MYNDBAND
Prófíll
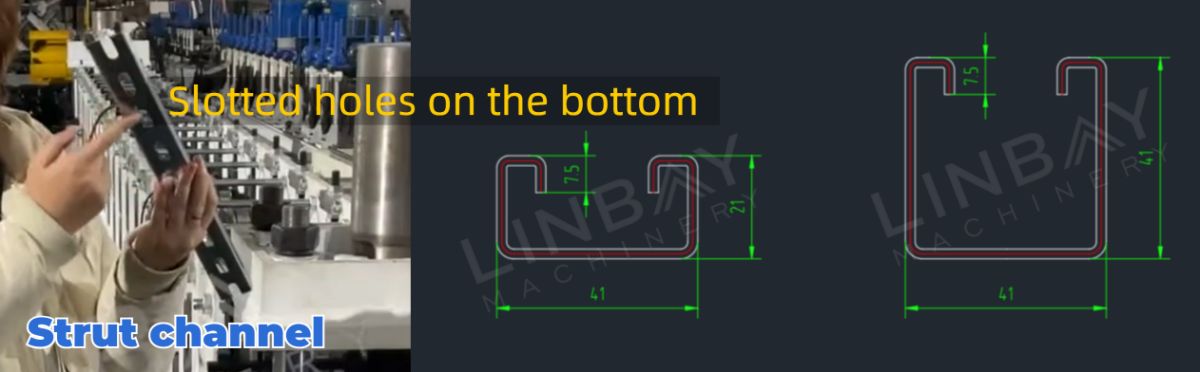
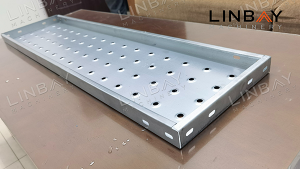
Stuðningsrenna þjónar sem mikilvægur þáttur í að styðja og tengja léttar burðarþol í byggingarframkvæmdum. Staðlaðar stærðir fyrir stólpendur eru oft með41*21mmog41*41mmÞessar rásir eru almennt smíðaðar úr efnum eins ogheitvalsað stál, kaltvalsað stál eða galvaniserað stál, með þykkt sem er yfirleitt á bilinu frá1,5 mm til 2 mm.
Raunverulegt tilfelli - Helstu tæknilegar breytur
Flæðirit
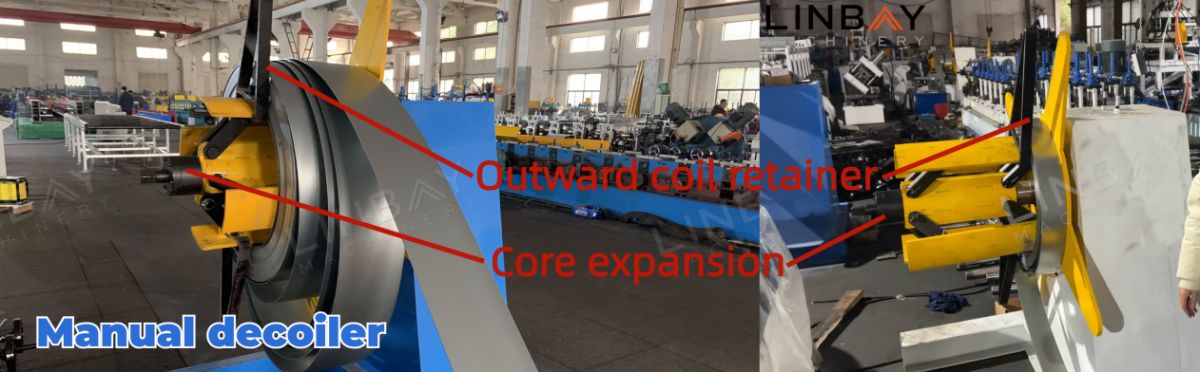
Handvirka afrúllunarvélin er búin bremsubúnaði sem gerir kleift að stilla kjarnaþensluna á milli φ490-510 mm,tryggir mjúka afrúllunÞar að auki kemur í veg fyrir að spólan renni til, sem eykur hagkvæmni og öryggi. Í tilviki vökvaafrúllunarvélar festir pressuarmur stálspóluna, sem dregur úr hættu á að spólan fjöðri og hugsanlegum meiðslum starfsmanna. Til að mæta aukinni framleiðsluþörf bjóðum við upp á valfrjálsa vökvaafrúllunarvél sem er knúin af vökvastöð.
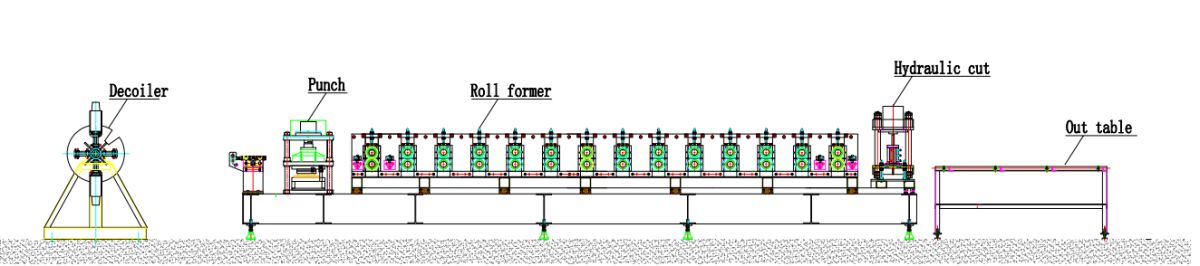
Handvirk afrúllari - Leiðsögn - Vökvakýli - Rúlluformunarvél - Vökvaskurðarborð
Helstu tæknilegar breytur
1. Línuhraði: 0-12m/mín án gata, 3m/mín með gata.
2. Efnisþykkt: 2 mm í þessu tilfelli.
3. Hentar efni: Heitt valsað stál, kalt valsað stál, galvaniserað stál.
4. Rúlluformunarvél: Veggspjaldabygging og keðjuaksturskerfi.
5. Fjöldi myndunarstöðva: 20
6. Gatakerfi: Vökvakerfi, rúlluformari stoppar við gata.
7. Skurðarkerfi: Vökvakerfi, rúlluformari stoppar við skurð.
8. Breyting á stærð: 2-3 klukkustundir handvirkt.
9. PLC skápur: Siemens kerfi.
Lýsing á raunverulegu tilfelli
Handvirk afrúllari
Leiðsögn
Leiðarúllur gegna lykilhlutverki í að viðhalda samræmi milli stálspólu og vélarinnar og koma í veg fyrir aflögun á stuðningsrásinni.

Leiðarúllur gegna lykilhlutverki í mótunarferlinu og koma í veg fyrir aflögun stálröndarinnar eftir endurkast. Beinleiki rörbjálkans er nauðsynlegur fyrir gæði vörunnar og hefur áhrif á burðargetu alls uppsetningarrammans. Leiðarúllur eru settar upp á stefnumiðaðan hátt meðfram allri rúllumótunarvélinni, ekki bara við inntakið. Fyrir sendingu mælum við fjarlægðina frá hverjum leiðarúllu að brún vélarinnar og skráum þessar mælingar í handbókina. Ef lítilsháttar tilfærslur verða á meðan á flutningi eða framleiðsluferlinu stendur geta starfsmenn notað þessi skráðu gögn til að færa rúllurnar nákvæmlega til.
Vökvakýli

Vökvastýrða gatavélin, knúin af vökvastöð, er staðsett fyrir framan rúllumótunarvélina, sem krefst hlés á rúllumótunarferlinu meðan á gata stendur. Vökvastýrða gatavélin er stillt með gataskref upp á 400 mm. Til að auka framleiðsluhraða mælum við með sjálfstæðri vökvastýrðri gatalausn sem er sniðin að meðfylgjandi gatamyndum.
Rúlla myndunarvél
Rúlluformunarvélin er með veggplötubyggingu og keðjuaksturskerfi, sem býður upp á hagkvæma lausn fyrir handvirkar stærðarbreytingar með um það bil skiptitíma.2-3 klukkustundir.
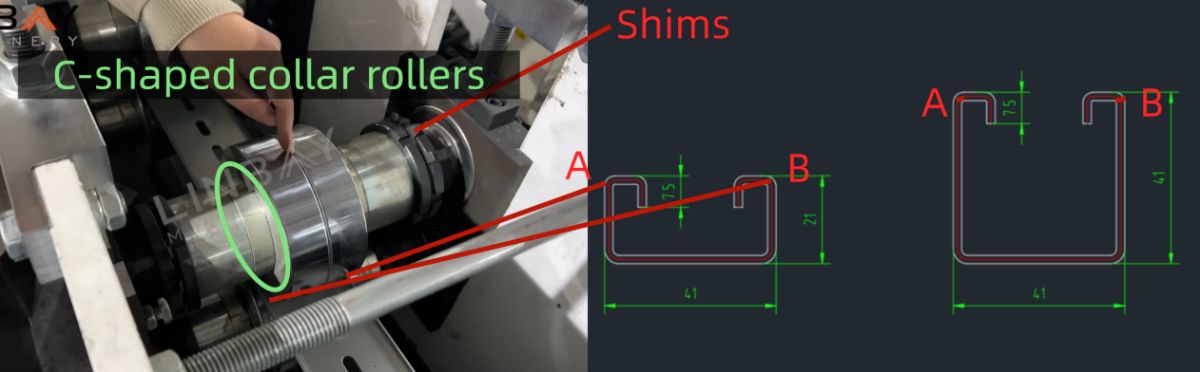
Aðlögun mótunarpunktanna er mikilvæg þegar stærð er breytt. Losa þarf um millileggina á endum rúllanna og skipta um eða bæta við...C-laga kragarúllur (ermar)á viðeigandi stað færist mótunarpunkturinn fyrir nýju sniðstærðina. Að auki bjóðum við upp ásjálfvirk stærðarbreyting lausnmeð skiptitíma upp áum það bil 10 mínútur.
Myndbandstengill á -【Uppsetning】Linbay skiptihylki fyrir rúllumyndunarvél

Vökvaskurður

Vökvastýrða skurðarvélin, sem er knúin áfram af vökvastöð, er afkastamikil í að skera 2 mm þykkar stálrúllur. Skurðarblöðin eru sniðin að lögun sniðsins og framleiða um 8 mm af úrgangsefni í hverjum skurði en viðhalda nánast ójöfnu skurðyfirborði.
Kóðari og PLC
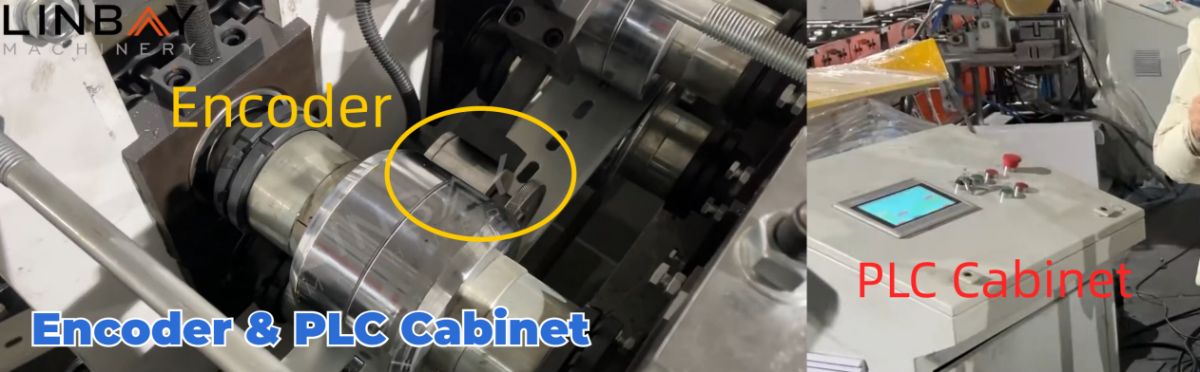
Rúlluformunarvélin er með japanska Koyo-kóðara sem þýðir mældar spólulengdir í rafmerki sem send eru í PLC-stjórnskápinn. Þetta nákvæma kerfi tryggir að skurðarvillur séu ekki fyrir hendi.innan ±1 mm, sem tryggir framleiðslu á hágæða vörum og lágmarkar sóun vegna rangra skurða. Rekstraraðilar geta stjórnað framleiðsluhraða, framleiðsluvíddum, skurðarlengd og fleiru á þægilegan hátt í gegnum PLC skjáinn. Að auki býður PLC stjórnskápurinn upp á...minnisgeymslafyrir algengar breytur og veitir verndaraðgerðir eins og ofhleðslu, skammhlaup og fasatap.
Hægt er að aðlaga tungumálið á PLC skjánum að óskum viðskiptavinarins.
Vökvastöð

Vökvakerfisstöðin okkar er búin rafknúnum kæliviftum til að dreifa hita á skilvirkan hátt, sem tryggir langvarandi og áreiðanlega notkun með lágum bilanatíðni og aðlagast heitu vinnuumhverfi.
Ábyrgð
Á sendingardegi verður núverandi dagsetning grafin á málmplötuna, sem markar upphaf tveggja ára ábyrgðar á allri framleiðslulínunni og fimm ára ábyrgðar á rúllur og ásar.
1. Afrúllari

2. Fóðrun

3. Gata

4. Rúlluformunarstandar

5. Aksturskerfi

6. Skurðarkerfi

Aðrir

Út borð