingu tryggir kerfið áreiðanlega afköst til langs tíma litið.
PLC stjórnskápur og kóðari

Rúlluformunarframleiðslulínan er búin kóðara frá japanska vörumerkinu KOYO. Kóðinn breytir stöðugt mældum lengdum stálrúlla í rafboð og sendir þau í PLC stjórnskápinn. Rekstraraðilar geta aðlagað framleiðsluhraða, magn og skurðarlengdir. Skurðarvélin nær einstakri nákvæmni þökk sé nákvæmum mælingum og endurgjöf kóðarans, sem heldur skurðarvillunni innan ±1 mm.
1. Afrúllari

2. Fóðrun

3. Gata

4. Rúlluformunarstandar

5. Aksturskerfi

6. Skurðarkerfi

Aðrir

Út borð





