








ვიდეო
პროფილი

განივი სამაგრები სასიცოცხლო როლს ასრულებს თაროების სისტემებში, რაც აძლიერებს საყრდენსა და სტაბილურობას ორ ვერტიკალურ ჩარჩოს შორის. დამზადებულია გამძლე შავი ფოლადისგან, რომლის სისქე, როგორც წესი, 1.5-დან 2.5 მმ-მდე მერყეობს, ფორმირების შემდგომი საღებავის წასმა ზრდის კოროზიისა და ჟანგისადმი მდგრადობას, რაც უზრუნველყოფს გამძლეობას და საიმედოობას.
რეალური შემთხვევა - ძირითადი ტექნიკური პარამეტრები
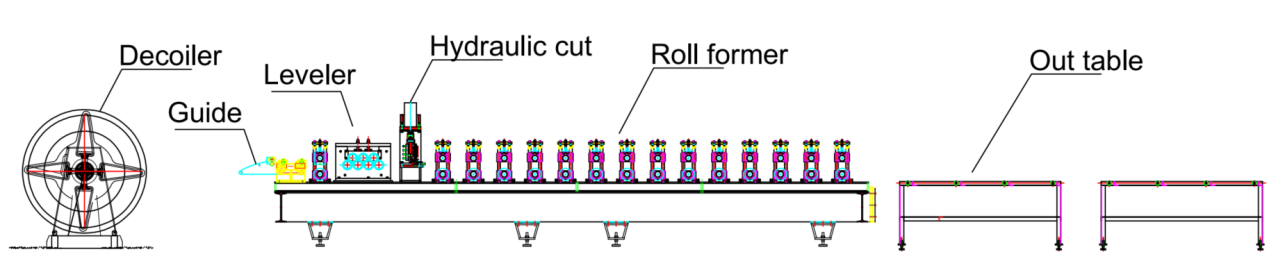
ბლოკ-სქემა: Dეკოილერი--მიმმართველი--გასწორება--წინასწარი ჭრა--რულონის ფორმასაჭრელი მანქანა--გასვლის მაგიდა
- 1. ხაზის სიჩქარე: 0-15 მ/წთ, რეგულირებადი
- 2. ზომები რეალურ შემთხვევაში: მრავალჯერადი სიგანე 80-300 მმ, ფიქსირებული სიმაღლე 50 მმ
- 3. შესაფერისი მასალა: გალვანიზებული ფოლადი
- 4. მასალის სისქე: 1.5-2 მმ
- 5. რულონის ფორმირების მანქანა: თუჯისn სტრუქტურა და ჯაჭვის მართვის სისტემა
- 6. ჭრის სისტემა: რულონის ფორმირების მანქანამდე ჭრა, ჰიდრავლიკური ენერგიით.
- 7.PLC კაბინეტი: Siemens სისტემა.
რეალური საქმე-მანქანები
1. დეკოლილერი*1
2. გასწორება (აღჭურვილია რულონური ფორმირების მანქანაზე) * 1
3. ჰიდრავლიკური წინასწარი ჭრის მანქანა * 1
4. რულონის ფორმირების მანქანა * 1
5. გასასვლელი მაგიდა*2
6.PLC მართვის კაბინეტი * 1
7. ჰიდრავლიკური სადგური * 2
8. სათადარიგო ნაწილების ყუთი (უფასო) * 1
რეალური შემთხვევა - აღწერა
- დეკოლერი
როგორც წესი, დეკოილერი წარმოების ხაზის პირველ კომპონენტს წარმოადგენს. მისი საწნეხი მკლავი უზრუნველყოფს ფოლადის კოჭის დამაგრებას, რაც ხელს უშლის კოჭის უკუცემით გამოწვეულ დაზიანებას კოჭის გადართვის დროს. გარედან მიმართული კოჭის დამჭერი მოწყობილობები ხელს უშლის კოჭების ლილვიდან ჩამოცურებას.
მეგზური
წამყვანი ლილვაკები სათანადოდ მიმართავენ ფოლადის ხვეულას ფორმირების ლილვაკებში, რათა შენარჩუნდეს ფოლადის ხვეულსა და ლილვაკის ფორმირების მანქანას შორის გასწორება, რაც მინიმუმამდე დაიყვანება ნებისმიერ პოტენციურ მოხრას ან გადახრას.
გასწორება

განივი სამაგრების სისქე 2.5 მმ-ს აღწევს და მხოლოდ მაშინ, როდესაც ის იდეალურად სწორია და არ არის დაგრეხილი, შეუძლია უზრუნველყოს თაროს ჩარჩოს საუკეთესო სტაბილურობა. გასწორების მანქანას შეუძლია ფოლადის ხვეულის გასწორება, შიდა წნევის მოხსნა, რაც აადვილებს მის ფორმირებას და სწორი ფორმის მიცემას. ამ საწარმოო ხაზში გასწორების მანქანა დამონტაჟებულია რულონური ფორმირების მანქანის ბაზაზე, რაც ზოგავს იატაკზე არსებულ ფართობს და ამცირებს მიწის ხარჯებს.
წინასწარ ჭრის მანქანა
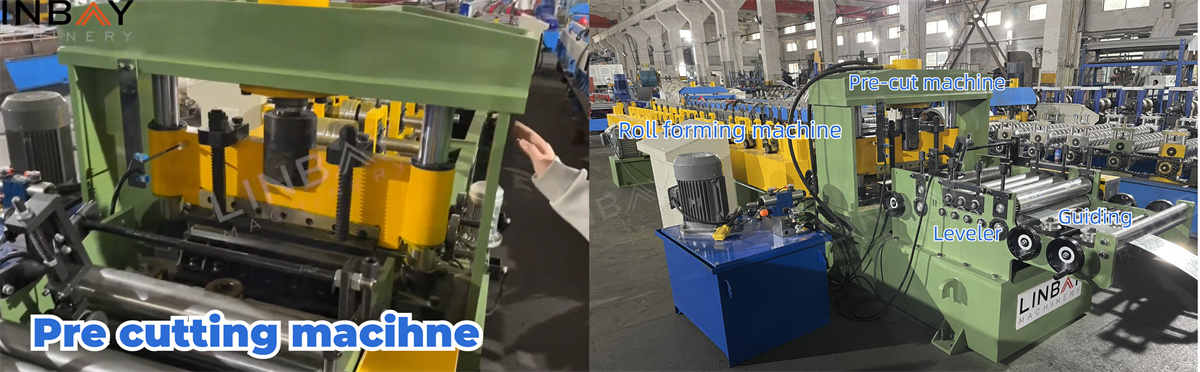
შემდგომი ჭრისგან განსხვავებით, ფორმირების წინ წინასწარი ჭრა არ იწვევს დანაკარგებს. ეს გადაწყვეტა ხელს უწყობს სხვადასხვა სიგანის ფოლადის ხვეულების უფრო ადვილ ჩანაცვლებას ერთ საწარმოო ხაზზე მრავალი ზომის წარმოებისთვის, დანაკარგების გარეშე.
რულონის ფორმასაჭრელი მანქანა

ლილვაკების ფორმირების დანადგარი მთელი საწარმოო ხაზის ყველაზე კრიტიკული კომპონენტია. ის ფორმირების სადგურისთვის იყენებს მყარი თუჯის კონსტრუქციას, რომელიც დამზადებულია ფოლადის მყარი ნაჭრისგან. ფორმირების ლილვაკების ბრუნვას ჯაჭვური სისტემა ახორციელებს.
ფორმირების ლილვაკების მასალაა Gcr15, მაღალნახშირბადიანი ქრომირებული ფოლადი, რომელიც ცნობილია თავისი შესანიშნავი სიმტკიცითა და ცვეთამედეგობით. ლილვაკები ქრომირებულია მათი მომსახურების ვადის გასახანგრძლივებლად. ლილვები დამზადებულია 40Cr მასალისგან და გადის თერმულ დამუშავებას.
პროფილის ქვედა ნაწილში მისი სიმტკიცის გასაძლიერებლად დამაგრებულია გამაგრებები. ამ რულონის ფორმირების მანქანას შეუძლია 80-300 მმ სიგანისა და 50 მმ სიმაღლის განივი გამაგრების წარმოება. სასურველი ზომების PLC მართვის პანელში შეყვანით, ფორმირების სადგური რელსების გასწვრივ სწორ და ზუსტ პოზიციაზე გადაადგილდება. ფორმირების წერტილი ასევე რეგულირდება ფორმირების სადგურის გადაადგილებასთან ერთად.
ფორმირების სადგურების გადაადგილების უსაფრთხოებისთვის, 2 მანძილის სენსორები დამონტაჟებულია მანქანის ბაზაზე, რომელიც შეესაბამება ყველაზე გარე და შიდა პოზიციებს, რომლებიცფორმირებასადგურიsგადატანა შესაძლებელია.სენსორებისთვის, ტშეგრძნების წერტილი არისაქდროსფორმირების სადგურების ბაზაყველაზე შინაგანისენსორიარის თავიდან აცილებაფორმირებასადგურიsძალიან ახლოს მიახლოებისა და ბორბლებთან შეჯახების გამოწვევისგან.ყველაზე გარესენსორიარის თავიდან აცილებაფორმირებასადგურის გათიშვისგანრელსებიდა ვარდნა.
ჰიდრავლიკური სადგური
ჰიდრავლიკური სადგური აღჭურვილია გაგრილების ვენტილატორებით, რომლებიც შექმნილია სითბოს ეფექტური გაფრქვევისთვის, რაც უზრუნველყოფს შეუფერხებელ მუშაობას და ზრდის პროდუქტიულობას. დაბალი გაუმართაობის მაჩვენებლით ცნობილი ეს ჰიდრავლიკური სადგური შექმნილია გამძლეობისთვის, რაც უზრუნველყოფს ხანგრძლივ გამძლეობას.
PLC მართვის კაბინეტი და ენკოდერი
ენკოდერი ფოლადის ხვეულის გაზომილ სიგრძეს გარდაქმნის ელექტრო სიგნალებად, რომლებიც გადაეცემა PLC მართვის კარადას. მართვის კარადაში შესაძლებელია წარმოების სიჩქარის, ინდივიდუალური წარმოების გამომავალი სიმძლავრის, ჭრის სიგრძის და სხვა პარამეტრების მართვა. ზუსტი გაზომვებისა და ენკოდერის უკუკავშირის საშუალებით, საჭრელ მანქანას შეუძლია აკონტროლოს ჭრის შეცდომები ±1 მმ-ის ფარგლებში.
1. დეკოლერი

2. კვება

3. დარტყმა

4. რულონის ფორმირების სადგამები

5. მართვის სისტემა

6. ჭრის სისტემა

სხვები

გარეთ მაგიდა






