








video
Profil

Kryssförstärkning spelar en viktig roll i ställsystem och stärker stöd och stabilitet mellan två upprättstående ramar. Tillverkade av slitstarkt svart stål med en tjocklek som vanligtvis varierar från 1,5 till 2,5 mm, tjänar efterformningsfärgapplicering till att öka korrosions- och rostbeständigheten, vilket säkerställer lång livslängd och tillförlitlighet.
Verkligt fall - Huvudsakliga tekniska parametrar
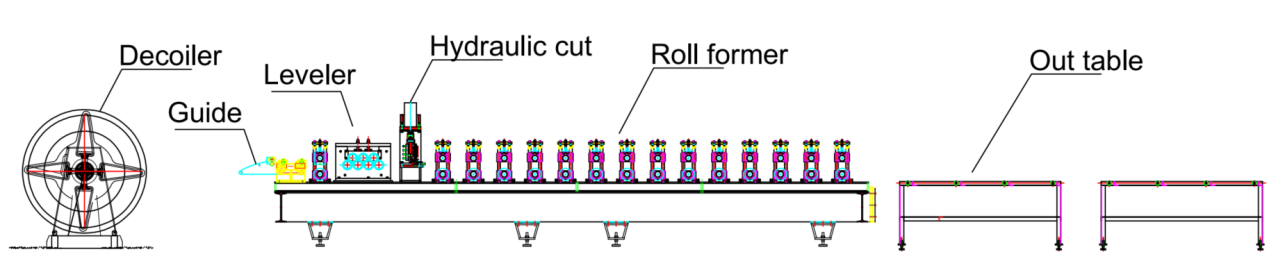
Flödesschema: Decoiler--Styrning--Nivellerare--Förskärning--Rullformmaskin--Utbord
- 1. Linjehastighet: 0-15m/min, justerbar
- 2. Mått i verkliga fall: Flera bredder 80-300 mm, fast höjd 50 mm
- 3. Lämpligt material: Galvaniserat stål
- 4. Materialtjocklek: 1,5-2 mm
- 5. Rullformningsmaskin: Gjutjärnn struktur och kedjedrivningssystem
- 6. Skärsystem: Skär före rullformningsmaskin, med hydraulkraft.
- 7. PLC-skåp: Siemens-system.
Verkliga fall-maskiner
1. Avhaspelare*1
2. Nivellerare (utrustad på rullformningsmaskinen) * 1
3. Hydraulisk förskuren maskin * 1
4. Rullformningsmaskin * 1
5. Utbord * 2
6. PLC-kontrollskåp * 1
7. Hydraulisk station * 2
8. Reservdelslåda (gratis) * 1
Verkligt fall - Beskrivning
- Avrullare
Vanligtvis fungerar avhaspelaren som den första komponenten i produktionslinjen. Dess pressarm kan säkra stålrullen och förhindra skador från rekyl under rullbyten. Utåtriktade rullhållaranordningar förhindrar ytterligare att rullarna glider av dornen.
Styrning
Styrrullarna styr stålrullen korrekt in i formningsrullarna för att bibehålla linjeringen mellan stålrullen och rullformningsmaskinen, vilket minimerar eventuell böjning eller avvikelse.
Utjämnare

Tjockleken på tvärstaget når 2,5 mm, och endast när det är helt rakt och inte vridet kan det ge bästa möjliga stabilitet för stativramen. Nivelleringsmaskinen kan platta till stålrullen, frigöra det inre trycket, vilket gör det lättare att forma och räta. I denna produktionslinje är nivelleringsmaskinen placerad på rullformningsmaskinens bas, vilket kan spara golvyta och minska markkostnaderna.
Förskuren maskin
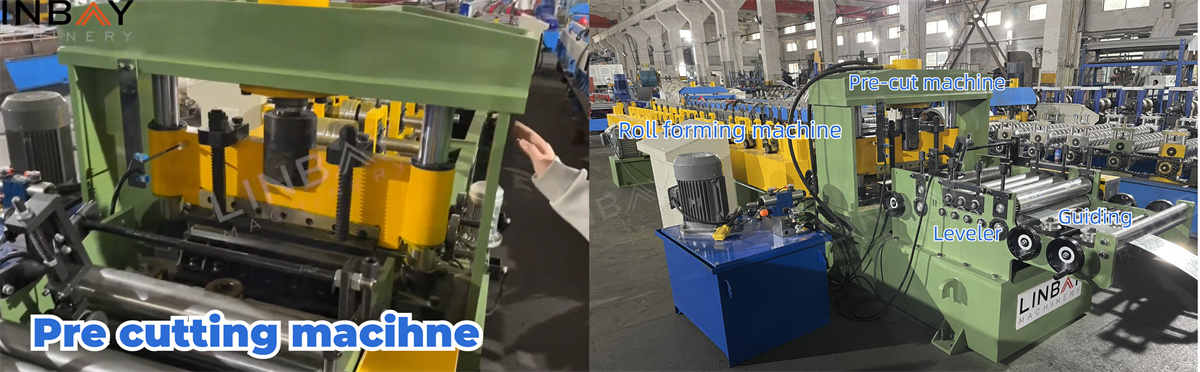
Jämfört med efterbearbetning ger förbearbetning före formning inget spill. Denna lösning underlättar byte av stålrullar med varierande bredd för att producera flera storlekar på samma produktionslinje, utan att orsaka något spill.
Rullformmaskin

Rullformningsmaskinen är den viktigaste komponenten i hela produktionslinjen. Den använder en robust gjutjärnskonstruktion för formningsstationen, tillverkad av ett massivt stålstycke. Rotationen av formningsrullarna drivs av ett kedjesystem.
Materialet i formningsrullarna är Gcr15, ett kromhaltigt stål med hög kolhalt som är känt för sin utmärkta hårdhet och slitstyrka. Rullarna är förkromade för att förlänga deras livslängd. Axlarna är tillverkade av 40Cr-material och genomgår värmebehandling.
Förstärkningar är inbyggda i profilens nederkant för att öka dess styrka. Denna rullformningsmaskin kan producera kryssförstärkningar med en bredd på 80–300 mm och en höjd på 50 mm. Genom att mata in önskade dimensioner i PLC-kontrollpanelen rör sig formningsstationen längs skenorna till rätt och exakt position. Formningspunkten justeras också allt eftersom formningsstationen rör sig.
För säkerheten vid formningsstationernas rörelse, 2 avståndssensorer är placerade på maskinbasen, motsvarande de yttersta och innersta positionerna somformningstationskan flyttas till.För sensorerna, tavkänningspunkten ärhärpåbasen för formningsstationernaDet innerstasensorär att förhindra attformningstationsfrån att komma för nära och orsaka rullkollisioner.Det ytterstasensorär att förhindra attformningstationen från att kopplas ur frånrälsoch faller.
Hydraulisk station
Hydraulstationen är utrustad med kylfläktar konstruerade för effektiv värmeavledning, vilket garanterar oavbruten drift och ökar produktiviteten. Denna hydraulstation är känd för sina låga felfrekvenser och byggd för att hålla länge, vilket säkerställer långsiktig hållbarhet.
PLC-styrskåp och pulsgivare
Kodaren omvandlar den avkända längden på stålspolen till elektriska signaler som skickas till PLC-styrskåpet. Inuti styrskåpet kan produktionshastighet, individuell produktionsutgång, skärlängd och andra parametrar hanteras. Med exakta mätningar och feedback från kodaren kan skärmaskinen kontrollera skärfel inom ±1 mm.
1. Avrullare

2. Matning

3. Stansning

4. Rullformningsställ

5. Drivsystem

6. Skärsystem

Andra

Utbord






