විස්තර
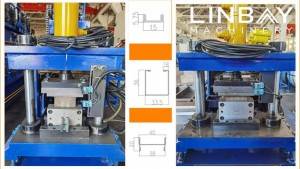
ද්විත්ව ස්ථර රෝල් සාදන යන්ත්රයඑක් යන්ත්රයක් තුළ වෙනස් පැතිකඩ ඇඳීම් දෙකක් නිපදවිය හැකි අතර, එය වෙනස් යන්ත්ර දෙකක් හා සසඳන විට වැඩි ඉඩක් ඉතිරි කර ගත හැකි අතර ඇත්ත වශයෙන්ම වැඩි ආර්ථිකයක් ලබා ගත හැකිය.
ඔබට විවිධ ආකාරයේ පැතිකඩ ඇඳීම් දෙකක් මෙන්ම රැලි සහිත තහඩු ඇඳීමද තෝරා ගත හැකිය, නමුත් එක් වරක් පමණක් එක් ස්ථර පැතිකඩක් නිපදවිය හැකිය. යන්ත්රයේ එක් පැත්තක් ලෙස එක් ක්ලච් එකක් ඇති අතර, අනෙක් ස්ථර පැතිකඩ සෑදීමට අපට අවශ්ය වන්නේ එක් හසුරුවන රෝදයක් චලනය කිරීම පමණි.
තාක්ෂණික පිරිවිතර
| ද්විත්ව ස්ථර රැලි සහිත තහඩු රෝල් සෑදීමේ යන්ත්රය | |||
| නැත. | අයිතමය | පිරිවිතර | විකල්ප |
| 1 | සුදුසු ද්රව්ය | වර්ගය: ගැල්වනයිස් කරන ලද දඟර, PPGI, කාබන් වානේ දඟර |
|
| ඝණකම(මි.මී.):0.3-0.8 | |||
| අස්වැන්න ශක්තිය: 250 - 550MPa | |||
| ආතන්ය ආතතිය (Mpa):G350Mpa-G550Mpa | |||
| 2 | නාමික සෑදීමේ වේගය (m/min) | 10-25 | නැතහොත් ඔබේ අවශ්යතාවය අනුව |
| 3 | පිහිටුවීමේ ස්ථානය | 20-23 | ඔබගේ පැතිකඩට අනුව |
| 4 | ඩෙකොයිලර් | අතින් සාදන ලද ඩෙකොයිලර් | හයිඩ්රොලික් ඩිකොයිලර් හෝ ද්විත්ව හිස ඩිකොයිලර් |
| 5 | ප්රධාන යන්ත්ර මෝටරය | චීන-ජර්මානු වෙළඳ නාමය | සීමන්ස් |
| 6 | PLC සන්නාමය | පැනසොනික් | සීමන්ස් |
| 7 | ඉන්වර්ටර් වෙළඳ නාමය | යස්කාවා |
|
| 8 | රියදුරු පද්ධතිය | දාම ධාවකය | ගියර් පෙට්ටිය ධාවකය |
| 9 | රෝලර් ද්රව්ය රේල් පීල්ල | වානේ #45 | ජීසීආර් 15 |
| 10 | දුම්රිය ස්ථාන ව්යුහය | බිත්ති පැනල් ස්ථානය | ව්යාජ යකඩ ස්ථානය |
| 11 | සිදුරු පද්ධතිය | No | හයිඩ්රොලික් පන්චින් ස්ටේෂන් හෝ පන්චින් ප්රෙස් |
| 12 | කැපුම් පද්ධතිය | පසු කැපීම | පෙර කැපීම |
| 13 | බල සැපයුම් අවශ්යතාවය | 380V 60Hz විදුලිබල පද්ධතිය | නැතහොත් ඔබේ අවශ්යතාවය අනුව |
| 14 | යන්ත්ර වර්ණය | කාර්මික නිල් | නැතහොත් ඔබේ අවශ්යතාවය අනුව |
ප්රවාහ සටහන
අතින් ඩිකොයිලර්--ෆීඩින්--රෝල් සෑදීම--හයිඩ්රොලික් කැපුම්--අවුට් මේසය


1. ඩෙකොයිලර්

2. පෝෂණය කිරීම

3. සිදුරු කිරීම

4. රෝල් සෑදීමේ ස්ටෑන්ඩ්

5. රියදුරු පද්ධතිය

6. කැපුම් පද්ධතිය

අන් අය

පිටත මේසය