ВИДЕО
Перфил
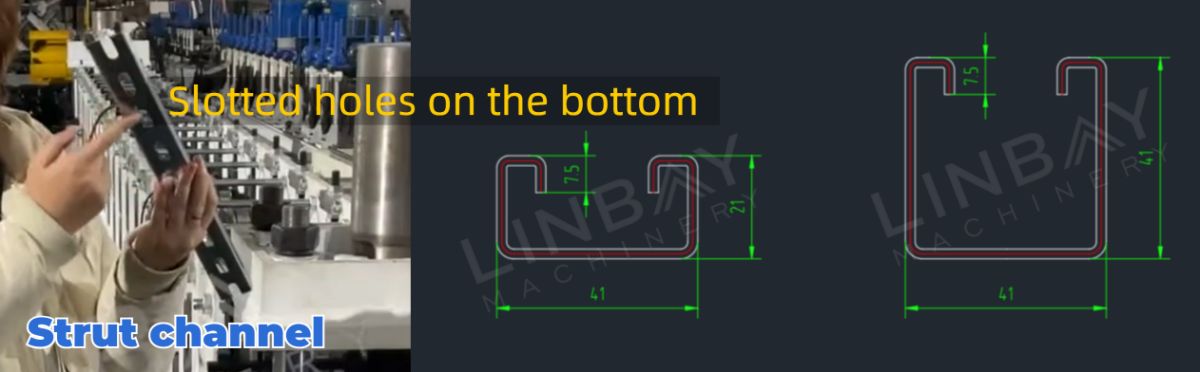
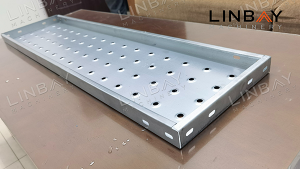
Швеллер служит важным компонентом для поддержки и соединения лёгких конструктивных элементов в строительстве. Стандартные размеры швеллеров часто включают:41*21мми41*41ммЭти каналы обычно изготавливаются из таких материалов, какгорячекатаная сталь, холоднокатаная сталь или оцинкованная сталь, толщина которого обычно колеблется от1,5 мм до 2 мм.
Реальный случай - Основные технические параметры
Блок-схема
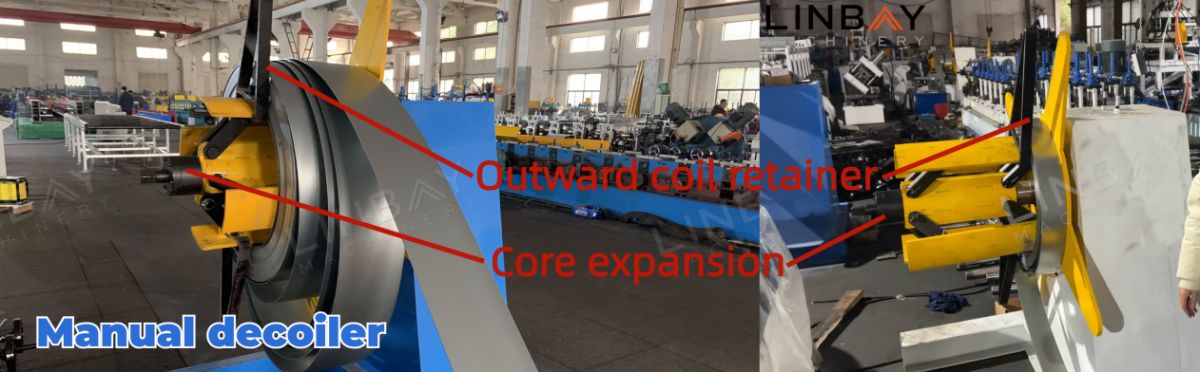
Ручной разматыватель оснащен тормозным устройством, позволяющим регулировать расширение сердечника в диапазоне φ490-510 мм,обеспечение плавного разматыванияКроме того, наружный фиксатор рулона предотвращает соскальзывание рулона, повышая экономичность и безопасность. В случае гидравлического разматывателя прижимной рычаг фиксирует рулон стали, снижая риск его самопроизвольного раскручивания и потенциальной травмы. Для удовлетворения возросших производственных потребностей мы предлагаем опциональный гидравлический разматыватель с приводом от гидравлической станции.
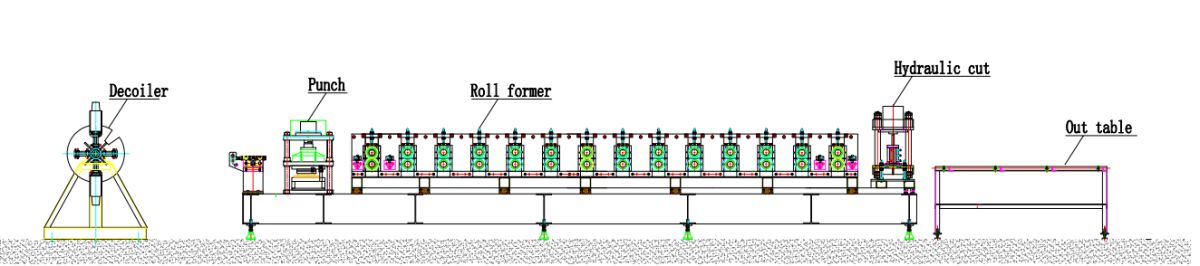
Ручной разматыватель--Направляющий--Гидравлический штамп--Профилегибочная машина--Гидравлический резак--Стол
Основные технические параметры
1.Скорость линии: 0-12 м/мин без перфорации, 3 м/мин с перфорацией.
2.Толщина материала: в данном случае 2 мм.
3.Подходящий материал: горячекатаная сталь, холоднокатаная сталь, оцинкованная сталь.
4.Профилегибочная машина: конструкция стеновой панели и система цепного привода.
5. Количество формовочных станций: 20
6.Система пробивки: Гидравлическая, профилегиб останавливается при пробивке.
7.Система резки:Гидравлическая, профилегиб останавливается при резке.
8.Изменение размера: 2-3 часа вручную.
9. Шкаф ПЛК: система Siemens.
Реальный случай-Описание
Ручной разматыватель
Путеводитель
Направляющие ролики играют важную роль в поддержании соосности рулона стали и машины, предотвращая деформацию канала стойки.

Направляющие ролики играют ключевую роль в процессе формовки, предотвращая деформацию отскока полосовой стали. Прямолинейность трубчатой балки критически важна для качества продукции и влияет на несущую способность всей рамы установки. Направляющие ролики стратегически устанавливаются по всей длине профилегибочной машины, а не только на входе. Перед отгрузкой мы измеряем расстояние от каждого направляющего ролика до края машины и документируем эти измерения в руководстве. В случае незначительного смещения во время транспортировки или в процессе производства рабочие могут использовать эти данные для точной переустановки роликов.
Гидравлический пробойник

Гидравлический пресс, приводимый в действие гидравлической станцией, расположен перед профилегибочным станком, что приводит к необходимости остановки процесса профилирования во время пробивки. Гидравлический пресс имеет шаг пробивки 400 мм. Для повышения скорости производства мы предлагаем независимое решение для гидравлической пробивки, разработанное по предоставленным чертежам.
Профилегибочная машина
Профилегибочная машина имеет конструкцию стеновой панели и систему цепного привода, что обеспечивает экономичное решение для ручной смены размеров со временем замены около2-3 часа.
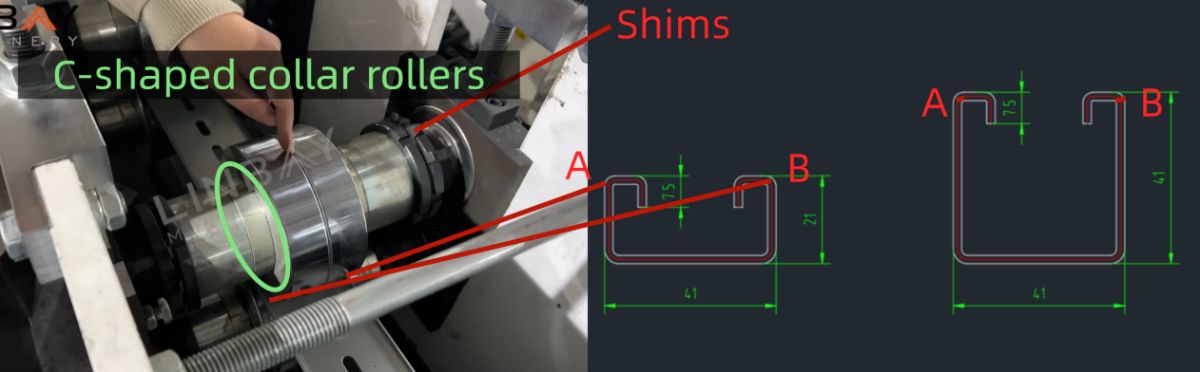
Регулировка точек формовки имеет решающее значение для изменения размеров. Ослабление прокладок на концах роликов и их замена или добавление.С-образные валики (рукава)В соответствующем положении смещает точку формовки для нового размера профиля. Кроме того, мы предоставляемавтоматическое изменение размера решениесо временем заменыпримерно 10 минут.
Ссылка на видео -【Установка】Сменные втулки Linbay для профилегибочной машины

Гидравлическая резка

Гидравлический резательный станок, управляемый гидравлической станцией, отлично справляется с резкой рулонной стали толщиной 2 мм. Его режущие лезвия адаптированы к форме профиля, что позволяет получать около 8 мм отходов за один рез, сохраняя при этом практически безупречную поверхность реза.
Энкодер и ПЛК
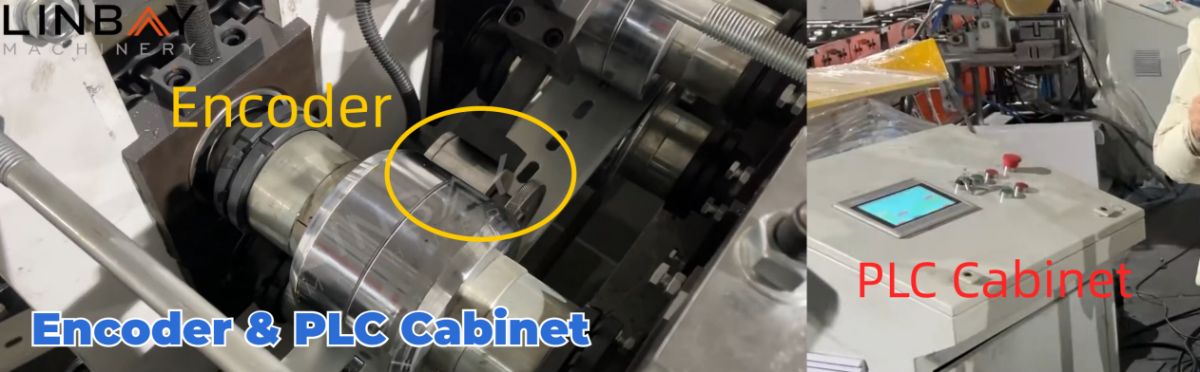
Профилегибочная машина оснащена энкодером японской марки Koyo, который преобразует измеренную длину рулона в электрические сигналы, передаваемые в шкаф управления ПЛК. Эта точная система гарантирует отсутствие ошибок резки.в диапазоне ±1 мм, обеспечивая производство высококачественной продукции и минимизируя отходы от неправильной резки. Операторы могут удобно контролировать скорость производства, размеры продукции, длину реза и другие параметры через экран ПЛК. Кроме того, шкаф управления ПЛК оснащенхранение памятидля часто используемых параметров и обеспечивает функции защиты, такие как перегрузка, короткое замыкание и потеря фазы.
Язык экрана ПЛК можно настраивать в соответствии с предпочтениями заказчика.
Гидравлическая станция

Наша гидравлическая станция оснащена охлаждающими электровентиляторами для эффективного отвода тепла, что обеспечивает длительную и надежную работу с низким уровнем отказов, адаптируясь к работе в условиях высоких температур.
Гарантия
В день отгрузки на металлической табличке будет выгравирована текущая дата, что ознаменует начало двухлетней гарантии на всю производственную линию и пятилетней гарантии на ролики и валы.
1. Разматыватель

2. Кормление

3.Пробивка

4. Стенды профилегибочные

5. Система привода

6. Режущая система

Другие

Внешний вид стола