







vaizdo įrašas
Profilis

Vielinio tinklo tvoros stulpas, dažnai vadinamas persiko stulpu, savo pavadinimą gavo dėl išorinės formos, primenančios persiką. Paprastai gaminamas iš mažai anglies turinčių arba karštai valcuotų plieno ritinių, persiko stulpas yra šaltai valcuojamas, kad įgautų išskirtinę formą.
Plieno ritės kraštai yra išlenkti į išorę, sudarant U formos kablį, kuris pagerina stabilumą tvirtinant vielinį tinklą. Abiejose persiko formos stulpo pusėse strategiškai išdėstytos įpjovos, kad būtų lengviau montuoti metalinį vielinį tinklą, o įpjovų matmenys pritaikyti prie akies dydžio.
Visa gamybos linija apima įpjovų perforavimo ir valcavimo procesus. Formavimo voleliai ir perforavimo matricos yra pritaikyti tiksliam formavimui ir įpjovų išdėstymui.
Tikrasis atvejis – pagrindiniai techniniai parametrai
Srauto diagrama
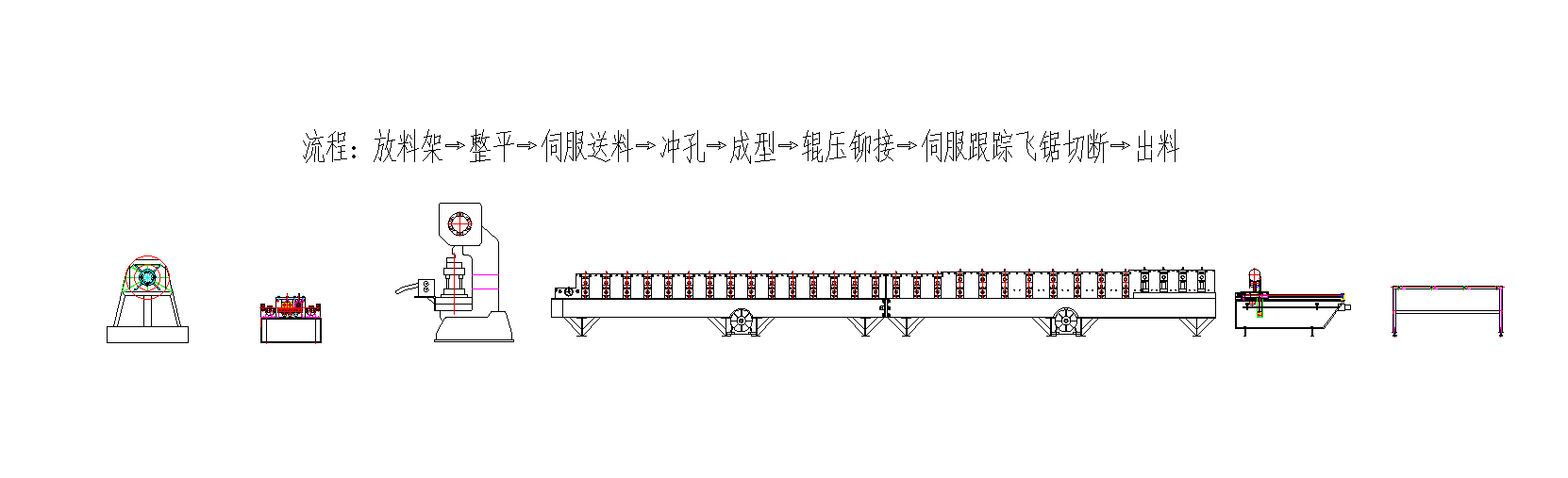
Hidraulinis išvyniotuvas-lygintuvas-servo tiektuvas-perforatorius-duobės-ritinėlio formavimo įrenginys-skraidantis pjūklas-išpjovimo stalas
Pagrindiniai techniniai parametrai:
1. Linijos greitis: reguliuojamas nuo 0 iki 6 m/min
2. Profiliai: Vieno dydžio tinklinės tvoros stulpai
3. Medžiagos storis: 0,8–1,2 mm (šiam atvejui)
4. Tinkamos medžiagos: karšto valcavimo plienas, šalto valcavimo plienas
5. Ritininio formavimo mašina: sienų ir plokščių konstrukcija su grandinine pavaros sistema
6. Formavimo stočių skaičius: 26
7. Kniedinimo sistema: ritininis; ritininis formavimo įtaisas kniedinimo metu lieka veikiantis
8. Pjovimo sistema: pjovimas pjūklu; ritininis formavimo įrenginys pjovimo metu lieka veikiantis
9. PLC spintelė: įrengta „Siemens“ sistema
Tikras atvejis – aprašymas
Hidraulinis devyniotuvas
Ritės išvyniotuvas yra universalus, nes jį galima valdyti rankiniu, elektriniu ir hidrauliniu būdu. Tipo pasirinkimas priklauso nuo ritės svorio ir storio, kad būtų užtikrintas sklandus ir vientisas išvyniojimas.
Šis hidraulinis ritių išvyniotuvas gali pasigirti didele 5 tonų keliamąja galia ir turi išorinius ričių laikiklius, kad neslystų. Variklis suka išsiplėtimo įtaisą, kuris leidžia išsiplėsti ir susitraukti, kad būtų galima naudoti įvairaus vidinio skersmens ričius nuo 460 mm iki 520 mm.
Lygintuvas

Lyginimo įrenginys efektyviai išlygina ritę, sumažindamas vidinį slėgį ir įtempimą, taip pagerindamas perforavimo ir formavimo procesus.
Servo tiektuvas ir perforatorius
Mūsų servo tiektuvas, pasižymintis minimaliais paleidimo ir stabdymo vėlavimais, siūlo tikslų tiektuvo valdymą. Tai užtikrina tikslų ritės padavimo ilgį ir perforatoriaus pozicijas, taip padidinant bendrą gamybos tikslumą ir efektyvumą.

Gatavi vielinio tinklo tvoros stulpai turi daugybę įpjovų, skirtų vielinio tinklo jungtims.
Ritininio formavimo mašina
Ši valcavimo staklės sukonstruotos naudojant sienelės-plokštės struktūrą ir veikia grandininės pavaros sistema. Formavimo proceso metu ritė palaipsniui deformuojasi veikiant jėgai, laikydamasi pateiktuose brėžiniuose nurodytos „persiko formos“.

Siekiant išvengti ritės atsiskyrimo stulpelių jungtyje ilgalaikio naudojimo metu, imamasi atsargumo priemonių. Po valcavimo kniedėmis tvirtinami ritinėliai prispaudžia ritės persidengimą, sukurdami kniedžių įspaudus, kurie sustiprina stulpelių stabilumą ir pailgina jų tarnavimo laiką.
Be to, dėl apskrito kniedėjimo volelių dizaino ritinėlio formavimo įrenginys gali sklandžiai tęsti savo darbą, kai ritė juda kniedėjimo metu, todėl nereikia nustatyti kito judančio pagrindo kniedėjimo įtaisui.
Skraidančio pjūklo pjovimas
Dėl uždaros persikų formos pjovimas pjūklu yra tinkamiausias metodas, nes jis apsaugo nuo ritinių deformacijos pjovimo kraštuose. Be to, pjovimo proceso metu nesusidaro atliekų. Siekiant optimizuoti gamybos linijos pajėgumus, pjovimo mašinos pagrindą galima reguliuoti atgal ir į priekį, kad jis sinchronizuotųsi su valcavimo mašinos greičiu, užtikrinant nepertraukiamą veikimą.
1. Ritintuvas

2. Maitinimas

3. Perforavimas

4. Valcavimo stovai

5. Vairavimo sistema

6. Pjovimo sistema

Kiti

Išorinis stalas






