








myndband
Prófíll

Krossstyrkingar gegna mikilvægu hlutverki í rekkakerfum, þar sem þær styrkja stuðning og stöðugleika milli tveggja uppréttra ramma. Rammarnir eru smíðaðir úr endingargóðu svörtu stáli með þykkt sem er yfirleitt á bilinu 1,5 til 2,5 mm og málningin eftir mótun eykur tæringar- og ryðþol og tryggir endingu og áreiðanleika.
Raunverulegt tilfelli - Helstu tæknilegar breytur
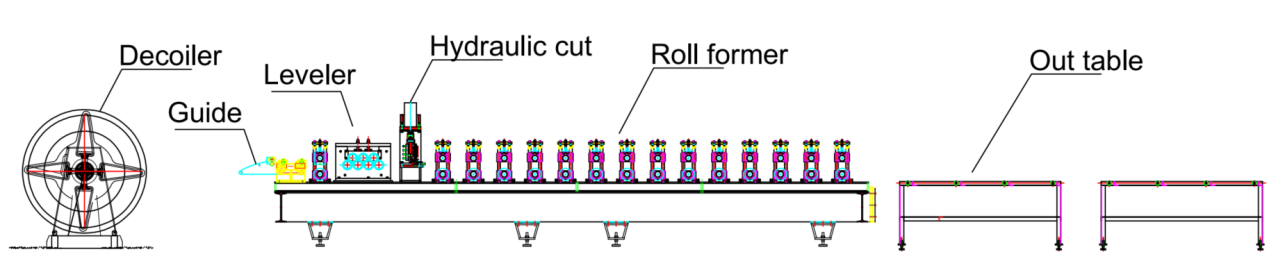
Flæðirit: Dvistvænn spólu--Leiðsögn--Jafnari--Forskurður--Rúlluformvél--Úti borð
- 1. Línuhraði: 0-15m/mín, stillanleg
- 2. Mál í raunverulegum tilfellum: Margfeldi breidd 80-300 mm, föst hæð 50 mm
- 3. Hentar efni: Galvaniseruðu stáli
- 4. Efnisþykkt: 1,5-2 mm
- 5. Rúllaformunarvél: Steypujárnn uppbygging og keðjuaksturskerfi
- 6. Skurðarkerfi: Skerið fyrir rúllumyndunarvél, með vökvaafli.
- 7. PLC skápur: Siemens kerfi.
Raunveruleg málvéla
1. Afrúllari * 1
2. Jafnvægisbúnaður (útbúinn á rúllumyndunarvélinni) * 1
3. Vökvakerfis forskorið vél * 1
4. Rúlluformunarvél * 1
5. Útiborð * 2
6. PLC stjórnskápur * 1
7. Vökvastöð * 2
8. Varahlutakassi (ókeypis) * 1
Lýsing á raunverulegu tilfelli
- Afrúllari
Venjulega er afrúllunarvélin fyrsti hluti framleiðslulínunnar. Pressuarmurinn getur fest stálrúlluna og komið í veg fyrir meiðsli vegna bakslags á spólunni við spóluskipti. Útávið festingarbúnaður fyrir spólurnar kemur enn fremur í veg fyrir að þær renni af dorninum.
Leiðsögn
Leiðarúllurnar munu leiða stálspóluna rétt inn í mótunarrúllurnar til að viðhalda samræmingu milli stálspólunarinnar og rúllumótunarvélarinnar, sem lágmarkar hugsanlega beygju eða frávik.
Jafnari

Þykkt þverstyrkingarinnar nær 2,5 mm og aðeins þegar hún er fullkomlega bein og ekki snúin getur hún veitt rekkigrindinni bestu mögulegu stöðugleika. Jöfnunarvélin getur flatt stálrúlluna út, losað innri þrýsting og auðveldað beina mótun. Í þessari framleiðslulínu er jöfnunarvélin sett á undirstöðu rúlluformunarvélarinnar, sem getur sparað gólfpláss og dregið úr lóðarkostnaði.
Forskorin vél
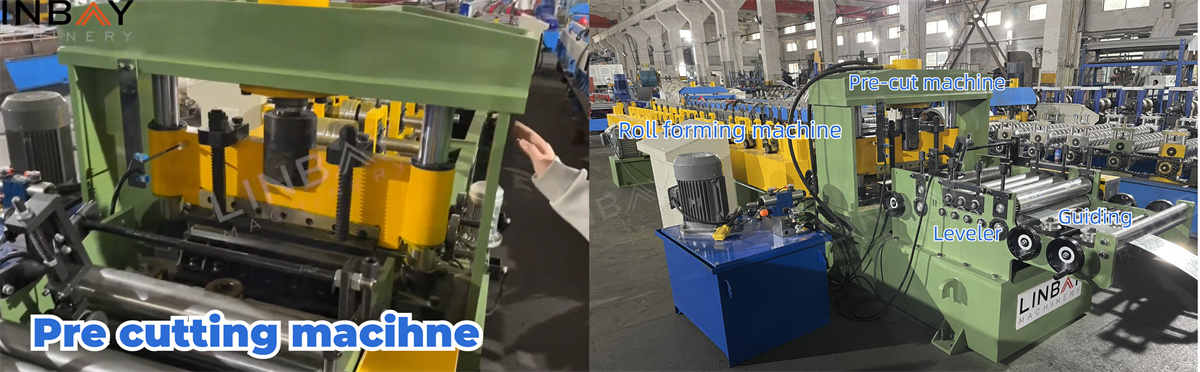
Í samanburði við eftirskurð, þá veldur forskurður fyrir mótun engum sóun. Þessi lausn auðveldar að skipta um stálrúllur af mismunandi breidd til að framleiða margar stærðir á sömu framleiðslulínu, án þess að valda sóun.
Rúlluformvél

Rúlluformunarvélin er mikilvægasti íhlutur allrar framleiðslulínunnar. Hún notar sterka steypujárnsbyggingu fyrir mótunarstöðina, smíðuð úr heilu stáli. Snúningur mótunarvalsanna er knúinn áfram af keðjukerfi.
Efnið í mótunarrúllunum er Gcr15, krómstál með háu kolefnisinnihaldi sem er þekkt fyrir framúrskarandi hörku og slitþol. Rúllarnir eru krómhúðaðir til að lengja endingartíma þeirra. Ásarnir eru úr 40Cr efni og hafa gengist undir hitameðferð.
Styrkingar eru settar inn neðst á prófílnum til að auka styrk hans. Þessi rúlluformunarvél getur framleitt krossstyrkingar með breidd 80-300 mm og hæð 50 mm. Með því að slá inn æskilegar stærðir í PLC stjórnborðið færist mótunarstöðin eftir teinunum í rétta og nákvæma stöðu. Mótunarpunkturinn aðlagast einnig þegar mótunarstöðin hreyfist.
Til að tryggja öryggi hreyfingar mótunarstöðva, 2 fjarlægðarskynjarar eru sett á vélina, sem samsvarar ystu og innstu stöðunum semmyndunstöðshægt er að flytja til.Fyrir skynjarana, tSkynjunarpunkturinn erhérágrunnur mótunarstöðvannaInnstaskynjarier að koma í veg fyrir aðmyndunstöðsfrá því að komast of nálægt og valda árekstri við rúllur.Ystaskynjarier að koma í veg fyrir aðmyndunstöðin losnar fráteinarog falla.
Vökvastöð
Vökvastöðin er búin kæliviftum sem eru hannaðir til að dreifa varma á skilvirkan hátt, tryggja ótruflaðan rekstur og auka framleiðni. Þessi vökvastöð er þekkt fyrir lága bilanatíðni og er hönnuð til að endast, sem tryggir langtíma endingu.
PLC stjórnskápur og kóðari
Kóðarinn breytir mældri lengd stálspólu í rafboð sem send eru til PLC stjórnskápsins. Innan stjórnskápsins er hægt að stjórna framleiðsluhraða, einstökum framleiðsluafköstum, skurðarlengd og öðrum breytum. Með nákvæmum mælingum og endurgjöf frá kóðaranum getur skurðarvélin stjórnað skurðarvillum innan ±1 mm.
1. Afrúllari

2. Fóðrun

3. Gata

4. Rúlluformunarstandar

5. Aksturskerfi

6. Skurðarkerfi

Aðrir

Út borð






