








video
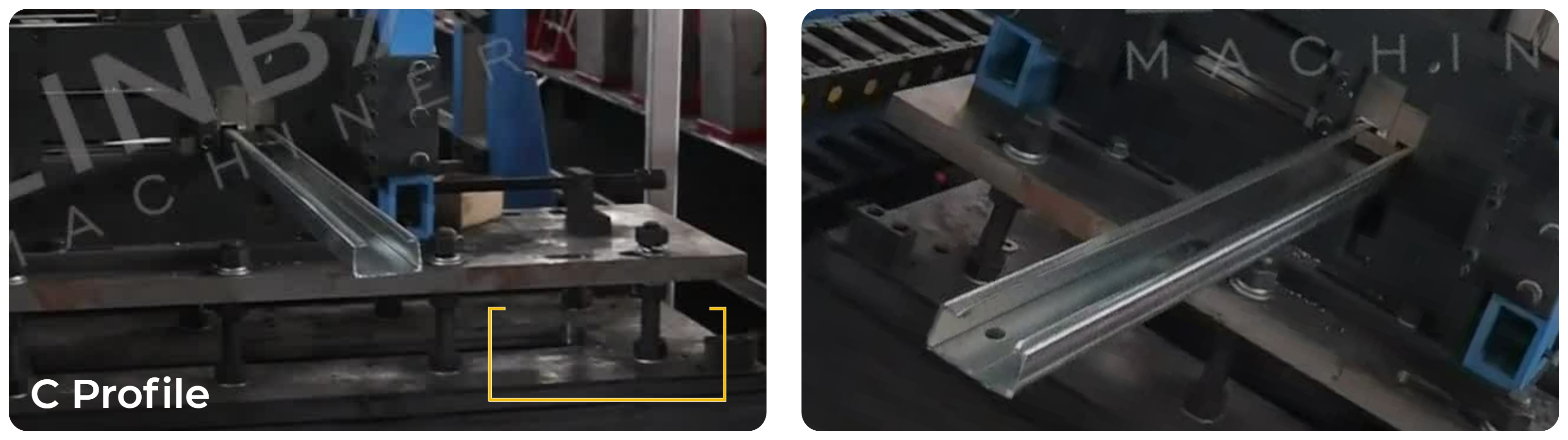
Profil
Flytskjema

Hydraulisk avhaspeler-Styring-Nivellering-Hydraulisk stempel-Forhåndskutt-Valsformer-Flygende universalutskjæringsbord
5 tonns hydraulisk avspoler
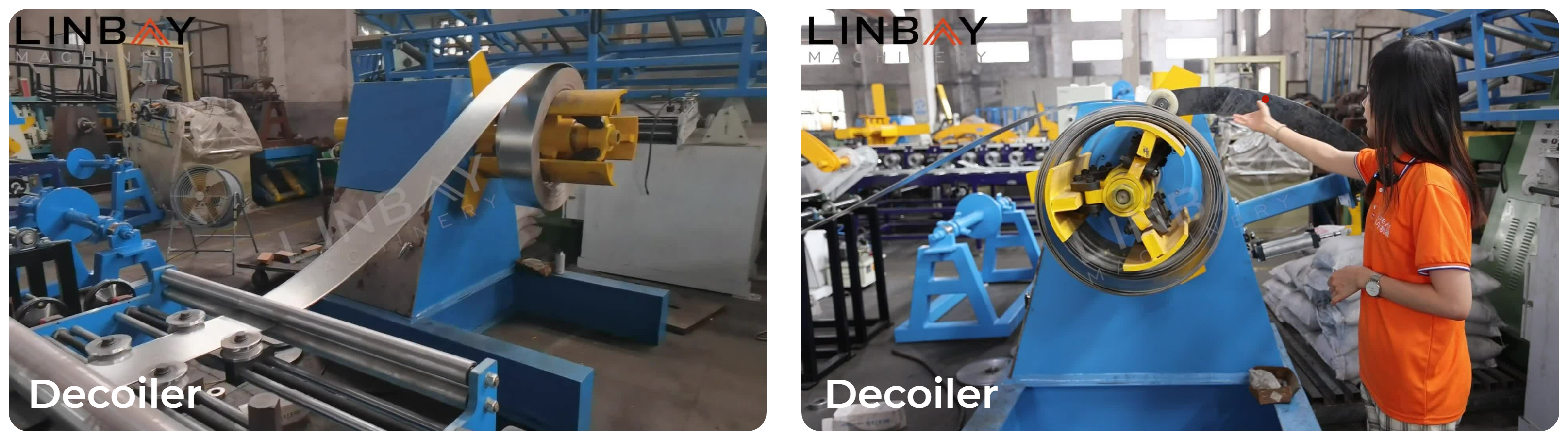
Først plasserer vi stålspolen på denne 5-tonns hydrauliske avspoleren. Den hydrauliske stasjonen gir kraft til å utvide den indre støttestangen, som deretter roterer for å avvikle spolen. Vi har også lagt til en pressarm for å sikre spolen og forhindre plutselig avvikling under avviklinger.ytrespoleholderbeskytter mot spoleglidning, alt designet medarbeidernes sikkerheti tankene. Den hydrauliske avspoleren er mer effektiv og reduserer arbeidskostnadene sammenlignet med manuelle avspolere.
Veiledning og nivellering

Etter å ha passert gjennom føringsruller, går stålspolen inn i avretteren. Flere føringsruller holder spolen på linje med maskinens senterlinje, noe som forhindrer forvrengning i sluttproduktet. Når stålspolens tykkelse overstiger 1,5 millimeter eller flytegrensen overstiger 300 MPa, er en avretter viktig. Den eliminerer ujevnheter, forbedrer spolens flathet og parallellitet, og forbedrer dermed kvaliteten på spolen og det endelige bjelkeproduktet.
Enkoder og hydraulisk stempel

Stålspolen beveger seg deretter til den hydrauliske stansemaskinen, kjent som den «flygende hydrauliske stansen», der «flygende» indikerer at maskinen beveger seg i samordning med formingshastigheten.økende produksjonseffektivitetFør dette passerer stålspolen gjennom en koder og føringsruller. Koderen konverterer den målte spolelengden til elektriske signaler som sendes til PLS-kontrollpanelet, noe som muliggjørpresis kontrollav stanseplassering innenfor et avvik på 1 mm.
Forhåndskåret

For å legge til rette for endringen avstålspoler med forskjellige bredderFor produksjon i ulike størrelser og for å spare råmaterialeavfall, har vi designet en forhåndskuttet enhet.
Valseformer

Dette er den viktigste delen av hele produksjonslinjen. Vi har tatt i bruk enstøpejernstruktur, en solid og stabil stålkonstruksjon i ett stykke. Maskinen er utstyrt med agøreboks og universalledd, noe som muliggjør effektiv rotasjon av formingsvalsene og håndtering av det 4 mm tykke stålspiralformingsarbeidet. Tre motorer på hver side av maskinen forsyner reduksjonsgearet med strøm, slik at formingsstasjonen kan bevege seg frem og tilbake på skinnene, og justere avstanden mellom valsene, noe som resulterer iproduksjon av bjelker i forskjellige størrelser,alt fra100 til 400 mm i bredden og 40 til 100 mm i høydenArbeidere kan ganske enkelt legge inn kommandoer på PLS-kontrollskjermen forautomatiske justeringerOvergang fra C- til Z-profiler er enkel og krever en manuell180° rotasjon av 2–3 formingsstasjoner.
Flygende universal hydraulisk kutt

Denne skjæremaskinen krever bareett settav blader for å kutte bjelker i forskjellige størrelser jevnt oguten grader.
PLS

I kontrollpanelet bruker vi elektriske komponenter fra internasjonale merker, som Yaskawa fra Japan, Siemens fra Tyskland og Schneider fra Frankrike, noe som sikrer elektriske komponenter av høy kvalitet som er enkle å vedlikeholde. Vi tilbyr også tilpasning av PLS-skjermspråket til engelsk, spansk, russisk, fransk og andre språk.
1. Avspoler

2. Fôring

3. Stansing

4. Valseformingsstativer

5. Kjøresystem

6. Skjæresystem

Andre

Utebord






