ვიდეო
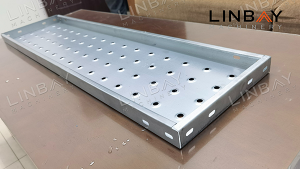
პროფილი
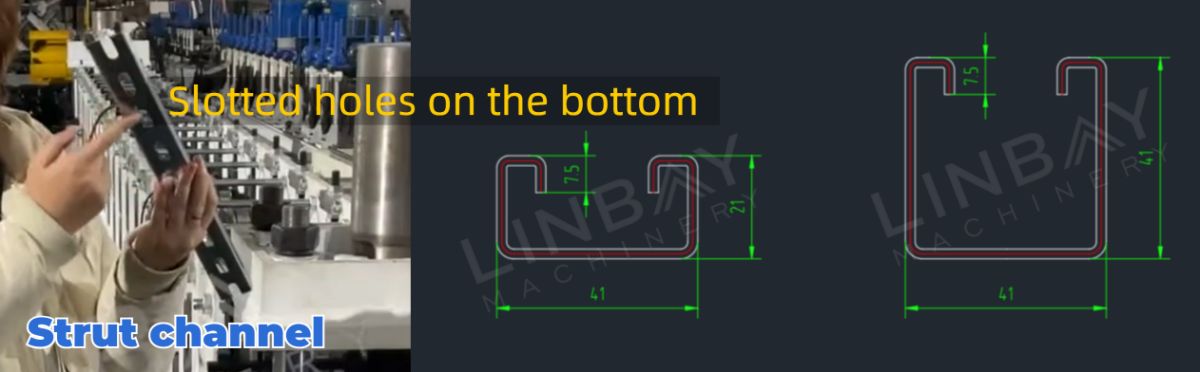
საყრდენი არხი შენობების მშენებლობაში მსუბუქი სტრუქტურული დატვირთვების საყრდენად და შესაერთებლად სასიცოცხლოდ მნიშვნელოვან კომპონენტს წარმოადგენს. საყრდენი არხების სტანდარტული ზომები ხშირად მოიცავს41*21 მმდა41*41 მმეს არხები, როგორც წესი, ისეთი მასალებისგან მზადდება, როგორიცააცხელ-ნაგლინი ფოლადი, ცივად ნაგლინი ფოლადი ან გალვანიზებული ფოლადი, რომლის სისქე, როგორც წესი, მერყეობს1.5 მმ-დან 2 მმ-მდე.
რეალური შემთხვევა - ძირითადი ტექნიკური პარამეტრები
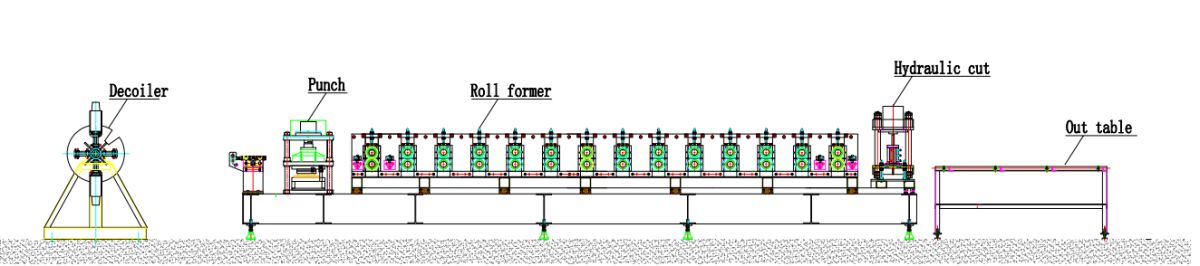
ბლოკ-სქემა
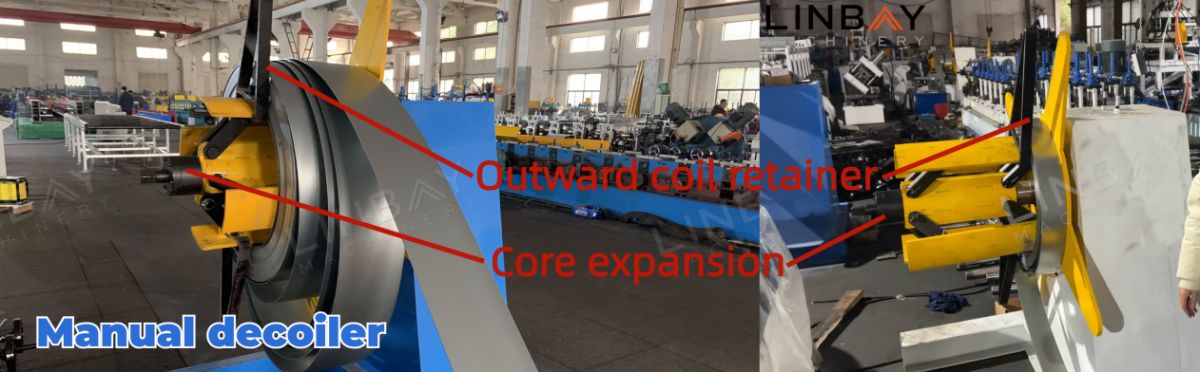
მექანიკური დეკოილერი აღჭურვილია სამუხრუჭე მოწყობილობით, რომელიც საშუალებას იძლევა ბირთვის გაფართოების რეგულირება φ490-510 მმ-ს შორის,გლუვი გაშლის უზრუნველყოფაგარდა ამისა, გარედან მიმართული ხვეულის შემაკავებელი ხელს უშლის ხვეულის სრიალს, რაც ზრდის ეკონომიურობას და უსაფრთხოებას. ჰიდრავლიკური დეკოილერის შემთხვევაში, პრეს მკლავი ამაგრებს ფოლადის ხვეულს, რაც ამცირებს ხვეულის ამოვარდნის და მუშაკის პოტენციური დაზიანების რისკს. გაზრდილი წარმოების მოთხოვნების დასაკმაყოფილებლად, ჩვენ გთავაზობთ დამატებით ჰიდრავლიკურ დეკოილერს, რომელიც მუშაობს ჰიდრავლიკური სადგურით.
მექანიკური დეკოილერი -- სახელმძღვანელო -- ჰიდრავლიკური დამრტყმელი -- როლიკების ფორმირების მანქანა -- ჰიდრავლიკური ჭრის -- გამოსასვლელი მაგიდა
ძირითადი ტექნიკური პარამეტრები
1. ხაზის სიჩქარე: 0-12 მ/წთ დარტყმის გარეშე, 3 მ/წთ დარტყმით.
2. მასალის სისქე: ამ შემთხვევაში 2 მმ.
3. შესაფერისი მასალა: ცხელი ნაგლინი ფოლადი, ცივად ნაგლინი ფოლადი, გალვანიზებული ფოლადი.
4. რულონის ფორმირების მანქანა: კედლის პანელის სტრუქტურა და ჯაჭვის მამოძრავებელი სისტემა.
5. ფორმირების სადგურის რაოდენობა: 20
6. დარტყმის სისტემა: ჰიდრავლიკური, როლიკებით შემავსებელი ჩერდება დარტყმის დროს.
7. ჭრის სისტემა: ჰიდრავლიკური, ჭრის დროს როლიკებით შემავსებელი ჩერდება.
8. ზომის შეცვლა: 2-3 საათი ხელით.
9.PLC კაბინეტი: Siemens-ის სისტემა.
რეალური შემთხვევა - აღწერა
მექანიკური დეკოლატორი
მეგზური
მიმმართველი ლილვაკები გადამწყვეტ როლს ასრულებენ ფოლადის კოჭასა და მანქანას შორის გასწორების შენარჩუნებაში, რაც ხელს უშლის საყრდენი არხის დამახინჯებას.

მილისებრი ლილვაკები გადამწყვეტ როლს თამაშობენ ფორმირების პროცესში, რაც ხელს უშლის ფოლადის ზოლის უკუქცევად დეფორმაციას. მილისებრი სხივის სისწორე აუცილებელია პროდუქტის ხარისხისთვის, რაც გავლენას ახდენს მთელი სამონტაჟო ჩარჩოს მხარდაჭერის მაჩვენებელზე. მილისებრი ლილვაკები სტრატეგიულად არის დამონტაჟებული მთელი ლილვაკის ფორმირების დანადგარის გასწვრივ და არა მხოლოდ შესასვლელთან. გადაზიდვამდე, ჩვენ ვზომავთ მანძილს თითოეული მილისებრი ლილვიდან დანადგარის კიდემდე და ამ გაზომვებს ვაფიქსირებთ სახელმძღვანელოში. ტრანსპორტირების ან წარმოების პროცესის დროს მცირე გადაადგილების შემთხვევაში, მუშებს შეუძლიათ გამოიყენონ ეს ჩაწერილი მონაცემები ლილვაკების ზუსტად გადასაადგილებლად.
ჰიდრავლიკური სახრახნისი

ჰიდრავლიკური სახვრეტი, რომელსაც ჰიდრავლიკური სადგური კვებავს, განთავსებულია რულონის ფორმირების მანქანის წინ, რაც სახვრეტის დროს რულონის ფორმირების პროცესში პაუზას იწვევს. ჰიდრავლიკური სახვრეტი მანქანა კონფიგურირებულია 400 მმ-იანი სახვრეტის საფეხურით. წარმოების სიჩქარის გაზრდისთვის, ჩვენ გირჩევთ დამოუკიდებელ ჰიდრავლიკურ სახვრეტს, რომელიც მორგებულია მოწოდებულ სახვრეტის ნახაზებზე.
როლიკების ფორმირების მანქანა
რულონური ფორმირების მანქანას აქვს კედლის პანელის სტრუქტურა და ჯაჭვური მართვის სისტემა, რაც უზრუნველყოფს ეკონომიურ გადაწყვეტას ზომის ხელით შეცვლისთვის დაახლოებით ჩანაცვლების დროით.2-3 საათი.
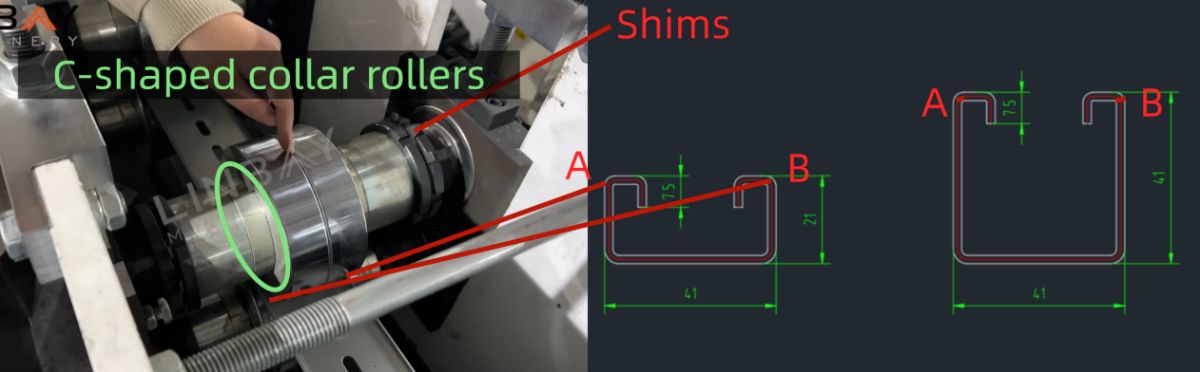
ზომების შეცვლისას ფორმირების წერტილების რეგულირება უმნიშვნელოვანესია. ლილვაკების ბოლოებში შიმნების მოშვება და შეცვლა ან დამატება.C-ფორმის საყელოს ლილვაკები (სახელოები)შესაბამის პოზიციაზე გადაადგილდება ახალი პროფილის ზომის ფორმირების წერტილი. გარდა ამისა, ჩვენ ვუზრუნველყოფთავტომატური ზომის შეცვლა გადაწყვეტაჩანაცვლების დროითდაახლოებით 10 წუთი.
ვიდეოს ბმული -【ინსტალაცია】Linbay-ის სახელოები რულონის ფორმირების მანქანისთვის

ჰიდრავლიკური ჭრა

ჰიდრავლიკური საჭრელი დანადგარი, რომელსაც ჰიდრავლიკური სადგური მართავს, ეფექტურად ჭრის 2 მმ სისქის ფოლადის ხვეულებს. მისი საჭრელი პირები პროფილის ფორმას შეესაბამება და თითო ჭრაზე დაახლოებით 8 მმ ნარჩენ მასალას წარმოქმნის, ამავდროულად, თითქმის ბურუსისგან თავისუფალი ჭრის ზედაპირის შენარჩუნებით.
ენკოდერი და PLC
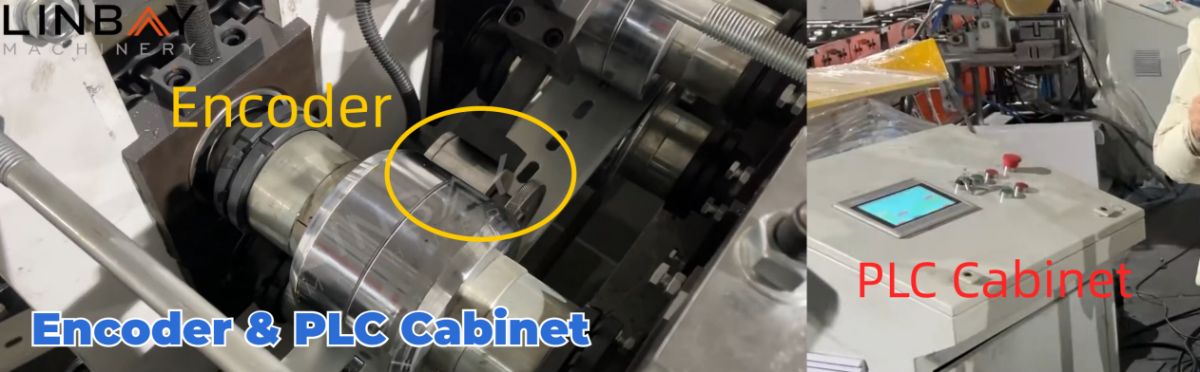
რულონური ფორმირების მანქანა აღჭურვილია იაპონური ბრენდის Koyo კოდირებით, რომელიც გადაჰყავს აღქმული ხვეულის სიგრძეები ელექტრო სიგნალებად, რომლებიც გადაეცემა PLC მართვის კარადას. ეს ზუსტი სისტემა უზრუნველყოფს ჭრის შეცდომების თავიდან აცილებას.±1 მმ დიაპაზონში, რაც უზრუნველყოფს მაღალი ხარისხის პროდუქციის წარმოებას და ამავდროულად მინიმუმამდე ამცირებს არასწორი ჭრით გამოწვეულ ნარჩენებს. ოპერატორებს შეუძლიათ მოხერხებულად აკონტროლონ წარმოების სიჩქარე, წარმოების ზომები, ჭრის სიგრძე და სხვა PLC ეკრანის საშუალებით. გარდა ამისა, PLC მართვის კარადის მახასიათებლებიმეხსიერების შენახვახშირად გამოყენებული პარამეტრებისთვის და უზრუნველყოფს დაცვის ფუნქციებს, როგორიცაა გადატვირთვა, მოკლე ჩართვა და ფაზის დაკარგვა.
PLC ეკრანზე ენის მორგება შესაძლებელია მომხმარებლის პრეფერენციების მიხედვით.
ჰიდრავლიკური სადგური

ჩვენი ჰიდრავლიკური სადგური აღჭურვილია გამაგრილებელი ელექტრო ვენტილატორებით, რომლებიც ეფექტურად ანაწილებენ სითბოს, რაც უზრუნველყოფს ხანგრძლივ და საიმედო მუშაობას დაბალი ჩავარდნის მაჩვენებლით და ადაპტირდება ცხელ სამუშაო გარემოსთან.
გარანტია
გადაზიდვის დღეს, მიმდინარე თარიღი ამოტვიფრული იქნება ლითონის სახელწოდების ფირფიტაზე, რაც მთელი წარმოების ხაზისთვის ორწლიანი გარანტიის და ლილვაკებისა და ლილვების ხუთწლიანი გარანტიის დაწყებას აღნიშნავს.
1. დეკოლერი

2. კვება

3. დარტყმა

4. რულონის ფორმირების სადგამები

5. მართვის სისტემა

6. ჭრის სისტემა

სხვები

გარეთ მაგიდა